
Strategies for Co-Processing in Cement Manufacturing
Dr.S.B.Hegde, Udaipur Cement Works Limited, Udaipur, Rajasthan
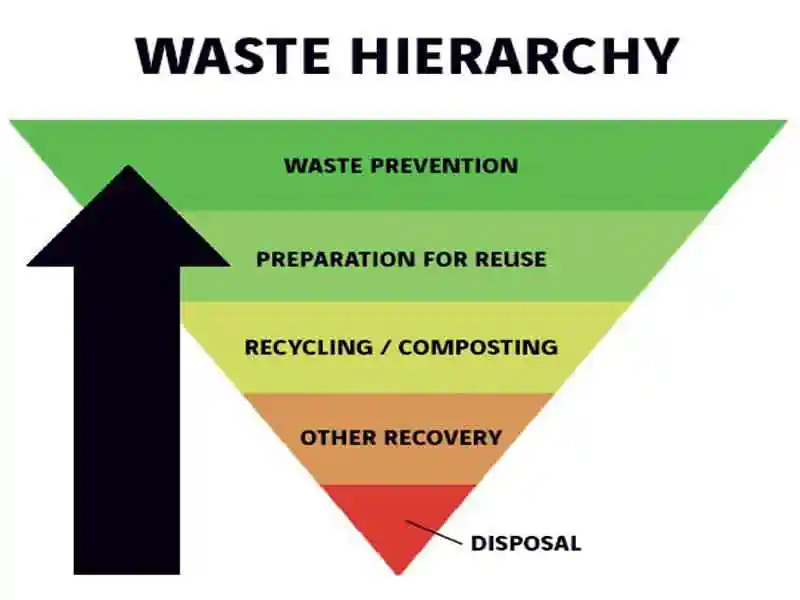
Governments, municipalities, companies, and agricultural institutions faced with decisions on how to manage their waste are guided by the waste hierarchy in conjunction with economic value. There is increasing demand today for waste prevention and reuse options followed by recycling. A well balanced and accepted waste management system should be developed by cement plants in conjunction with all relevant local stakeholders.
Co-processing development must be accompanied by a clear, consistent, and transparent dialogue with neighbors, employees, customers, national regional and local authorities, NGOs, and waste generators. The dialogue with the stakeholders must be based on several key issues relevant for co-processing, including environmental impact, health and safety, transportation impacts, quality management of the alternative resources, impact on process and cement quality, reporting and public information, and the requirements of the community.
Kiln Operation to Suit Processing Waste
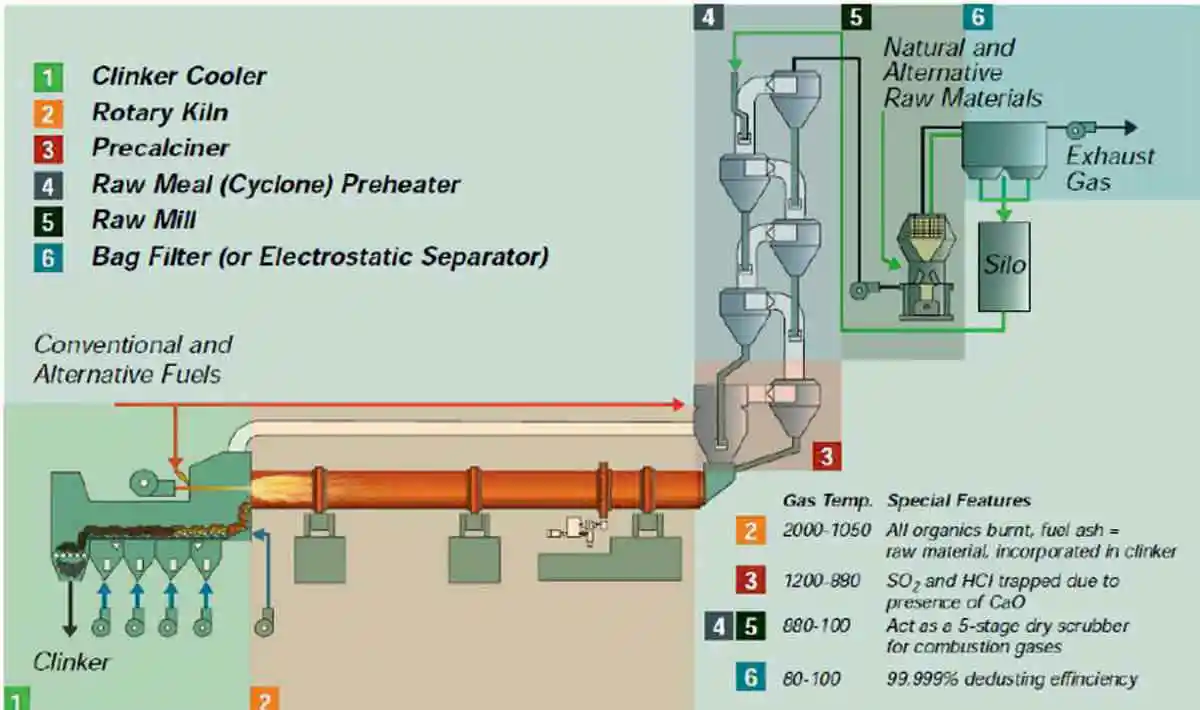
The Central Pollution Control Board, Government of India, has identified several features specific to a cement kiln system that results in the destruction of organic pollutants because of high temperatures and a sufficiently long retention time. This results in typically lower dioxins/furans (a family of toxic substances that all share a similar chemical structure) and volatile organic compounds (VOC) linked to fuel from cement kilns and lower heavy metal emissions compared to other methods of thermally processing the waste. Typically, emission limits for these combustion-related compounds are the same or lower than those for waste incinerators. Kilns operate at high temperatures, where the process requires: 2,000°C or higher in the flame of the main burner; 1,450°C in the material to make clinker; and 1,000 to 1,200°C in the calcination zone.
Two key processes take place in the cement kiln system. The first is the calcination process whereby the main ingredient, limestone (calcium carbonate), is heated to disassociate into lime (calcium oxide) and carbon dioxide for it to chemically react with other oxides. The calcination process occurs between 850°C and 950°C and, depending on the process, can occur in the kiln or in a specialized calciner, or in the lower section of a preheater. The second key process in the kiln system is sintering. This is where the calcium oxide binds with the oxides of silica, aluminum, and iron as they are heated in a kiln to about 1,450°C and form the intermediate product clinker.
The typical residence time of combustion gases in the kiln is more than five seconds at a temperature higher than 1,000°C. By contrast, gas residence time in a typical incinerator is two seconds. Residence time for solid materials varies from 20 minutes to an hour depending on the cement process. − The process takes place under oxidizing conditions with good mixing conditions, assuring good combustion and avoiding the generation of carbon monoxide (CO) and other deleterious compounds. − The thermally consistent conditions in a kiln guarantee the complete destruction of organic components in the waste, provided that the waste is introduced in accordance with the recommendation sections 2.5 and 4.7 in this report. Waste materials in the kiln are in contact with a large flow of alkaline (basic) materials that neutralize potential acid off-gases from combustion.
Any inorganic mineral residues from combustion – including most heavy metals* – are trapped in the complex matrix of the clinker and cement. − Complete combustion and the trapping of mineral residues mean that in most cases there is no ash residue from the process. Cement kilns are often fitted with waste heat recovery and power generation systems. Such systems do not alter the emission profile of the cement kiln, including the formation of dioxin/ furan or VOC emissions. *Some volatile heavy metals (e.g. mercury (Hg), cadmium (Cd), thallium (Tl)) are not completely immobilized in this way; so their content in raw and/or waste materials must be assessed and controlled. **Excess chlorine or alkali which may be in some virgin materials may produce cement kiln dust or bypass dust which must be removed, recycled, or disposed of responsibly.
Converting Waste into Wealth
The cement industry has many opportunities to replace a portion of the virgin natural resources it uses with waste and byproducts from other processes. These may be used as raw materials, fuels, or as constituents of cement, depending on their properties. Alternative fuels and raw materials must meet quality specifications in the same way as conventional fuels and raw materials.
Alternative raw materials: Selected waste and byproducts containing useful minerals such as calcium, silica, alumina and iron can be used as raw materials in the kiln, replacing raw materials such as clay, shale and limestone.
Alternative fuel: Selected waste and by products with recoverable calorific value can be used as fuels in a cement kiln, replacing a portion of conventional fuels, like coal, if they meet conditions outlined in section 4. In most cases, a specific pre-processing of the waste will be carried out in order to economically provide an engineered alternative fuel for the cement process, which usually includes a homogenization process with the target of ensuring a uniform source with near constant thermal properties. After the preprocessing, the alternative fuel produced keeps the status of the input wastes and is managed by waste regulations.
Alternative raw material and fuel: Because some materials have both useful mineral content and recoverable calorific value, the distinction between alternative fuels and raw materials is not always clear. For example, sewage sludge has a low but significant calorific value, and the ash from its combustion contains useful minerals for the clinker matrix.
For this specific case, these wastes must be treated as a fuel and processed in a high-temperature environment where the organic phase is completely destroyed.
Feeding Points for Wastes in Cement Plant
Given the differences in temperature between different parts of the process, it is important that waste fuels and raw materials be introduced through an appropriate installation at the correct points in the process to ensure complete combustion or incorporation and to avoid unwanted emissions. For example, raw materials with volatile organic components may be introduced in the cement kiln at the main burner, in mid-kiln, in the riser duct, or at the precalciner. They should not be introduced with other raw materials, except where tests demonstrate that this will have no effect on gas emissions. Therefore, in most cases, a specific additional installation needs to be built to input these materials into the system.
Conclusion
Of late, words like ‘Co-processing, AFR, RDF’ etc. look fascinating on paper! The prerequisites are stable kiln operation/process (Process Mastery), characterization facility for AFR, foolproof dosing and feeding system, good knowledge of capability of pyro section, and the plant personnel’s good knowledge of the chemistry of raw mix, fuel mix and AFR.
About the Author
Dr.S.B.Hegde has 28 years of experience in Cement Manufacturing with a proven track record in India and abroad. He has 6 Patents to his credit and has published 110 Research Papers in National and International journals.
Published on:
07 December 2020
Published in: NBM&CW December 2020
Share:
We Value Your Comment












