
Effect of Rice Husk Ash on Cement Mortar and Concrete
Sudisht Mishra, Faculty Civil Engineer. Deptt NERIST, Itanagar, Prof (Dr.) S. V. Deodhar, Principal, SSVPS BSD College of Engineering, Dhule.
 Workability, strength, and durability are three basics properties of concrete. Amount of useful internal work necessary to overcome the internal friction to produce full compaction is termed as Workability. Size, shape, surface texture and grading of aggregates, water-cement ratio, use of admixtures and mix proportion are important factors affecting workability. Strength is to bear the desired stresses within the permissible factor of safety in expected exposure condition. The factor influencing the strength are: quality of cement, water-cement ratio, grading of aggregates, degree of compaction, efficiency of curing, curing temperature, age at the time of testing, impact and fatigue. Durability is sustenance of shape, size and strength; resistance to exposure conditions, disintegration and wearing under adverse conditions. Variation in concrete production, loading conditions in service life and subsequent attack by the environment factors are main deteriorating factor of concrete. Properly compacted and cured concrete used in RCC continues to be substantially water tight and durable till capillary pores and micro-cracks in the interior are interconnected to form pathways up to surface.
Workability, strength, and durability are three basics properties of concrete. Amount of useful internal work necessary to overcome the internal friction to produce full compaction is termed as Workability. Size, shape, surface texture and grading of aggregates, water-cement ratio, use of admixtures and mix proportion are important factors affecting workability. Strength is to bear the desired stresses within the permissible factor of safety in expected exposure condition. The factor influencing the strength are: quality of cement, water-cement ratio, grading of aggregates, degree of compaction, efficiency of curing, curing temperature, age at the time of testing, impact and fatigue. Durability is sustenance of shape, size and strength; resistance to exposure conditions, disintegration and wearing under adverse conditions. Variation in concrete production, loading conditions in service life and subsequent attack by the environment factors are main deteriorating factor of concrete. Properly compacted and cured concrete used in RCC continues to be substantially water tight and durable till capillary pores and micro-cracks in the interior are interconnected to form pathways up to surface.
Durability is mainly influenced by environmental exposure condition, freezing - thawing, contact to aggressive chemicals, type and quality of constituent materials, water-cement ratio, workability, shape and size of the member, degree of compaction, efficiency of curing, effectiveness of cover concrete, porosity and permeability. During service life of structures, penetration of water and aggressive chemicals, carbonation, chloride ingress, leaching, sulphate attack, alkali-silica reaction and freezing-thawing are resulting deterioration. Loading and weathering inter link voids and micro-cracks present in transition zone and network of same micro cracks gets connected to cracks on concrete surface which provides primary mechanism of the fluid transport to interior of concrete. Subsequent increase of penetrability leads to easy ingress of water, oxygen, carbon dioxide and acidic ions etc into concrete resulting cracking, spalling, loss at mass, strength and stiffness.
Low permeability is key to durability and it is controlled by factors like water-cement ratio, degree of hydration, curing, entrapped air voids, micro cracks due to loading and cyclic exposure to thermal variations. Admixture improves workability, compactibility, strength, impermeability, resistance to chemical attack, corrosion of reinforcement and freezing - thawing etc. and in turn to durability. For this study durability is interpreted in terms of porosity, moisture movement, surface strength, ultra sound pulse velocity and elasticity modulus of concrete. Optimum use of Rice Husk Ash (RHA), obtained by open field burning method, is decided for improving workability, strength and durability of concrete.
Portland cement contains 60 to 65% CaO and, upon hydration, a considerable portion of lime is released as free Ca(OH)2, which is primarily responsible for the poor performance of Portland cement concretes in acidic environments. Silica present in the RHA combines with the calcium hydroxide and results excellent resistance of the material to acidic environments. RHA replacing 10% Portland cement resists chloride penetration, improves capillary suction and accelerated chloride diffusivity.
Pozzolanic reaction of RHA consumes Ca(OH)2 present in a hydrated Portland cement paste, reduces susceptible to acid attack and improves resistance to chloride penetration. This reduces large pores and porosity resulting very low permeability. The pozzolanic and cementitious reaction associated with RHA reduces the free lime present in the cement paste, decreases the permeability of the system, improves overall resistance to CO2 attack and enhances resistance to corrosion of steel in concrete. Highly micro porous structure RHA mixed concrete provides escape paths for the freezing water inside the concrete, relieving internal stresses, reducing micro cracking and improving freeze-thaw resistance.
For conducting ND Tests, Rebound hammer, Protimeter-moisture measurement system, Porositester and pulse Ultrasonic Non-Destructive Indicating Tester (PUNDIT) equipment are used.
Rebound hammer test is conducted to asses the relative strength of concrete based on the hardness at or near its exposed surface. Concrete Rebound Test Hammer is a traditional instrument used for the non-destructive testing of hardened concrete. This provides a quick and simple test method for obtaining an immediate indication of concrete strength in various parts of a structure. Knob of this instrument is kept perpendicular to the surface (i.e. 90 degree to the surface) for measurement and is push pressed from the bottom towards the surface of the concrete, hammer like sound is produced. The button near the bottom of the instrument is pressed to lock the indicator and reading is taken.
The surface moisture is generally not seen for cleaning and restoring the structure after damage from storms, floods or fires. For exposed or unseen structural damage, the undetected moisture damages strength, durability and reliability. The Protimeter Moisture Measurement System is a powerful and versatile instrument for measuring and diagnosing surface moisture in buildings. This instrument directly displays moisture content (%) along with three conditions of material like DRY, WET and RISK condition. For using Protimeter operational modes are selected and information is presented on a large, back lit liquid crystal display. The radio frequency sensor is positioned so that large number of moisture readings is taken quickly and easily.
Porositester contains of 3 glass tube used to measure the water penetration in concrete at atmospheric pressure. Tubes are fixed with vacuum plate and vacuum pump without any subsequent cleaning. Rubber seal inserted in the tube provides a defined contact surface of dia 25 mm vertical or horizontal. Compressible seals on suction plate and tube permit secure fixing also to uneven surfaces. Current supply is provided from a 12 V rechargeable battery. Vacuum plate is pressed against the façade with a wet sponge, motor is placed on adhesion of the plate is checked. Test tubes are placed under the clip and secured firmly with screws. Test tubes are filled with water up to the zero mark and again refilled after the descent of the water level by 1 or 2 ml and readings of quantity of penetrated water are noted down for 15 minute test time. As per the manual of equipment, water absorption coefficient A is calculated by using following formula:

Where,
X=Amount (level) of water penetrated in ml.
d= Dia. of test tube in mm.
t= Time of penetration in minutes.

Figure 1 shows the Porositester mentioned above Pundit is a highly trustworthy equipment for ultrasonic pulse velocity teshon concrete. Pundit plus is used to determine pulse velocity, (UPV) modulus of elasticity, cavities and cracks present in the concrete. Equipment is ruggedly built for on-site reliability for simple, speedy operation with integral RS232 interface, auto memory store for readings, large LCD display with external or battery power supply. The setup parameters are defined for the preferred mode of operation and respective values are displayed.
Rice Husk from local Rice Mills was burnt completely in open field condition and sieved with 150 micron IS sieve. Rice Husk Ash percentage was gradual increased from 7.5%, 10.0%, 12.5%, 15.0% and 17.5%. M20 grade nominal mix concrete (1 : 1.5 : 3) and cement mortar of proportion (1 : 4). Coarse aggregate of 20 mm graded nominal size, river sand zone III type and 53 grades Pozzolana Portland Cement (PPC) were used for this work. For slump values 15 mm to 35 mm and compaction factor 0.85 to 0.90, water cement ratio for plain and RHA mixed concrete was 0.50 and 0.575 respectively. For casting concrete and mortar cubes, 150 mm steel cube moulds and 70.7 mm steel cube moulds were used. Each set Contained Six samples of plain concrete and six of RHA mixed. After 24 hours of casting, samples were opened and kept under tap water curing for 28 days. Later destructive and non-destructive tests were carried out on set of three separate cubes and average values taken for this study.Test Results
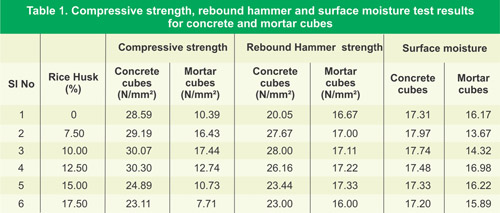
Compressive strength for RHA mixed concrete samples increased upto 12.5% of RHA and decreased for higher % of RHA. Highest strength was found 30.3 N/mm2 followed by 30.07 N/mm2 for RHA composition 10.00% and 12.5% respectively. In comparison to normal M20 mix samples, compressive strength decreased by 12.94% and 19.17% for 15.00% and 17.5% of RHA mixed concrete samples. Between RHA compositions 10% and 12.5%, compressive strength increased very marginally (0.80%) whereas same value was highest (3.08%) between RHA compositions 7.50% and 10.00%.
Compressive strength of normal mortar cubes was 10.39 N/mm2 and same increased to 16.43 N/mm2 and 17.44 N/mm2 for RHA composition 7.5% and 10.00% respectively. For higher proportion of RHA, 12.50%, 15.00% and 17.50%, compressive strength decreased to 12.74 N/mm2, 10.73 N/mm2 and 7.71 N/mm2 respectively. Maximum increase in strength was 67.85% followed by 58.13% for 10.00% and 7.50% RHA composition respectively.
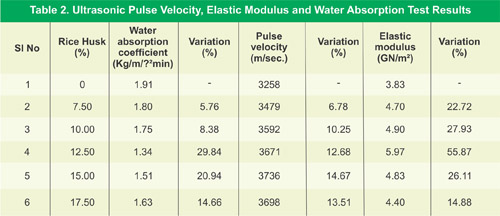
Elastic modulus increased from 3.83 GN/m2 to a maximum 5.97 GN/m2 (55.87%) for 12.5% RHA mixed samples.
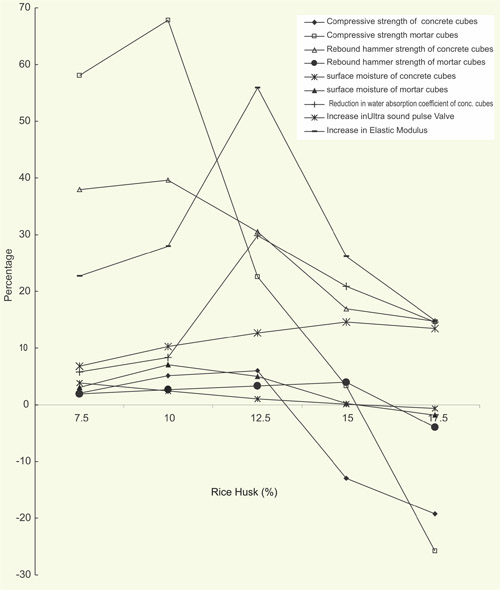
Reduction in water absorption, from results obtained from 6 tests concrete and 3 tests on mortar samples, it is observed that up to 10% RHA with concrete and mortar enhances all properties (Figures 2a to c) and it is observed that 12.5% of Rice Husk Ash by mass of cement as the optimum doses to be added in concrete production of M20 particularly when the husk is burnt under field condition to utilize the easily available and low cost resources for betterment of concrete structure with respect to economy, durability and strength. So best applicable percentage of rice husk ash as per field condition 10.00% for optimal strength and durability.
Introduction
Durability is mainly influenced by environmental exposure condition, freezing - thawing, contact to aggressive chemicals, type and quality of constituent materials, water-cement ratio, workability, shape and size of the member, degree of compaction, efficiency of curing, effectiveness of cover concrete, porosity and permeability. During service life of structures, penetration of water and aggressive chemicals, carbonation, chloride ingress, leaching, sulphate attack, alkali-silica reaction and freezing-thawing are resulting deterioration. Loading and weathering inter link voids and micro-cracks present in transition zone and network of same micro cracks gets connected to cracks on concrete surface which provides primary mechanism of the fluid transport to interior of concrete. Subsequent increase of penetrability leads to easy ingress of water, oxygen, carbon dioxide and acidic ions etc into concrete resulting cracking, spalling, loss at mass, strength and stiffness.
Low permeability is key to durability and it is controlled by factors like water-cement ratio, degree of hydration, curing, entrapped air voids, micro cracks due to loading and cyclic exposure to thermal variations. Admixture improves workability, compactibility, strength, impermeability, resistance to chemical attack, corrosion of reinforcement and freezing - thawing etc. and in turn to durability. For this study durability is interpreted in terms of porosity, moisture movement, surface strength, ultra sound pulse velocity and elasticity modulus of concrete. Optimum use of Rice Husk Ash (RHA), obtained by open field burning method, is decided for improving workability, strength and durability of concrete.
Rice Husk Ash
RHA, produced after burning of Rice husks (RH) has high reactivity and pozzolanic property. Indian Standard code of practice for plain and reinforced concrete, IS 456- 2000, recommends use of RHA in concrete but does not specify quantities. Chemical compositions of RHA are affected due to burning process and temperature. Silica content in the ash increases with higher the burning temperature. As per study by Houston, D. F. (1972) RHA produced by burning rice husk between 600 and 700°C temperatures for 2 hours, contains 90-95% SiO2, 1-3% K2O and < 5% unburnt carbon. Under controlled burning condition in industrial furnace, conducted by Mehta, P. K. (1992), RHA contains silica in amorphous and highly cellular form, with 50-1000 m2/g surface area. So use of RHA with cement improves workability and stability, reduces heat evolution, thermal cracking and plastic shrinkage. This increases strength development, impermeability and durability by strengthening transition zone, modifying the pore-structure, blocking the large voids in the hydrated cement paste through pozzolanic reaction. RHA minimizes alkali-aggregate reaction, reduces expansion, refines pore structure and hinders diffusion of alkali ions to the surface of aggregate by micro porous structure.Portland cement contains 60 to 65% CaO and, upon hydration, a considerable portion of lime is released as free Ca(OH)2, which is primarily responsible for the poor performance of Portland cement concretes in acidic environments. Silica present in the RHA combines with the calcium hydroxide and results excellent resistance of the material to acidic environments. RHA replacing 10% Portland cement resists chloride penetration, improves capillary suction and accelerated chloride diffusivity.
Pozzolanic reaction of RHA consumes Ca(OH)2 present in a hydrated Portland cement paste, reduces susceptible to acid attack and improves resistance to chloride penetration. This reduces large pores and porosity resulting very low permeability. The pozzolanic and cementitious reaction associated with RHA reduces the free lime present in the cement paste, decreases the permeability of the system, improves overall resistance to CO2 attack and enhances resistance to corrosion of steel in concrete. Highly micro porous structure RHA mixed concrete provides escape paths for the freezing water inside the concrete, relieving internal stresses, reducing micro cracking and improving freeze-thaw resistance.
Non Destructive Tests (NDT)
NDT, systems required for assessing strength in service feature, is defined as a test which does not impair the intended performance of the element or member under investigation, carried out onsite, with ability to determine the strength and durability of critical constructions without damaging.For conducting ND Tests, Rebound hammer, Protimeter-moisture measurement system, Porositester and pulse Ultrasonic Non-Destructive Indicating Tester (PUNDIT) equipment are used.
Rebound hammer test is conducted to asses the relative strength of concrete based on the hardness at or near its exposed surface. Concrete Rebound Test Hammer is a traditional instrument used for the non-destructive testing of hardened concrete. This provides a quick and simple test method for obtaining an immediate indication of concrete strength in various parts of a structure. Knob of this instrument is kept perpendicular to the surface (i.e. 90 degree to the surface) for measurement and is push pressed from the bottom towards the surface of the concrete, hammer like sound is produced. The button near the bottom of the instrument is pressed to lock the indicator and reading is taken.
The surface moisture is generally not seen for cleaning and restoring the structure after damage from storms, floods or fires. For exposed or unseen structural damage, the undetected moisture damages strength, durability and reliability. The Protimeter Moisture Measurement System is a powerful and versatile instrument for measuring and diagnosing surface moisture in buildings. This instrument directly displays moisture content (%) along with three conditions of material like DRY, WET and RISK condition. For using Protimeter operational modes are selected and information is presented on a large, back lit liquid crystal display. The radio frequency sensor is positioned so that large number of moisture readings is taken quickly and easily.
Porositester contains of 3 glass tube used to measure the water penetration in concrete at atmospheric pressure. Tubes are fixed with vacuum plate and vacuum pump without any subsequent cleaning. Rubber seal inserted in the tube provides a defined contact surface of dia 25 mm vertical or horizontal. Compressible seals on suction plate and tube permit secure fixing also to uneven surfaces. Current supply is provided from a 12 V rechargeable battery. Vacuum plate is pressed against the façade with a wet sponge, motor is placed on adhesion of the plate is checked. Test tubes are placed under the clip and secured firmly with screws. Test tubes are filled with water up to the zero mark and again refilled after the descent of the water level by 1 or 2 ml and readings of quantity of penetrated water are noted down for 15 minute test time. As per the manual of equipment, water absorption coefficient A is calculated by using following formula:
Where,
X=Amount (level) of water penetrated in ml.
d= Dia. of test tube in mm.
t= Time of penetration in minutes.
Figure 1: Porositester
Workplan
Objective of this work is to study the effects of Rice Husk Ash as an admixture on workability, strength, durability of cement concrete and cement mortar. Based on the above, optimum dose of RHA is determined to enhance the desired properties of concrete without causing any adverse result on other properties.Rice Husk from local Rice Mills was burnt completely in open field condition and sieved with 150 micron IS sieve. Rice Husk Ash percentage was gradual increased from 7.5%, 10.0%, 12.5%, 15.0% and 17.5%. M20 grade nominal mix concrete (1 : 1.5 : 3) and cement mortar of proportion (1 : 4). Coarse aggregate of 20 mm graded nominal size, river sand zone III type and 53 grades Pozzolana Portland Cement (PPC) were used for this work. For slump values 15 mm to 35 mm and compaction factor 0.85 to 0.90, water cement ratio for plain and RHA mixed concrete was 0.50 and 0.575 respectively. For casting concrete and mortar cubes, 150 mm steel cube moulds and 70.7 mm steel cube moulds were used. Each set Contained Six samples of plain concrete and six of RHA mixed. After 24 hours of casting, samples were opened and kept under tap water curing for 28 days. Later destructive and non-destructive tests were carried out on set of three separate cubes and average values taken for this study.
Test Results
Compressive Strength
Compressive strength for RHA mixed concrete samples increased upto 12.5% of RHA and decreased for higher % of RHA. Highest strength was found 30.3 N/mm2 followed by 30.07 N/mm2 for RHA composition 10.00% and 12.5% respectively. In comparison to normal M20 mix samples, compressive strength decreased by 12.94% and 19.17% for 15.00% and 17.5% of RHA mixed concrete samples. Between RHA compositions 10% and 12.5%, compressive strength increased very marginally (0.80%) whereas same value was highest (3.08%) between RHA compositions 7.50% and 10.00%.Compressive strength of normal mortar cubes was 10.39 N/mm2 and same increased to 16.43 N/mm2 and 17.44 N/mm2 for RHA composition 7.5% and 10.00% respectively. For higher proportion of RHA, 12.50%, 15.00% and 17.50%, compressive strength decreased to 12.74 N/mm2, 10.73 N/mm2 and 7.71 N/mm2 respectively. Maximum increase in strength was 67.85% followed by 58.13% for 10.00% and 7.50% RHA composition respectively.
Rebound Hammer Test
Surface strength of M20 grade concrete cube was 20.05 N/mm2. For RHA mixed samples, same values increased to a maximum of 28.00 N/mm2 and minimum 23.00 N/mm2 (Table-1) for 10% and 17.5 % rice husk respectively. For RHA mixed mortar samples, surface strength increased marginally from 16.67 N/mm2 to 17.33 N/mm2 (3.96%) which further showed a decreased value of 16.67 N/mm2 for mortar cubes with 17.5% RHA. For concrete samples, strength increased upto 10% RHA and later it started decreasing but for the mortar samples same trend continued upto 15% RHA. Interpreted from the graph that the strength is increased rapidly from 7.5% to 15% and it starts decreasing with increase in percentage of admixture. The reference mortar cube is having strength of N/mm2.Surface Moisture Test Results
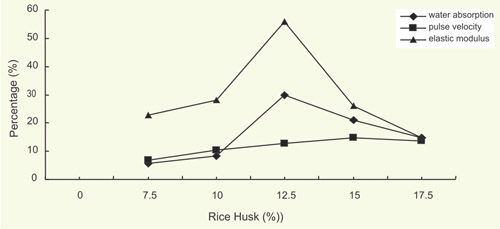
Surface moisture for concrete cubes was 17.31% which increased to 17.97% for 7.5% RHA content. For higher % of RHA, it showed a decreased trend with minimum value 17.2% for 17.5% RHA. For RHA mixed mortar cubes, maximum value was 17.32% with 10% RHA which further decreased to 15.89% for 17.5% RHA.Figure 2 (a): Variation of NDT Properties of Mortar Cubes
Pulse Velocity Test
Pulse velocity was observed 3258 m/sec. in normal concrete cubes which increased to maximum 3736 m/sec. in 15.00% RHA mixed cubes. Increase in pulse velocity was 6.78%, 10.25%, 12.68%,14.67% and 13.51% for corresponding RHA 7.5%, 10%, 12.5%, 15%, and 17.5% respectively.Elastic modulus increased from 3.83 GN/m2 to a maximum 5.97 GN/m2 (55.87%) for 12.5% RHA mixed samples.
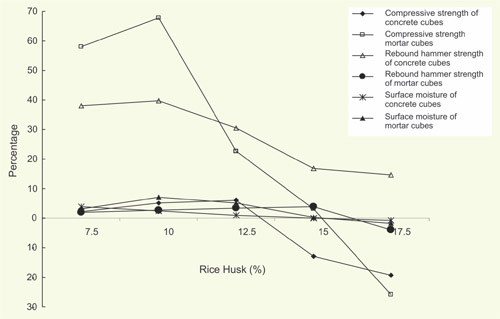
Figure 2 (b): Variation in Compressive Strength, Rebound Hammer
Strength and Surface Moisture
Strength and Surface Moisture
Porosity
For nominal mix M20 grade concrete cubes, water absorption coefficient was found 1.19 Kg/m2 /” min. In RHA mixed concrete samples, water absorption coefficients exhibited decreasing trend to a minimum of 1.34 (29.84%) for 12.5% of RHA but the same increased with higher percentage of RHA. For maximum proportion of RHA (17.5%) it was found 1.63 Kg/m2 /” min, 15.18% higher than the minimum value.Figure 2 (c): Variation in Compressive Strength, Rebound Hammer
Strength and Surface Moisture
Strength and Surface Moisture
Conclusion
In nominal mix M20 grade concrete and 1:4 cement mortar RHA was added as an admixture from 7.50% to 17.50% with an uniform variation of 2.5%. During destructive test, compressive strength of mortar cubes and rebound hammer strength of concrete samples found increased with maximum variation of 67.85% and 39.65% for 10% RHA. Maximum variations of elastic modulus were 55.87% followed by 27.94% for 12.50% and 10% RHA mixed samples. Compressive strength of concrete samples showed maximum increase 3.08% between RHA 7.50% to 10.00% which decreased further for higher percentage of RHA.Reduction in water absorption, from results obtained from 6 tests concrete and 3 tests on mortar samples, it is observed that up to 10% RHA with concrete and mortar enhances all properties (Figures 2a to c) and it is observed that 12.5% of Rice Husk Ash by mass of cement as the optimum doses to be added in concrete production of M20 particularly when the husk is burnt under field condition to utilize the easily available and low cost resources for betterment of concrete structure with respect to economy, durability and strength. So best applicable percentage of rice husk ash as per field condition 10.00% for optimal strength and durability.
References
- Bronzeoak Ltd, Rice Husk Ash Market Study, ETSU U/00/00061/REP DTI/Pub URN 03/668, 2003.
- Satish Chandra, Waste materials used in concrete manufacturing, William Andrew Inc. Norwich, NY 13815, 2002.
- Hwang, C. L., and Wu, D. S., Properties of Cement Paste Containing Rice Husk Ash, ACI SP-114, 1989.
- Anderson,L.L. and Tillman D.A., Fuels from waste. Academic Press Inc., New York, U.S.A, 1978.
- E. B. Oyetola and M. Abdullahi, The Use of Rice Husk Ash in Low–Cost Sandcrete Block Production, Department of Civil Engineering, Federal University of Technology, P.M.B. 65, Minna, Nigeria, June 2006.
Published on:
09 October 2010
Published in: NBM&CW October 2010
Share:
We Value Your Comment


































