
Why SCMs are Replacing OPC Cement for Sustainable Concrete?

The use of Supplementary Cementitious Materials (SCMs) offers a sustainable pathway to reduce dependence on Ordinary Portland Cement (OPC) in concrete. In this article, Sasanka Dey, Concrete Technologist, examines key SCMs such as fly ash, GGBS, and silica fume, evaluating their impact on the fresh and hardened properties of concrete, their chemical mechanisms, and their role in lowering CO2 emissions while enhancing workability, durability, and overall performance.

Introduction
The construction industry today faces a dual challenge: the rising demand for durable, high-performance concrete and the urgent need to reduce the carbon footprint of cement production. Ordinary Portland Cement (OPC), while widely used, is highly energy-intensive and contributes significantly to global CO2 emissions. This has paved the way for Supplementary Cementitious Materials (SCMs), which not only improve the performance of concrete in both fresh and hardened states but also enhance sustainability by reducing reliance on OPC.SCMs—whether referred to as SCMs in Asia, Extenders in Europe, or CRMs in Canada—have proven pozzolanic properties that make them excellent substitutes for OPC. By incorporating these materials, concrete systems become more durable, cost-efficient, and environmentally friendly, while significantly lowering CO2 emissions.
The following sections discuss the types of SCMs, their fresh and hardened properties, their chemical mechanisms, and their role in making concrete more sustainable and performance-driven compared to conventional OPC-based systems.
Types of Supplementary Cementitious Materials
The described list of SCMs/Extenders/CRMs are widely used to replace cement in concrete and to enhance both fresh and hardened state properties as compared to Control mixed or Reference concrete. The materials listed below also have very good pozzolanic properties in their chemical composition due to which they are used as replacements of OPC. They also help reduce CO2 emissions and the cost. Bulk volumes of OPC replacements are done by the following materials:- Fly ash - FA
- Ground granulated blast furnace slag - GGBFS
- Silica fume - SF
- Metakaoline - MK
- Sugar Cane Baggese Ash - SCBA
- Rice husk ash - RHA
- Limestone powder- ls powder
Filler:These additives/admixtures are finer than cement, so when added to concrete they occupy the small pores previously left vacant. Pores becomes much finer when SF or MK used into the concrete and durability increase as well as permeability reduce.
Nucleating: These fine particles accelerate the rate of hydration and precipitation starts.
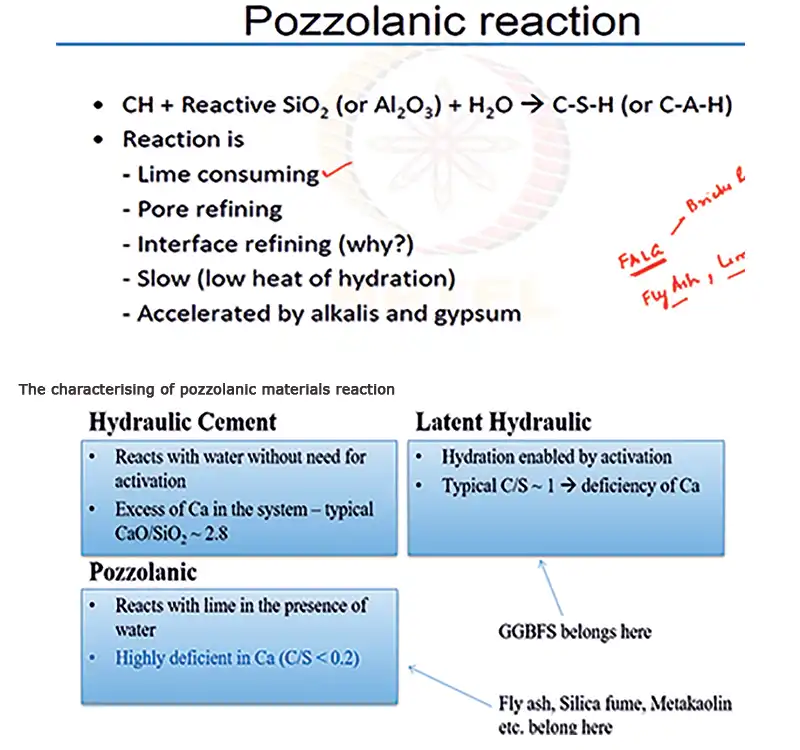
Pozzolanic: When cementing material reacts with water, the following reaction take place:
C2S + H CSH + CH
C3S + H CSH + CH
CSH is responsible for strength while CH is a soluble material reacts and dissolves in water leaving behind pores.
So when admixture is added
SiO3 or Al2O3+CH CSH
When Silica Fume used into the concrete it provides the additional area to coating of C-S-H due to its fineness properties, the strength becomes higher as compared to without adding SF based concrete. Thus it reduces the amount of CH and increase the additional CSH.
Conditions to declare a material Pozzolanic
- Having silica + Alumina oxide+ ferrous oxide more than 50-70%.
- Surface area on normal mineral admixture or mineral additives is more than 300m²/kg.
- The material should be rich in reactive siliceous or aluminous components and low calcium bearing compounds except type C Fly ash.
- A significant proportion of the material should be amorphous (non-crystalline), as this phase is more reactive, like SF and MK materials.
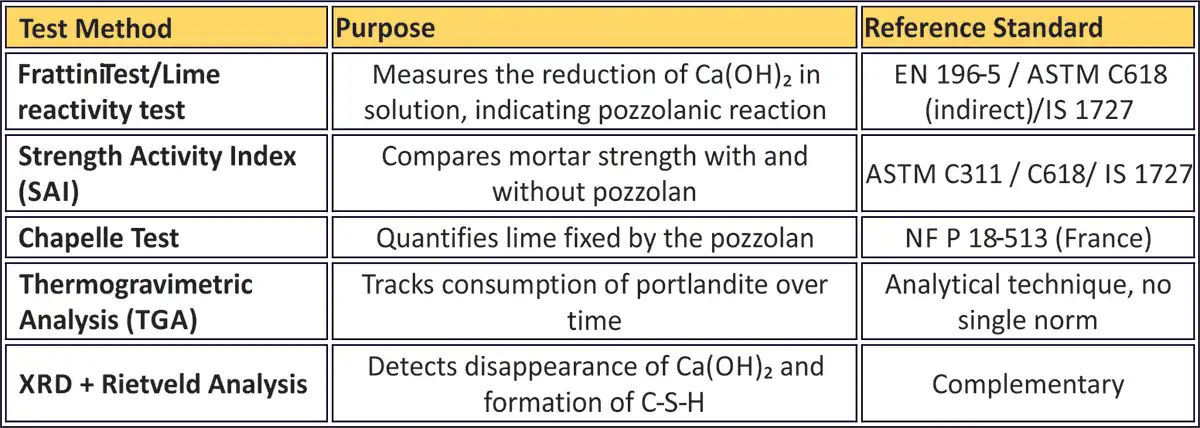
Confirmatory Testing Methods for SCMs
A. Fly ash (FA) is the essential supplementary cementitious material: A by-product of coal burning in power plants.
Standards: ASTM C618-12a, ACI-232.1 to 232.5 and BIS 3812-2012 part 1 and 2.
Types: Fly Ash, Pond Ash, Bottom Ash, Mound Ash and Processed Fly Ash (P-100, its high quality performance commercial based FA) generally two types based on its chemical composition category wise- Siliceous Type F- burning anthracite or bituminous coal (Bihar, Jharkhand, Odisha) low volume of CaO and Calcareous Type C-burning lignite or sub-bituminous coal (Nevelli), high volume of CaO. FA has crystalline silica content and some minor level of amorphous form.
Replacement: (15-25)% of w.r.t OPC cement for Type F and (20-35)% of w.r.t OPC cement for Type C.
Colour- Greyish white or darker in colour, basically grey to tan or buffed colour/shade.
Size- 1 mic. to 100 mic., SP surface area- 320 m2/kg, SP. Gravity- 2.2 to 2.8, but most cases found 2.2.
♦ Fresh properties in the concrete
- It affects the concrete properties too workable due to ball bearing system (Fly Ash spherical shape reduce the intergranular frictions in between the particle’s) available into the concrete mix.
- It reduces the water content of the concrete.
- It delays the setting time of the concrete due to slow reaction.
- Workability of the concrete can achieve with low water cement ratio due to its spherical shape in the microstructure into the concrete.
- Bleeding and segregation may occur if the system is not properly mixed in homogeneous way.
- The concrete system heat of hydration will be lowered when FA added into the system, due to that, bulk volume concrete may be done by this, when low heat concrete is required.
- Sometimes, micro-SF added into the FA based concrete to accelerate the setting time of concrete, but the effect depends on several factors including dosage, mix proportions, and ambient conditions.
♦ Hardened properties of the concrete
- Ultimate strength of the concrete of Fly ash based has enhanced as compared to OPC concrete at later age, not early.
- Creep and shrinkage of the concrete may be affected due to high volume of paste available into the FA based concrete system.
- More air entraining admixture required for air entrained Fly ash based concrete.
- Expansion by AAR is reduced into the Fly ash based concrete, as bulk OPC content reduce in the FA based concrete.
- Carbonation depth increase with Type F fly ash.
- Extended curing required for Type F rather than Type C fly ash based concrete due to slow reaction of heat of hydration.
- Incorporating GGBS and dolomite into FA-based GPC (Geo-polymer concrete) improves both strength and durability, but workability of this system will be reduced.
- FA-based concrete improves durability by reducing water sorptivity, chloride permeation, and drying shrinkage.
Standards- ASTM C989-17, ACI-233 and BIS 16714-2018.
Replacement- (25-70)% of w.r.t OPC cement, generally (35-50)% replacement are most beneficial.
Colour- Slags are lighter in colour than OPC, some times greenish blue colour seen due to sulphide compounds presence into the GGBFS and when bulk volume of replacement done.
The phenomenon is caused by the presence of ferrous (Fe²+) sulphide phases in the slag, which during hydration can form complex compounds such as iron hydroxide or sulphur-containing ferrous compounds. These interact with the calcium-rich, high-pH pore solution of the cement paste, leading to temporary chromatic effects—particularly in low-oxygen environments beneath the surface. The colour is not harmful to the concrete, it means hydration reaction of slag is still going on into the concrete and at a later stage it will disappear.
Types- Blast Furnace slag, Molten slag, Ground granulated blast furnace slag, Air cool slag.
At first from the smelting ores, obtained the Molten slag- after by cooling in water (Fast process by quenching) found Quenching type of BFS, used for cement, further grinding to obtain finer GGBFS, used for both cement, mortar and concrete and from Molten Slag by air cooling (Slow process) found Air cooling BFS; also known as- ACBFS, used as concrete aggregate.
Size- BFS size in range of 1 mm to 2 mm, GGBFS avg. particle size 10 mic., SP surface area- 320 m2/kg, SP. Gravity- 2.9 to 3.0.
♦ Fresh properties into the concrete
- It delays the setting time of the concrete.
- No major impacts on the fresh concrete when slag used into the OPC concrete system, other than effect in setting time only.
♦ Hardened properties of the concrete
- Ultimate strength of concrete increased when slag is used into the system.
- Durability increased and permeability reduced of Slag based concrete.
- Most helpful for marine environment area to resist the sulphate and other chemical attacks on concrete.
Standards- ASTM C1240-20, ACI-234 and BIS 15388-2003.Replacement- (5-10)% of w.r.t OPC cement.
Colour- White in colour or grey, basically dark grey shade, premium-white and standard- grey.
Types- Densified silica, colloidal silica (nano-materials, size 10nm to 40nm, hence 0.01mic. to 0.04 mic.), slurry based silica, Micro- Silica Fume, silica flour, silica gel. High level of amorphous silica presence into micro-SF materials and nearly Zero CaO.
Size- Less than 0.100 mic., SP surface area- 15000 m2/kg, SP. Gravity- 2.2 to 2.3.
♦ Fresh properties into the concrete
- Due to its high fineness around 15000 m2/kg, it tends to consume all the water content and becomes more sticky or very cohesive in nature as compared to OCP cement based or Control mixed concrete.
- It demands more water, which means required more SP or HRWRA admixture.
- Bleeding is reduced dramatically as compared to control mixed of concrete, as porosity and pores have become much finer and are reduced into the system, but plastic shrinkage cracks tends to increasing, hence, initial curing pre-caution required for SF-based concrete.
- Micro structure of SF based concrete getting more dense as its densified and very fine materials, intergranular pore spacing definitely reduce as compared to OPC based concrete.
- It provides additional area to coating of C-S-H due to its fineness properties; the strength becomes higher as compared to without adding SF based concrete.
♦ Hardened properties of the concrete
- Due to dense micro structure, durability of SF based concrete becomes much higher, when tested in Durability parameters, especially for RCPT testing.
- Compressive Flexural and Splitting Tensile Strength has become higher.
- Modulus of elasticity is also high due to higher side stiffness value for dense micro structure.
- Permeability reduce, as porosity is getting reduce and pores have become much finer for dense micro structure for SF based concrete.
- SF based concrete are not suitable for fire resistance as much denser category wise, due to that, Polypropylene fibers are added into the SF based concrete when fire resistance are essential.
- Better resistance for chemical attack for SF based concrete, as its dense micro structures inside the SF based concrete and ASR resistance also enhanced into SF based concrete.
- Freeze and Thawing resistant effect for SF based concrete found in good quality, as air volume increase as compared to normal air entrained based concrete.
- Improved early aged strength of concrete, when SF added into the system.
- Corrosion and carbonation depth reduced as CaOH2 reduce into SF based concrete.
Standards- ASTM C618-12a, Type-N, ACI-232 and BIS 16354-2015.
Colour- White to off-white/light grey colour depending upon its impurities.
Size- Less than 1.0 mic. to 2.0 mic., SP surface area- 9000 m2/kg, SP. Gravity- 2.2 to 2.6.
High level of both silica and alumina presence in amorphous forms MK.
Advantages of MK based concrete
- High reactivity as SCM or extender.
- High early strength.
- Better resistance of chloride attacks.
- It provides additional C-S-H into the system which acc. the strength as well as early age strength, as its (AS2 chemical form of MK) react with CH.
- Replacement not more than 20% w.r.t OPC cement, but due to its not by-product, its cost is higher and availability also more difficult as compared to others SCMs.
Standards- No standards are available for this and also lack of information are not provided for this.
Colour- Light brown to beige.
Size- Less than 100 mic., SP surface area- -, SP. Gravity- 1.91 to 2.1.
♦ Advantages of SCBA
- Strength and durability are comparatively higher from OPC based concrete.
- Required replacement around 15-25% w.r.t OPC cement also enhance the cost control.M
- Water requirements high for SCBA based PPC cement (blended cement), as its NC level high as compared to OPC cement.


F. Rice Husk Ash (RHA) is a byproducts of rice mills and very good pozzolanic in nature, high amounts of reactive silica presence and its formed as cellular types materials. Also RHA consists of Calcium oxide and non-crystalline silica that can be productively used in concrete as SCM. It has a vast number of benefits in concrete as the utilization of RHA has good durability properties and improved strength, reduced material cost, and selective disposal of waste materials.
Standards- IS 456-2000 and but lack of information are not provided for this.
Colour- Light to darker grey shade.
Size- Less than 45 mic., SP surface area- 60000-70000 m2/kg, SP. Gravity- 1.95 to 2.36.
♦ Advantages of RHA
- Replacement around 5-10% w.r.t OPC cement, will significantly affect the strength (up to 30%) and durability of the concrete system as compared to OPC based concrete.
- It reduces the workability as its very fine in nature and requires more water content to increase the dosage of SP.
- Enhanced bond strength and chemical resistant into the concrete when it is added on.
♦ Advantages and disadvantages of the Lime stone powder used in concrete as SCM-
- LC powder replacement up-to 12% will be great effect for CO2 reduction.
- (2-5)% replacement will be slightly higher the compressive strength, but beyond 12% will reduce the same dramatically.
- No setting time and shrinkage effect seen after replacement of LC powder w.r.t OPC cement. The colour of LS powder is white to light grey in generally.
- It’s basically as CaCO3 which induced by top layer of concrete section through carbonation by dissolve CO2 or through the out-side environment, due to this after certain period the corrosion will generate, as its reduce the concrete pH level from 13.5 to 8 or 9 and increase the permeability, it’s a disadvantage of the LC powder used into concrete.
- But chloride penetration resist for a certain period of times, later on no significant changes occur as compared to normal concrete.
- By replacing part of the cement with limestone powder, it provides additional surface area for precipitation of hydration products.
- The addition of limestone powder increases the initial porosity of concrete.
- Limestone isn't considered a supplementary cementitious material (SCM) in the traditional sense because it doesn't undergo pozzolanic or hydraulic reactions like fly ash, slag, or silica fume. However, while it's often labelled as "inert," that’s not entirely accurate.
- Limestone can contribute to cement hydration through its filler effect, improving particle packing and overall workability. Additionally, it aids in early strength gain by promoting nucleation sites for cement hydration. Some studies suggest that fine limestone particles can interact with C3A to influence aluminate hydration and formed carbo-aluminates phase like MC and HC, potentially impacting durability properties.
- When the mineral admixtures, rich in reactive silica and having very little alumina, it will form C-S-H through reacted/activated by hydrated CaOH2, where it has a very low Ca/Si ratio, like- SF, Type-F FA, RHA.
SiO2 (amorphous)+Ca(OH)2+H2O→ C-S-H (additional) - When the mineral admixtures, rich in reactive alumina and having moderate silica like MK, Calcined clay, its reacts through alkali/sulphate content available into the OPC and it will form carbo-aluminate phases, like MC and HC & also reacted by hydrated CaOH2, it provides the C-A-H phases or C-A-S-H phases also.
SiO2 (amorphous) + Ca(OH)2 + H2O→ C-S-H (additional) → Applicable for both Calcined clay and MK
Al2O3 (amorphous) + SiO2 (amorphous) +Ca(OH)2+H2O→ C-A-S-H/C-A-H (additio- nal) → Applicable for both Calcined clay and MK
♦ When Ca/Si ratio close to 1.00 for latent hydraulic case
In case of GGBFS, it can directly reacts with water and starting hydration in small magnitude, it does not wait for hydrated CaOH2 to react, the reason behind is Ca/Si ratio value for this materials. Due to this GGBFS is also known as latent hydraulic.But, in GGBFS the Ca/Si ratio is close to 1. So there is deficiency of calcium because of which the reactivity is constrained and can only be brought out by activation with the alkali or sulphate or sometimes the combination of both.
Also, GGBFS reacts with cement alkali content (Na2O+0.658K2O) and start hydration, due to this the alkali activation of GGBFS is a fascinating process that bridges classical hydration chemistry and modern binder design.
♦ When Ca/Si ratio less than 0.20 for pozzolanic case
In a pozzolanic system, the SCM compounds cannot react directly with water because there is severely deficient system in calcium. Ca/Si ratio is less than 0.20 and some cases there is no calcium availability at all, like Silica Fume content. So it needs substantial amount of hydrated lime/CaOH2 to start hydration reaction to react these systems. Due to this, pozzolanic system will need hydrated lime, which is getting supplied by the hydration of cement.An activator is necessary to hydrate the Slag. The activation of slag hydration can be done in the following ways.
- Alkali activation: For e.g. by caustic soda (NaOH), Na2CO3, sodium silicate, etc. The products formed are C-S-H, C4AH13 and C2ASH8 (Gehlenite).
- Sulphate activation: For e.g. by gypsum, hemihydrate, anhydrite, phosphogypsum, etc. The products formed are C-S-H, ettringite, and aluminium hydroxide (AH3).
- Mixed activation: When both alkali and sulphate sources are present, such as in a cement system.
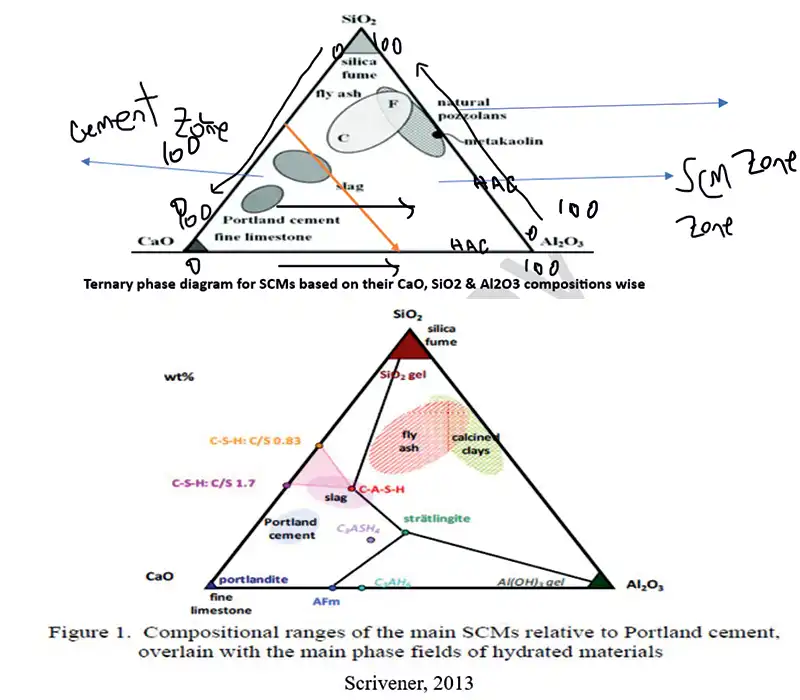
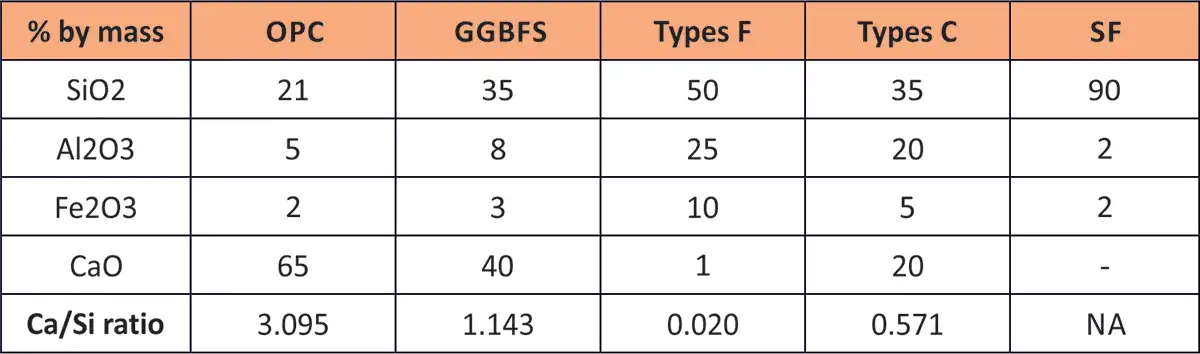
Here, the typical composition of OPC, FA, GGBFS, SF are mentioned for reference only to understand the Ca/Si ratio range for diff. types of SCMs.
♦ Key functional role of Ca/Si ratio effects-
- Lower Ca/Si ratio generally leads to a denser, more organized microstructure refinement, which contributes to higher strength and durability in later age, by the application of SCMs in replacement of OPC.
- Higher Ca/Si ratio will increase the effects of carbonation & increase the depth of carbonation, also depending upon the exposure conditions, to initiate & continue the reaction.
- Low Ca/Si ratio improve resistance to ionic diffusions when OPC replaced by SCMs, enhancing the durability of the concrete material in aggressive environments.
- Also, low Ca/Si ratio, promote a slower but more controlled hydration process, improving workability and cohesiveness in mixes, similarly higher Ca/Si ratio increase the heat of hydration, which is not good for bulk/mass concreting works.

As per the mentioned range for Ca/Si ratio, it is proved that, Fly Ash rate of reaction and heat of hydration during pozzolanic are found very less as compared to GGBFS, due to this, for marine environmental condition concreting works, GGBS around 35% (presence of alumina binds the chloride ions to reacts) and Fly ash (resist the sulphate ions attacks or reduced, by replacement of OPC to form gypsum to DEF) around 20% and balance cementitious system OPC based, as per refer the BIS 456-2000, amendment 6-2024, will be more durable as well as sustainable concrete, as compared to only OPC based system alone. Also, for mass concreting works to avoid the adiabatic temperature rise of the concrete in core section, the application of fly ash to cut down the OPC content, will be most beneficial.
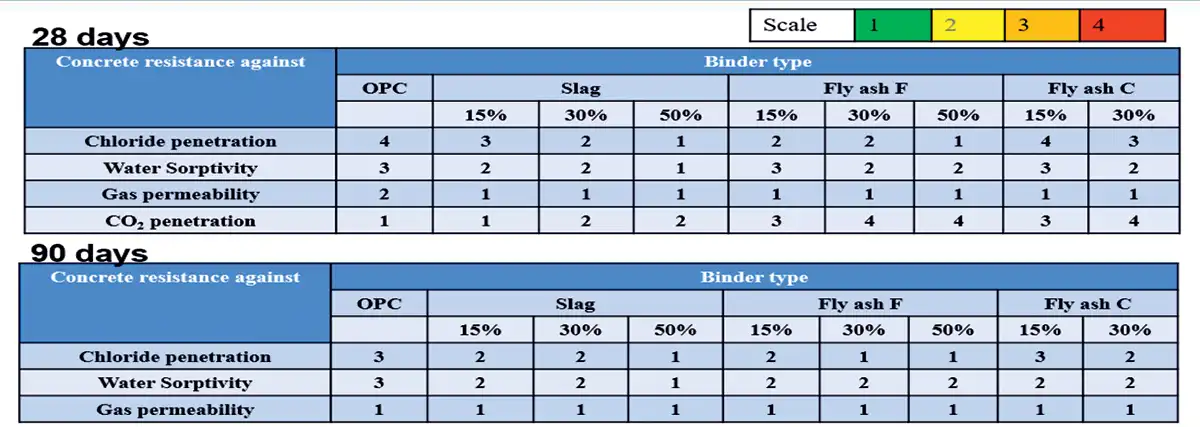
Apart from this, replacement of OPC by the availability of the SCMs materials can impact on the concrete durability significantly, as mentioned already individually in SCMs category. The chart based on ranking in durability classes along with percentage of application of SCMs and OPC at diff. age of samples, data shared by IITM.
Benefits of SCMs over OPC Cement

- Optimization of concrete mix design by lowering W/C ratio as compared to ref. or control mix.
- Ensure least proportion of PV by Particle Packing approach model, to increase the packing density and lowering the void content, so optimized vol. of PV required.
- Extend the cover depth to resist any ionic or gaseous diffusion to prevent the corrosion of reinforcement bars and grade of cover should be equivalent or greater than grade of concrete, to enhance its quality.
- Extend the curing period min. 14 days or more, while OPC based system needs only 7-10 days, as per the exposure conditions wise.
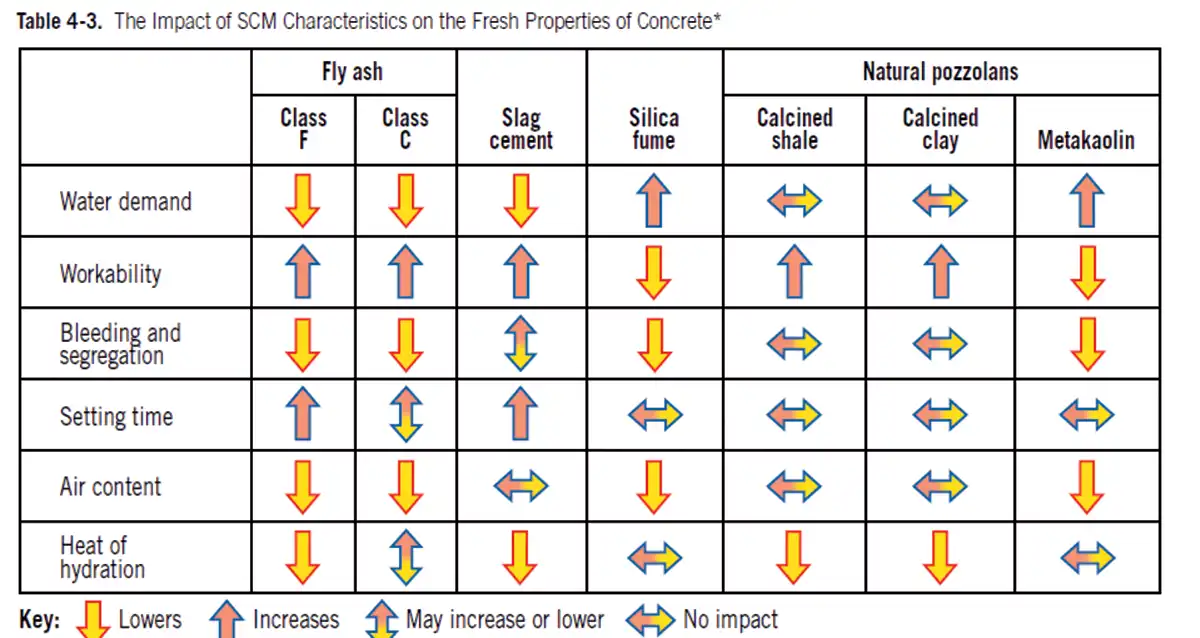
Application of SCMs and their effects on fresh concrete, as per PCA published -Design and Control of Concrete Mixtures-15th edition.
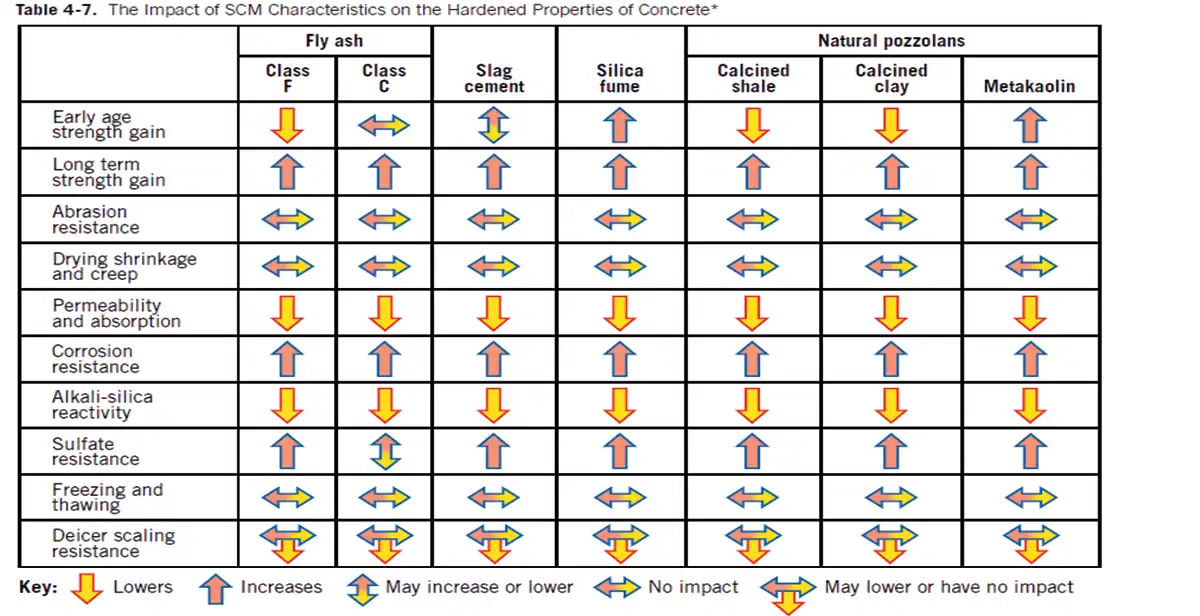
Application of SCMs and their effects on hardened concrete, as per PCA published -Design and Control of Concrete Mixtures-15th edition.
Conclusion- Hence, as per above mentioned details on SCMs and their effects into the concrete in both fresh and hardened stages, we can replace OPC content by SCMs/Extenders/CRMs with accurate proportions, subjected on the performance-based specification to make the concrete not only strength enhancement, also micro-structure pore refinement, reduce permeability and increase both durability & sustainability also.
Reference Codes-
- BIS 3812-2013, PART 1 and Part 2- FLY ASH SPECIFICATIONS
- BIS 12089-1987- SLAG SPECIFICATIONS
- BIS 16714-2015- SPEC. OF GGBFS
- BIS 15388-2003- SPEC. OF SILICA FUME
- BIS 18731-2024- SPEC. OF FUMED SILICA
- BIS 16354-2015- SPEC. OF METAKAOLIN
- BIS 16715-2018- SPEC. OF ULTRAFINE GGBFS MATERIALS
- BIS 19058-2024- SPEC. OF ULTRAFINE FLY ASH MATERIALS
- ACI 232 PART 1 TO PART 5- SPEC. OF FLY ASH USING ONTO THE CONCRETE AS SCMs
- ACI-233R-17 GUIDE TO USE SLAG INTO CEMENT AND MORTAR
- ACI-234R-06 GUIDE TO USE OF SILICA FUME
- ASTM C618-12- SPEC. OF FLY ASH
- ASTM C989-17- SPEC. OF SLAG/GGBFS BASED CEMENT
- ASTM C1240-20- SPEC. OF SILICA FUME
Published on:
14 October 2025
Published in: ICCT, September-October, 2025
Share:
We Value Your Comment


































