
Investigations on the Splitting Tensile Strength of High-Strength Steel Fiber Reinforced Silica Fume Concrete
P. Ramadoss, V. Prabakaran, Faculty, Department of Civil Engineering, Pondicherry Engineering College, Puducherry, and K. Nagamani, Professor, Structural Engineering Division, Anna University, Chennai
This paper presents the investigations on the contribution of steel fibers on the splitting tensile strength of high-strength steel fiber reinforced concrete (HSSFRC) with silica fume replacement. For 32 series of concrete mixes, splitting tensile strengths were determined at 28 days. The variables investigated were steel fiber volume fractions (0 to 1.5%), silica fume replacement level (SF = 5% and 10%) and matrix composition (w/cm ratios ranging from 0.25 to 0.40). The influence of fiber content in terms of fiber reinforcing index on the splitting tensile strengths of HSFRC is presented. Based on the experiments data, using linear regression analysis, empirical expression was developed to predict 28-day tensile strength of HSSFRC in terms of fiber reinforcing index and the absolute variation obtained was within 5%. Relationship between splitting tensile strength and compressive strength has been developed using regression analysis. The experimental values of previous researchers were compared with the values obtained experimentally.
The relationship between splitting tensile strength and fiber reinforcing index for predicting 28-day strength at any water-to-cementitious materials ratio and fiber content in terms of fiber reinforcing index is quite limited. Wafa and Ashour (1992) have developed equations for predicting the influence of fiber contents on strength properties (modulus of rupture, splitting tensile strength and compressive strength) of HSFRC with w/c = 0.25. Nataraja et al. (2001) have developed expressions for predicting 28-day tensile strength using regression analysis as a function of fiber reinforcing index (RI). In all the empirical equations only a particular w/cm ratio with varying fiber content was used. However, rather absolute strength values have been dealt with in all the models and thus are valid for a particular w/cm or w/c ratio and specimen parameter considered. Ramdadoss and Nagamani (2007) have considered non-dimensional parameter for developing mathematical model for predicting 28-day compressive strength of HPFRC with wide range of w/cm ratios.
The aim of the present investigation was to develop the expression to predict 28-day splitting tensile strengths of HSSFRC for a wide range of w/cm ratios, which may serve as the useful tool to quantify the effect of fiber addition on strength in terms of fiber reinforcing index. This paper presents an experimental investigation on the splitting tensile and compressive strength properties of HSC with w/cm ratios ranging from 0.25 to 0.4 and studies the effect of inclusion of steel fibers (fiber volume fractions, Vf = 0.5%, 1% and 1.5%) on improving these properties.
Ordinary Portland cement-53 grade having 28-day compressive strength of 54.5MPa, and satisfying the requirements of IS: 12269–1987. Condensed silica fume (Grade 920-D) contained 88.7% of SiO2, having specific surface area of 23000 m2/ kg, specific gravity of 2.25, and fineness by residue on 45 micron of 2% conforming to ASTM C1240-1999.
Locally available river sand as fine aggregate conforming to grading zone-II of IS: 383-1978 was used. It has fineness modulus of 2.65, specific gravity of 2.63, and water absorption of 0.98 % @ 24 hrs. Coarse aggregate of crushed granite stone with 12.5 mm maximum size, conforming to IS: 383-1978 was used. The characteristics of coarse aggregate are:
Specific gravity = 2.70; Fineness modulus = 6.0; Water absorption= 0.65 % @24hrs.
Superplasticizer of sulphonated naphthalene formaldehyde (SNF) condensate as HRWR admixture conforming to ASTM Type F (ASTM C494) and IS: 9103-1999 was used. Crimped steel fibers (conforming to ASTM A820-2001) used, having diameter =0.45 mm and length = 36 mm, giving an aspect ratio of 80, and Ultimate tensile strength (fu) = 910 MPa and elastic modulus (Ef) = 200 GPa.
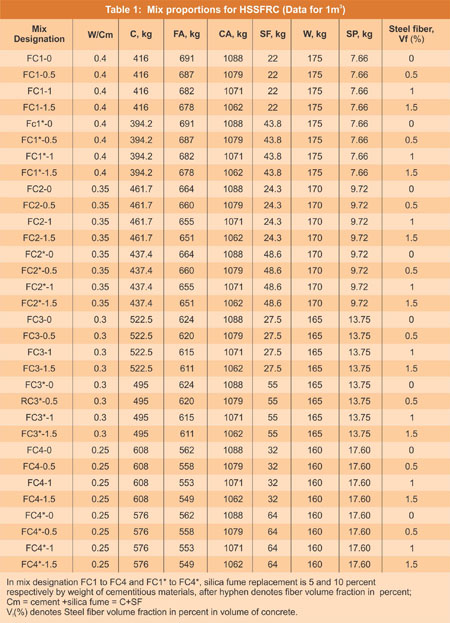
Mixtures were proportioned using guidelines and specifications given in ACI 211.4R–1993, recommended guidelines of ACI 544.3R- 1993. Mixture proportions used in the test program are summarized in Table 2. This aspect of work has been carried out elsewhere (Ramadoss and Nagamani, 2008). For each water-cementitious materials ratio, 6 fibrous concrete mixes were prepared with three fiber volume fractions, Vf= 0.5 and 1.0 % by volume of concrete (39, 78 and 117.5 kg/m3). Slump value obtained was 75 ± 25 mm for silica fume concrete mixes and VeBe value was 12 ± 3 sec for fibrous concrete mixes.
Concrete was mixed using a tilting type mixer and specimens were cast using steel moulds, compacted by using table vibrator. For each mix at least six 150 x 300 mm cylinders were prepared. Specimens were demoulded 24 hours after casting and water cured at 27±2 oC until the age of testing at 28 days. All the specimens were water cured in the same curing tank to maintain uniform curing of specimens.
Splitting tensile strength tests were conducted according to the specification of ASTM C496-1990 using 150 x 300 mm cylindrical specimens. The tests were conducted in a 1000 kN closed loop hydraulically operated Universal testing machine. Plywood pieces (as packing material) of size 25 x 3 mm were placed on both loading and reaction faces of specimens before testing. Three samples were used for computing the average strength.
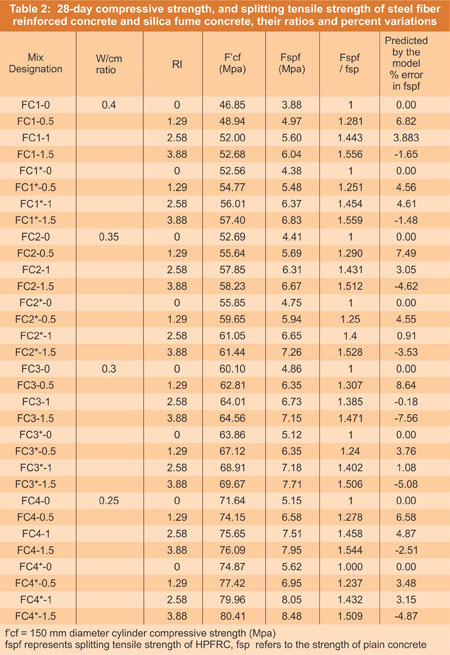
Table 2 presents the variation of the splitting tensile strength, fspf on the effect of fiber content in terms of fiber reinforcing index (RI). It is observed from the test results given in Table 2 that there is a significant improvement in splitting tensile strength due to increase in fiber content from 0 to 1.5% (RI = 0 to 3.88) for all the mixes and the variation is 24-56 percent over reference concrete. An increase in strength of 55.9% for 1.5% fiber content (RI = 3.88) and 45.4% for 1% fiber content (RI = 2.58) of concrete was obtained, revealing that ductility of fiber reinforced concrete has improved considerably. Percentage increase in splitting tensile strength for different fiber volume fractions of concrete mixes with w/cm ratios ranging from 0.25 to 0.40 is shown in Figure 1.
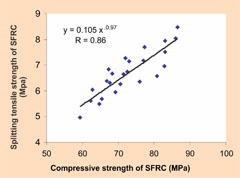
The relation between split tensile strength and compressive strength of steel fiber reinforced concrete (SFRC) is shown in Figure 2. The empirical equation obtained for SFRC with correlation coefficient, r = 0.86 is given as:
fspf= 0.105fcf0.97 (1)
Based on the test results, using the linear regression analysis, the splitting tensile strength ratio (fspf / fsp) of HSFRC and SF concrete may be predicted in terms of fiber reinforcing index, RI as follows:
fspf / fsp= 1+0.150 (RI) (2)
where
fspf = Splitting tensile strength of HSFRC, MPa;
fsp = Spliting tensile strength of SF concrete, MPa
The values of the correlation coefficient (R) and the standard error of estimate (s) have been obtained as 0.96 and 0.274, respectively. The percent variation in absolute has been obtained as 3.092.
As a result of the inclusion of fibers into the plain concrete matrix, the brittle mode of failure is changed into a ductile mode as fibers increase the energy absorption capacity and enhance the lateral stiffness to the section. After the occurrence of the cracks, the specimen did not fail suddenly. Instead, the crack propagates due to the bonding of the fibers into the concrete matrix and offers pulling force in the lateral direction to restrain cracking, thereby prolonging the failure state of the specimens. Figure 4 shows failure pattern of cylinder specimens under splitting tension.
This paper presents the investigations on the contribution of steel fibers on the splitting tensile strength of high-strength steel fiber reinforced concrete (HSSFRC) with silica fume replacement. For 32 series of concrete mixes, splitting tensile strengths were determined at 28 days. The variables investigated were steel fiber volume fractions (0 to 1.5%), silica fume replacement level (SF = 5% and 10%) and matrix composition (w/cm ratios ranging from 0.25 to 0.40). The influence of fiber content in terms of fiber reinforcing index on the splitting tensile strengths of HSFRC is presented. Based on the experiments data, using linear regression analysis, empirical expression was developed to predict 28-day tensile strength of HSSFRC in terms of fiber reinforcing index and the absolute variation obtained was within 5%. Relationship between splitting tensile strength and compressive strength has been developed using regression analysis. The experimental values of previous researchers were compared with the values obtained experimentally.
Introduction
The use of fibers in concrete has gained momentum in the infrastructural and industrial applications. Studies have shown increasing evidence that brittle behavior of HSC/ HPC can be overcome by the addition of short steel fibers of small diameter in the concrete mix (Hsu and Hsu, 1994). Balaguru and Shah (1992) and ACI 544. 1R- 1996 have reported that the addition of steel fibers in concrete matrix improves all mechanical properties of concrete especially tensile strength, impact strength, and toughness and ductility. An understanding of the tensile strength properties of steel fiber reinforced concrete (SFRC) and its variation with fiber content is an important aspect of successful design. The combined use of superplasticizer, and supplementary cementing materials (SCM) such as silica fume having pozzolanic reaction and filler effect which will in turn improve the interface of the materials, thereby enhancing the strength of the concrete, can lead to economical high-performance concrete (HPC) with enhanced durability. Banja and Sengupta (2005) have observed that silica fume incorporation in concrete results in significant improvement of the tensile strength along with compressive strength.The relationship between splitting tensile strength and fiber reinforcing index for predicting 28-day strength at any water-to-cementitious materials ratio and fiber content in terms of fiber reinforcing index is quite limited. Wafa and Ashour (1992) have developed equations for predicting the influence of fiber contents on strength properties (modulus of rupture, splitting tensile strength and compressive strength) of HSFRC with w/c = 0.25. Nataraja et al. (2001) have developed expressions for predicting 28-day tensile strength using regression analysis as a function of fiber reinforcing index (RI). In all the empirical equations only a particular w/cm ratio with varying fiber content was used. However, rather absolute strength values have been dealt with in all the models and thus are valid for a particular w/cm or w/c ratio and specimen parameter considered. Ramdadoss and Nagamani (2007) have considered non-dimensional parameter for developing mathematical model for predicting 28-day compressive strength of HPFRC with wide range of w/cm ratios.
The aim of the present investigation was to develop the expression to predict 28-day splitting tensile strengths of HSSFRC for a wide range of w/cm ratios, which may serve as the useful tool to quantify the effect of fiber addition on strength in terms of fiber reinforcing index. This paper presents an experimental investigation on the splitting tensile and compressive strength properties of HSC with w/cm ratios ranging from 0.25 to 0.4 and studies the effect of inclusion of steel fibers (fiber volume fractions, Vf = 0.5%, 1% and 1.5%) on improving these properties.
Materials and Methods
Materials, Mixture proportions, and Preparation of specimens
Ordinary Portland cement-53 grade having 28-day compressive strength of 54.5MPa, and satisfying the requirements of IS: 12269–1987. Condensed silica fume (Grade 920-D) contained 88.7% of SiO2, having specific surface area of 23000 m2/ kg, specific gravity of 2.25, and fineness by residue on 45 micron of 2% conforming to ASTM C1240-1999.
Locally available river sand as fine aggregate conforming to grading zone-II of IS: 383-1978 was used. It has fineness modulus of 2.65, specific gravity of 2.63, and water absorption of 0.98 % @ 24 hrs. Coarse aggregate of crushed granite stone with 12.5 mm maximum size, conforming to IS: 383-1978 was used. The characteristics of coarse aggregate are:
Specific gravity = 2.70; Fineness modulus = 6.0; Water absorption= 0.65 % @24hrs.
Superplasticizer of sulphonated naphthalene formaldehyde (SNF) condensate as HRWR admixture conforming to ASTM Type F (ASTM C494) and IS: 9103-1999 was used. Crimped steel fibers (conforming to ASTM A820-2001) used, having diameter =0.45 mm and length = 36 mm, giving an aspect ratio of 80, and Ultimate tensile strength (fu) = 910 MPa and elastic modulus (Ef) = 200 GPa.
Mixtures were proportioned using guidelines and specifications given in ACI 211.4R–1993, recommended guidelines of ACI 544.3R- 1993. Mixture proportions used in the test program are summarized in Table 2. This aspect of work has been carried out elsewhere (Ramadoss and Nagamani, 2008). For each water-cementitious materials ratio, 6 fibrous concrete mixes were prepared with three fiber volume fractions, Vf= 0.5 and 1.0 % by volume of concrete (39, 78 and 117.5 kg/m3). Slump value obtained was 75 ± 25 mm for silica fume concrete mixes and VeBe value was 12 ± 3 sec for fibrous concrete mixes.
Concrete was mixed using a tilting type mixer and specimens were cast using steel moulds, compacted by using table vibrator. For each mix at least six 150 x 300 mm cylinders were prepared. Specimens were demoulded 24 hours after casting and water cured at 27±2 oC until the age of testing at 28 days. All the specimens were water cured in the same curing tank to maintain uniform curing of specimens.
Testing for Strength
Splitting tensile strength
Splitting tensile strength tests were conducted according to the specification of ASTM C496-1990 using 150 x 300 mm cylindrical specimens. The tests were conducted in a 1000 kN closed loop hydraulically operated Universal testing machine. Plywood pieces (as packing material) of size 25 x 3 mm were placed on both loading and reaction faces of specimens before testing. Three samples were used for computing the average strength.
Compressive strength
Compressive strength tests were performed according to ASTM C39-1992 standards using 150 mm diameter cylinders without capping, loaded uniaxially. Each strength value was an average of there specimens. Compressive strength ranging from 46.9 to 80.4 MPa as obtained for various hardened concrete mixes is given in Table 2.Results and Statistical Modeling
Splitting tensile strength
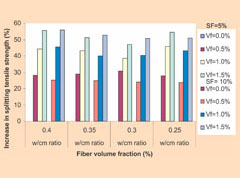
Table 2 presents the variation of the splitting tensile strength, fspf on the effect of fiber content in terms of fiber reinforcing index (RI). It is observed from the test results given in Table 2 that there is a significant improvement in splitting tensile strength due to increase in fiber content from 0 to 1.5% (RI = 0 to 3.88) for all the mixes and the variation is 24-56 percent over reference concrete. An increase in strength of 55.9% for 1.5% fiber content (RI = 3.88) and 45.4% for 1% fiber content (RI = 2.58) of concrete was obtained, revealing that ductility of fiber reinforced concrete has improved considerably. Percentage increase in splitting tensile strength for different fiber volume fractions of concrete mixes with w/cm ratios ranging from 0.25 to 0.40 is shown in Figure 1.
 |
 |
|
|
Figure 1: Percentage increase in splitting tensile strength for different fiber volume fractions (RI = 0 to 3.88)
|
Figure 2: Splitting Tensile Strength, fspf as a function of compressive strength, fcf
|
The relation between split tensile strength and compressive strength of steel fiber reinforced concrete (SFRC) is shown in Figure 2. The empirical equation obtained for SFRC with correlation coefficient, r = 0.86 is given as:
fspf= 0.105fcf0.97 (1)
Strength Prediction Model
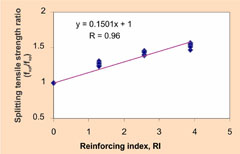
Table 2 presents the splitting tensile strength ratios of fiber reinforced and plain concrete (silica fume concrete). Figure 3 shows splitting tensile strength ratios, (fspf / fsp) as a function of the fiber reinforcing index, RI of the concrete. These ratios can be utilized for the development of the generalized expressions, which are free from the influence of varying w/cm ratios and specimen parameters, for predicting the tensile strength. The validity of the model was investigated by examining relevant statistical coefficients (Bhattacharya, 1977).
 |
|
Figure 3: Relationship between splitting tensile strength ratio and fiber reinforcing index
|
fspf / fsp= 1+0.150 (RI) (2)
where
fspf = Splitting tensile strength of HSFRC, MPa;
fsp = Spliting tensile strength of SF concrete, MPa
The values of the correlation coefficient (R) and the standard error of estimate (s) have been obtained as 0.96 and 0.274, respectively. The percent variation in absolute has been obtained as 3.092.
Comparison of Results of Previous Researchers
Yao et al. (2003) have obtained splitting tensile strength improvement for FRC using steel-hooked end, carbon-straight and polypropylene (PP)-straight fibers at volume fraction, vf= 0.5% for each fiber are 10.1%, 17% and 5% respectively, compared to control concrete. Song et al. (2005) have obtained tensile strength improvement for FRC using nylon-straight fiber of vf= 0.5% and polypropylene - straight fiber of vf= 0.66% are 17.05% and 9.68% respectively, to that of no fiber concrete. Chen and Liu (2005) have obtained tensile strength improvement for FRC with 9.1% silica fume replacement using steel-crimped and carbon-straight fibers at vf= 1% for each fiber are 23.9%, 15.9% respectively, and for concrete with polypropylene-straight fiber at vf= 1%, no improvement (i.e., -2.3%) in tensile strength was obtained compared to reference concrete. Sivakumar and Santhanam (2007) have obtained splitting tensile strength improvement for fiber reinforced concrete with 7% SF replacement using steel-hooked, PP-straight, polyester and glass fibers at vf= 0.5% for each fiber are 26.8%, 7.3%, 14.6% and 4.9% respectively, compared to control concrete. Choi and Yhan (2005) have obtained splitting tensile strength improvement for glass FRC and polypropylene FRC with vf= 1% and 1.5% for each fiber are 34.1% and 37.2%, and 43.9% and 43.9% respectively, compared to plain concrete. The values obtained experimentally are comparable with the reported results of the researchers discussed above.Mode of Failure under Tension
 |
|
Figure 4: Failure pattern of cylinder specimens under split tension
|
Conclusion
Based on the experimental investigations on HSSFRC incorporating silica fume with w/cm ratios ranging from 0.25 to 0.40, the following conclusions can be drawn.- The brittle mode of failure is changed by addition of steel fibers into high-strength concrete, into a comparatively ductile one and it was observed to improve its energy absorption capacity.
- The addition of steel fibers by 1.50 percent volume fraction (RI=3.88) results in an increase of 55.9 percent in the splitting tensile strength compared with un-reinforced matrix.
- Moderate improvement in compressive strength was obtained for HSFRC.
- Statistical model developed found to give good correlation with experimental values.
References
- Hsu, L.S. and Hsu, C.T.T., "Stress-strain behavior of steel fiber reinforced high-strength concrete under compression," ACI Materials Journal, 91[4] [1994], p. 448-457.
- Balaguru, N. and Sha, S.P., Fiber reinforced concrete composites, McGraw Hill international edition, New York, 1992, p.179- 214.
- ACI 544.1R-96, "State-of-the-art report on fiber reinforced concrete," ACI Manual of Concrete Practice, 1996.
- Bhanja, S. and Sengupta, B., "Influence of silica fume on the tensile strength of concrete," Cement and Concrete Research, 35 [2005], p. 743-747.
- ACI 363R-92, State-of-the-art report on high strength concrete, ACI Manual of Concrete Practice, 1992.
- Wafa, F.F. and Ashour, S.A., "Mechanical properties of high-strength fiber reinforced concrete," ACI Materials Journal, 89[5] [1992], p. 445- 455.
- Nataraja, M.C. Dhang, N. and Gupta, A.P., "Splitting tensile strength of steel fiber reinforced concrete," Indian Concrete Journal, 75[4] [2001], p. 287- 290.
- Ramadoss, P. and Nagamani, K., "Investigations on the compressive of high-performance fiber reinforced concrete," Proceedings of international conference on recent developments in structural engineering, MIT, Manipal, India, 2007.
- IS: 383-1970, Specification for coarse and fine aggregates from natural sources for concrete, Bureau of Indian standards, New Delhi, India.
- ACI 211.4R-93, Guide for selecting proportions for High strength concrete with Portland cement and Fly ash, American Concrete Institute, Detroit, 1999.
- ACI 544.3R-93, "Guide for specifying, mixing, placing and finishing steel fiber reinforced concrete," American Concrete Institute, Detroit, 1999.
- Ramadoss, P. and Nagamani, K., "Tensile strength and durability characteristics of high-performance fiber reinforced concrete," The Arabian Journal for Science and Engineering, 33[2B], [2008], p. 307- 319.
- ASTM C496-1990, Standard test method for split tensile strength of cylindrical concrete specimens, Annual book of ASTM standards, American Society for Testing and Materials, USA.
- ASTM C 39-1992, Standard test method for compressive strength of fiber reinforced concrete, Annual book of ASTM standards, American Society for Testing and Materials, USA.
- Bhattacharya, G.K. and Johnson, R.A., Statistical Concepts and Methods, Wiley, New York, 1977.
- Yoa, W., Li, J. and Wu, K., "Mechanical properties of hybrid fiber-reinforced concrete at low fiber volume fraction," Cement and Concrete Research, 33[2003], p. 27-30.
- Song, P.S. Hwang, S. and Sheu, B.C., "Strength properties of nylon- and polypropylene-fiber-reinforced concrete," Cement and Concrete Research, 35[2005], p. 1545-1550.
- Sivakumar, A. and Santhanam, M., "Mechanical properties of HSC reinforced with metallic and non- metallic fibers," Cement and Concrete Composites, 29[2007], p. 603-608.
- Chen, B. and Liu, J., "Contribution of hybrid fibers on the properties of high-strength lightweight concrete having good workability," Cement and Concrete Research, 35[2005], p. 913-917.
- Choi, Y. and Yuan, R.L., 'Experimental relationship between splitting tensile strength and compressive strength of GFRC and PFRC,' Cement and Concrete Research, 35[2005], p. 1587-1591.
Published on:
12 June 2009
Published in: NBM&CW February 2009
Share:
We Value Your Comment












