
Effect of Replacement of Cement by Silica Fume
Effect of Replacement of Cement by Silica Fume on the Strength Properties of SIFCON Produced From Waste Coiled Steel Fibres
A. K. Gurav, Lecturer, Department of Civil Engineering, D. Y. Patil College of Engineering and Technology, Kolhapur, Maharashtra. Dr. K. B. Prakash, Professor Department of Civil Engineering, K.L.E. Society's College of Engineering and Technology Belgaum
Slurry infiltrated fibre reinforced concrete (SIFCON), is a relatively new and advanced material of construction. It is fibre reinforced concrete (FRC) containing high percentage of fibres in which coarse aggregates are absent. SIFCON is a fabrication method in which steel fibres are preplaced in the form or in the mould to its full capacity, rather than being mixed and then cast or sprayed along with concrete. After placement of fibres, fine-grained cement based slurry is poured or pumped into the fibre network, infiltrating the air space between the fibres while conforming to the shape of the form or mould. External vibrations can also be used to aid infiltration of the slurry. SIFCON utilizes the fibres in the range of 6-20% by volume fraction as against usual range of 1-3% for fibre reinforced concrete. Due to such a high percentage of fibres tremendous improvement in strength properties can be expected. In this paper, effect of replacement of cement by silica fume on the properties of SIFCON is reported. SIFCON is made from waste coiled steel fibres obtained from lathe machine shop. The percentage of fibres used is 8%. In this study, fibres having aspect ratios like 80, 90, 100, 110, and 120 are used. Specimens are cast by replacing cement by silica fume at varying percentages like 5%, 10%, 15%, 20%, 25%, and 30% by weight of cement. The strength characteristics like compressive strength, tensile strength, and flexural strength and impact strength are evaluated.
Silica fume is most used mineral admixture in high strength high performance concrete. As defined by ACI 116R, it is very fine non-crystalline silica, produced in electric arc furnaces as a byproduct of the production of silicon or alloy containing silicon. Silica fume is mainly amorphous silica with high SiO2 content. It has extremely small particle size and large surface area. It is not precipitated silica or gel silica or colloidal silica or silica flour.2
In the discussion of high performance concrete role played by fibre reinforced concrete (FRC) is vital. Fibre reinforced concrete (FRC) is defined as a composite material which consists of conventional concrete reinforced by randomly dispersed short length fibres of specific geometry, made up of steel, synthetic material or natural fibres3. The fibres are distributed evenly throughout mix without balling or clustering4. The randomly oriented fibres help to bridge and arrest the cracks. As such, crack widening is gradual as compared to plain concrete5. This leads to better performance of concrete. Fibres have reported to be superior than wire mesh, for shortcrete. Also they overcome a difficultly in placing the mesh, especially on irregular surfaces6.
The concept of steel fibre reinforcement is very old. Steel fibres have been used since early 1900s7. Presently, steel fibres are considered as structural fibres as they enhance strength of the structure to a great extent3. The addition of steel fibres into concrete mass can dramatically increase the strength properties like compressive strength, tensile strength, and flexural strength and impact strength of concrete8. The strength properties of FRC can be increased by increasing the percentage of fibres in the concrete. But as the percentage of fibres increases, there are certain practical problems which have to be faced. The higher percentage i.e. higher volume content of fibres may cause balling effect in which the fibres cling together to form balls. Thus uniform distribution of fibres cannot be guaranteed, if percentage of fibres is more. Also longer fibres interfere with the aggregates during compaction thus hindering the proper orientation of fibres9.This fact limits the fibre content form 1 to 3 percent by volume.
The limitations of FRC and continuous ongoing demand for high performance material has led to the invention of 'Slurry infiltrated fibre reinforced concrete' (SIFCON) by Lankard in 1979. The 'Slurry infiltrated fibre reinforced concrete' is high strength, high performance material containing relatively high volume percentage of fibres as compared to FRC. SIFCON is also sometimes termed as 'High volume fibrous concrete.' In conventional FRC, the fibre content usually varies from 1 to 3 percent, while in SIFCON it varies from 6 to 20 percent by volume depending on the geometry of fibres and type of application.8 The material SIFCON has no coarse aggregates but has a high cementious content.
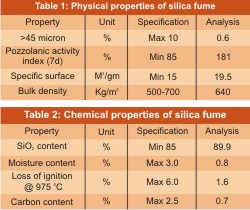 The cement mortar slurry was prepared with 1:1 proportion using w/c ratio 0.42. A superplastisizer (1% by weight of cement) was added to this slurry which increased infiltration capacity of the slurry. To study the effect of replacement of cement by silica fume on SIFCON, slurry was prepared by replacing cement by silica fume at varying percentages like 5%, 10%, 15%, 20%, 25% and 30% by weight of cement. In this experimentation Elkem microsilica grade 920-D was used. Physical and chemical properties of this silica fume are given in Tables 1 and 2 respectively.
The cement mortar slurry was prepared with 1:1 proportion using w/c ratio 0.42. A superplastisizer (1% by weight of cement) was added to this slurry which increased infiltration capacity of the slurry. To study the effect of replacement of cement by silica fume on SIFCON, slurry was prepared by replacing cement by silica fume at varying percentages like 5%, 10%, 15%, 20%, 25% and 30% by weight of cement. In this experimentation Elkem microsilica grade 920-D was used. Physical and chemical properties of this silica fume are given in Tables 1 and 2 respectively.
The moulds were filled with 8% fibres, and slurry was poured into the moulds. Vibration was given to the moulds using table vibrator. The slurry was poured until no more bubbles were seen. This ensured a thorough infiltration of slurry into the fibres. The top surface of the specimen was leveled and finished. After 24 hours, the specimens were demoulded and were transferred to curing tank where they were allowed to cure for 28 days.
The effect of replacement of cement by silica fume on SIFCON was studied on compressive strength, tensile strength, flexural strength and impact strength. The cube specimens of dimension 150x150x150mm were cast, from which the compressive strength was calculated. The specimens of dimension 150mm diameter and 300mm length were cast for split tensile strength. The specimens of dimension 100x100x500mm were cast for flexural strength test. Two point loading10 was adopted on these specimens with an effective span of 400mm. The impact strength specimens consisted of plates of dimension 250x250x35 mm. For impact strength test four methods are described in the literature11. Out of these methods drop weight method was used owing to its simplicity. A steel ball weighing 20 N was dropped from the height of 1m over the specimen. The number of blows required to cause complete failure were noted. The impact energy was calculated as follows.
Impact energy = w x h x N (N-m).
Where
w = weight of the ball = 20 N
h = height of fall = 1 m
N = number of blows required to cause complete failure
After 28 days of curing, the specimens were taken out of the water. Then they were tested for their respective strengths.
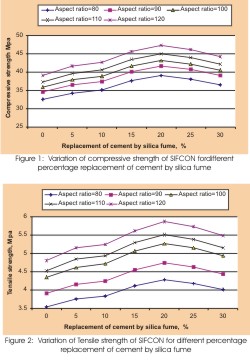
The Figures 1 to 4 give variation of compressive strength, tensile strength, flexural strength, and impact strength respectively, for SIFCON with and without replacement of cement by silica fume.
This may be due to the fact of optimum infiltration of slurry for fibres having more aspect ratio.
Thus it can be concluded that the SIFCON produced with fibres having an aspect ratio of 120 yields the maximum strength.
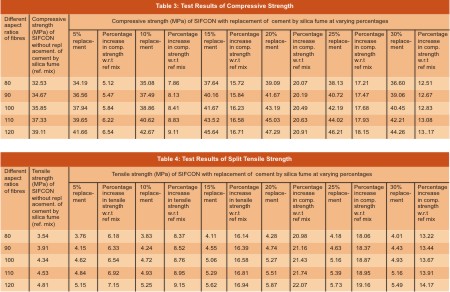
 2) It has been observed that maximum compressive strength for SIFCON is obtained when 20% of cement is replaced by silica fume. Also it is observed that percentage increase in the compressive strength of SIFCON with 8% fibres, due to 20% replacement of cement by silica fume is 20.07%, 20.19%, 20.49%, 20.63% and 20.91% respectively for different aspect ratios of fibres.
2) It has been observed that maximum compressive strength for SIFCON is obtained when 20% of cement is replaced by silica fume. Also it is observed that percentage increase in the compressive strength of SIFCON with 8% fibres, due to 20% replacement of cement by silica fume is 20.07%, 20.19%, 20.49%, 20.63% and 20.91% respectively for different aspect ratios of fibres.
It has been observed that maximum tensile strength for SIFCON is obtained when 20% of cement is replaced by silica fume. Also it is observed that percentage increase in the tensile strength of SIFCON with 8% fibres, due to 20% replacement of cement by silica fume is 20.98%, 21.16%, 21.43%, 21.74%, 22.07% respectively for different aspect ratios of fibres.
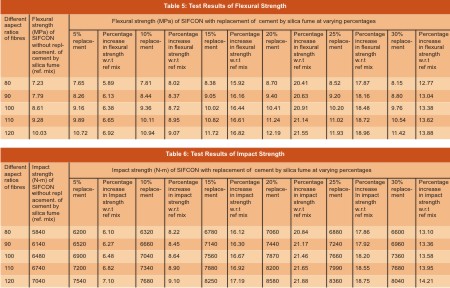
It has been observed that maximum flexural strength for SIFCON is obtained when 20% of cement is replaced by silica fume. Also it is observed that percentage increase in the flexural strength of SIFCON with 8% fibres, due to 20% replacement of cement by silica fume is 20.41%, 20.63%, 20.91%, 21.14%, 21.55% respectively for different aspect ratios of fibres.
It has been observed that maximum impact strength for SIFCON is obtained when 20% of cement is replaced by silica fume. Also it is observed that percentage increase in the impact strength of SIFCON with 8% fibres, due to 20% replacement of cement by silica fume is 20.84%, 21.17%, 21.46%, 21.65%, 21.88% respectively for different aspect ratios of fibres.
The increase in various strengths of SIFCON due to replacement of cement by silica fume may be attributed to pozzolanic activity of silica fume. Silica fume is highly reactive pozzolana. Further due to its fineness it fills the small pores of the cement paste giving very dense concrete. Due to these facts an increase in the strength properties is seen. However, beyond 20% replacement the strengths decrease. This may be due to less quantity of cement in the mix. Hence it may be concluded that the optimum percentage of replacement of cement by silica fume for SIFCON is 20%.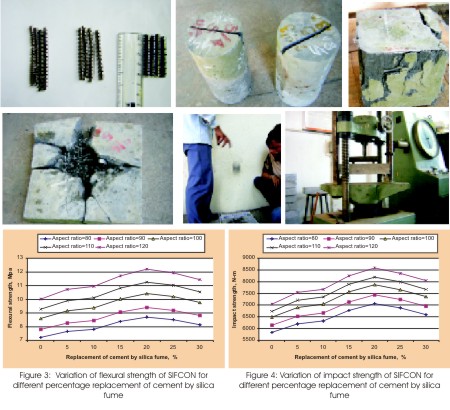
Slurry infiltrated fibre reinforced concrete (SIFCON), is a relatively new and advanced material of construction. It is fibre reinforced concrete (FRC) containing high percentage of fibres in which coarse aggregates are absent. SIFCON is a fabrication method in which steel fibres are preplaced in the form or in the mould to its full capacity, rather than being mixed and then cast or sprayed along with concrete. After placement of fibres, fine-grained cement based slurry is poured or pumped into the fibre network, infiltrating the air space between the fibres while conforming to the shape of the form or mould. External vibrations can also be used to aid infiltration of the slurry. SIFCON utilizes the fibres in the range of 6-20% by volume fraction as against usual range of 1-3% for fibre reinforced concrete. Due to such a high percentage of fibres tremendous improvement in strength properties can be expected. In this paper, effect of replacement of cement by silica fume on the properties of SIFCON is reported. SIFCON is made from waste coiled steel fibres obtained from lathe machine shop. The percentage of fibres used is 8%. In this study, fibres having aspect ratios like 80, 90, 100, 110, and 120 are used. Specimens are cast by replacing cement by silica fume at varying percentages like 5%, 10%, 15%, 20%, 25%, and 30% by weight of cement. The strength characteristics like compressive strength, tensile strength, and flexural strength and impact strength are evaluated.
Introduction
High performance concrete usually contains Portland cement. However, partial cement replacement by mineral admixtures can be economically advantageous. These minerals act as filler due to their small particle size that enables their penetration between cement grains. This results in reduction in the water cement ratio to achieve a given workability.1Silica fume is most used mineral admixture in high strength high performance concrete. As defined by ACI 116R, it is very fine non-crystalline silica, produced in electric arc furnaces as a byproduct of the production of silicon or alloy containing silicon. Silica fume is mainly amorphous silica with high SiO2 content. It has extremely small particle size and large surface area. It is not precipitated silica or gel silica or colloidal silica or silica flour.2
In the discussion of high performance concrete role played by fibre reinforced concrete (FRC) is vital. Fibre reinforced concrete (FRC) is defined as a composite material which consists of conventional concrete reinforced by randomly dispersed short length fibres of specific geometry, made up of steel, synthetic material or natural fibres3. The fibres are distributed evenly throughout mix without balling or clustering4. The randomly oriented fibres help to bridge and arrest the cracks. As such, crack widening is gradual as compared to plain concrete5. This leads to better performance of concrete. Fibres have reported to be superior than wire mesh, for shortcrete. Also they overcome a difficultly in placing the mesh, especially on irregular surfaces6.
The concept of steel fibre reinforcement is very old. Steel fibres have been used since early 1900s7. Presently, steel fibres are considered as structural fibres as they enhance strength of the structure to a great extent3. The addition of steel fibres into concrete mass can dramatically increase the strength properties like compressive strength, tensile strength, and flexural strength and impact strength of concrete8. The strength properties of FRC can be increased by increasing the percentage of fibres in the concrete. But as the percentage of fibres increases, there are certain practical problems which have to be faced. The higher percentage i.e. higher volume content of fibres may cause balling effect in which the fibres cling together to form balls. Thus uniform distribution of fibres cannot be guaranteed, if percentage of fibres is more. Also longer fibres interfere with the aggregates during compaction thus hindering the proper orientation of fibres9.This fact limits the fibre content form 1 to 3 percent by volume.
The limitations of FRC and continuous ongoing demand for high performance material has led to the invention of 'Slurry infiltrated fibre reinforced concrete' (SIFCON) by Lankard in 1979. The 'Slurry infiltrated fibre reinforced concrete' is high strength, high performance material containing relatively high volume percentage of fibres as compared to FRC. SIFCON is also sometimes termed as 'High volume fibrous concrete.' In conventional FRC, the fibre content usually varies from 1 to 3 percent, while in SIFCON it varies from 6 to 20 percent by volume depending on the geometry of fibres and type of application.8 The material SIFCON has no coarse aggregates but has a high cementious content.
Research Significance
SIFCON which is considered as a high performance concrete, can also be produced by using waste coiled steel fibres obtained from the lathe machine shops. Since these fibres are available locally, they can be easily used in the production of SIFCON. Due to their coiled nature they may offer more resistance to loads. The study of effect of replacement of cement by silica fume on SIFCON produced from such waste coiled fibres may result in an economic building material.Experimental Programme
The main aim of this experimental programme is to find out the effect of replacement of cement by silica fume on the strength properties of SIFCON produced from waste coiled steel fibres. Ordinary Portland cement of 53-grade and locally available sand with a specific gravity 2.65 and fineness modulus of 2.92 was used in the experimentation. To impart additional workability, superplastisizer (1% by weight of cement) was used. The waste coiled steel fibres were procured from local lathe machine shops. The fibres were of chrome steel having density 6.8 gm/cm3. The percentage of fibres used in the experimentation was 8%. The average thickness was 0.5 mm, with average coil diameter of 3 mm. The different aspect ratios adopted in the experimentation were 80, 90, 100, 110 and 120 giving fibre lengths 40mm, 45mm, 50mm, 55mm and 60mm respectively. The average thickness of fibres was taken into consideration in fixing the aspect ratios.The moulds were filled with 8% fibres, and slurry was poured into the moulds. Vibration was given to the moulds using table vibrator. The slurry was poured until no more bubbles were seen. This ensured a thorough infiltration of slurry into the fibres. The top surface of the specimen was leveled and finished. After 24 hours, the specimens were demoulded and were transferred to curing tank where they were allowed to cure for 28 days.
The effect of replacement of cement by silica fume on SIFCON was studied on compressive strength, tensile strength, flexural strength and impact strength. The cube specimens of dimension 150x150x150mm were cast, from which the compressive strength was calculated. The specimens of dimension 150mm diameter and 300mm length were cast for split tensile strength. The specimens of dimension 100x100x500mm were cast for flexural strength test. Two point loading10 was adopted on these specimens with an effective span of 400mm. The impact strength specimens consisted of plates of dimension 250x250x35 mm. For impact strength test four methods are described in the literature11. Out of these methods drop weight method was used owing to its simplicity. A steel ball weighing 20 N was dropped from the height of 1m over the specimen. The number of blows required to cause complete failure were noted. The impact energy was calculated as follows.
Impact energy = w x h x N (N-m).
Where
w = weight of the ball = 20 N
h = height of fall = 1 m
N = number of blows required to cause complete failure
After 28 days of curing, the specimens were taken out of the water. Then they were tested for their respective strengths.
Test Results
Tables 3 to 6 give the compressive strength, tensile strength, flexural strength and impact strength test results respectively, for SIFCON with and without replacement of cement by silica fume. The tables also indicate the percentage increase in the strength of SIFCON due to replacement of cement by silica fume.The Figures 1 to 4 give variation of compressive strength, tensile strength, flexural strength, and impact strength respectively, for SIFCON with and without replacement of cement by silica fume.
Discussions on Test Results
1) It has been observed that the compressive strength, tensile strength, flexural strength and impact strength of SIFCON goes on increasing as the aspect ratio of fibers in it goes on increasing. This is also true for SIFCON with and without replacement of cement by silica fume.This may be due to the fact of optimum infiltration of slurry for fibres having more aspect ratio.
Thus it can be concluded that the SIFCON produced with fibres having an aspect ratio of 120 yields the maximum strength.
It has been observed that maximum tensile strength for SIFCON is obtained when 20% of cement is replaced by silica fume. Also it is observed that percentage increase in the tensile strength of SIFCON with 8% fibres, due to 20% replacement of cement by silica fume is 20.98%, 21.16%, 21.43%, 21.74%, 22.07% respectively for different aspect ratios of fibres.
It has been observed that maximum flexural strength for SIFCON is obtained when 20% of cement is replaced by silica fume. Also it is observed that percentage increase in the flexural strength of SIFCON with 8% fibres, due to 20% replacement of cement by silica fume is 20.41%, 20.63%, 20.91%, 21.14%, 21.55% respectively for different aspect ratios of fibres.
It has been observed that maximum impact strength for SIFCON is obtained when 20% of cement is replaced by silica fume. Also it is observed that percentage increase in the impact strength of SIFCON with 8% fibres, due to 20% replacement of cement by silica fume is 20.84%, 21.17%, 21.46%, 21.65%, 21.88% respectively for different aspect ratios of fibres.
The increase in various strengths of SIFCON due to replacement of cement by silica fume may be attributed to pozzolanic activity of silica fume. Silica fume is highly reactive pozzolana. Further due to its fineness it fills the small pores of the cement paste giving very dense concrete. Due to these facts an increase in the strength properties is seen. However, beyond 20% replacement the strengths decrease. This may be due to less quantity of cement in the mix. Hence it may be concluded that the optimum percentage of replacement of cement by silica fume for SIFCON is 20%.
Conclusions
- The SIFCON produced with waste coiled steel fibres having an aspect ratio of 120 yields the maximum strength.
- Optimum percentage of replacement of cement by silica fume for SIFCON is 20% when waste coiled steel fibres are used.
- Waste coiled steel fibres can be efficiently used in the production of SIFCON.
Acknowledgment
The authors would like to thank and Dr. A. N. Chapgaon and Dr.S. C. Pilli, Principals of D. Y. Patil College of Engineering and Technology, Kolhapur and KLE Society's College of Engineering and Technology, Belgaum for their encouragement throughout the work. Authors are also indebted to management authorities of both the colleges for their wholehearted support, which boosted the moral of the authors. Thanks are also due to HODs of the Civil Engineering Department and other staff for their kind cooperation.References
- Chaid R. et al, 'Influence of natural pozzolana on the properties of high performance mortar,' The Indian Concrete Journal, August 2004, pp 22-26.
- Tiwari A. K., 'Advances in high performance concrete–the fifth ingredient,' Civil Engineering & Construction Review, June 2005, pp 28-38
- Sikdar P. K., Saroj Gupta and Satander kumar, 'Application of fibres as secondary reinforcement in concrete,' Civil Engineering & Construction Review, December 2005, pp 32-35.
- Kieth Carr, 'Polypropylene and steel fibres combinations,' Concrete, September 2004, pp 60-61.
- Ziad Bayasi and Henning Kaiser, 'Steel fibres as crack arresters on concrete.' The Indian Concrete Journal, March 2001, pp 215-219.
- Marc Wandewalle N.V., Bekaert S.A., Choudhari G.P., 'Fibres in concrete-Dramix steel fibres for SFRS & SFRC,' The Indian Concrete Journal, March 2003, pp 939-940.
- Fibre reinforced concrete, A report published by cement and concrete institute, Midrand, 2001.
- Prakash K. B. et al, 'Performance evaluation of slurry infiltrated fibrous silica fume concrete', Proceedings of International conference on Fibre Composites, HPC and smart materials', Chennai, India, pp 201-211.
- Saluja S. K. et al, 'Compressive strength of fibrous concrete', The Indian Concrete Journal, February 1992, pp99-102.
- I. S. 516-1959, 'Methods of tests for strength of concrete', Bureau of Indian standards, New Delhi.
- Balsubramanain K. et al, 'Impact resistance of steel fibre reinforced concrete', The Indian Concrete Journal, May 1996, pp257-262.2
Published on:
15 September 2009
Published in: NBM&CW March 2009
Share:
We Value Your Comment












