
An Overview of Some Development in CONCRETE TECHNOLOGY
Dr. S.S. Rehsi, Consultant (Building Materials' Former United Nations Expert on Building Materials, Chandigarh
 Different types of mineral, organic and metallic fibres have been used. Among the mineral fibres, use of asbestos in the production of asbestos cement products is well known. Since, water absorption of the asbestos fibre is high, its use in concrete increases water requirement. Consequently, there is reduction in strength of the concrete. Organic fibres such as, coir, jute, rayon and polyester are attacked by the highly alkaline condition in concrete. As a result, concrete containing these fibres loses strength with time. Other organic fibres namely, nylon, polypropylene and polyethylene are alkali-resistant. But, due to their lower modulus of elasticity, the incorporation of these fibres do not increase strength. Concrete containing nylon or polypropylene fibres, however is reported to develop higher impact resistance. Virgin Poly-Propylene fibers of structural grades, such as Forta Ferro Fibres, having high strength and moduls of elasticity are now available from FORTA Corpn USA. These are being extensively used all over world for Pavement/highways/Runway construction, Fibreshotcreting of tunnels, Repair and Rehab jobs and Bridge deck construction incl India. Among all fibres the use of steel fibre in concrete has received far greater attention, in the past but because of the corrosion problem structural grade poly propylene and other synth fibers are taking over now.
Different types of mineral, organic and metallic fibres have been used. Among the mineral fibres, use of asbestos in the production of asbestos cement products is well known. Since, water absorption of the asbestos fibre is high, its use in concrete increases water requirement. Consequently, there is reduction in strength of the concrete. Organic fibres such as, coir, jute, rayon and polyester are attacked by the highly alkaline condition in concrete. As a result, concrete containing these fibres loses strength with time. Other organic fibres namely, nylon, polypropylene and polyethylene are alkali-resistant. But, due to their lower modulus of elasticity, the incorporation of these fibres do not increase strength. Concrete containing nylon or polypropylene fibres, however is reported to develop higher impact resistance. Virgin Poly-Propylene fibers of structural grades, such as Forta Ferro Fibres, having high strength and moduls of elasticity are now available from FORTA Corpn USA. These are being extensively used all over world for Pavement/highways/Runway construction, Fibreshotcreting of tunnels, Repair and Rehab jobs and Bridge deck construction incl India. Among all fibres the use of steel fibre in concrete has received far greater attention, in the past but because of the corrosion problem structural grade poly propylene and other synth fibers are taking over now.
The compressive strength, tensile strength, fatique strength, modulus of elasticity, abrasion resistance, skid resistance and thermal conductivity of steel fibre reinforced concrete has been found to be slightly higher than the corresponding plain concrete. While creep and shrinkage are more or less unaffected, there is over 100 percent increase in the flexural strength and impact toughness of plain concrete when reinforced with steel fibre, 2 percent by volume. At the same fibre content, use of a blend of fibres having different aspect ratio, in place of single aspect ratio fibre, gives greater structural benefits. It has also been found more beneficial as well as economical to use steel fibres only in the tensile zone of the flexural member. Unlike plain concrete, steel, fibre reinforced concrete is not brittle and offers far greater resistance to cracking. The fibres act as crack arrestors and restrict the growth of flaws in concrete from enlarging under stress into visible cracks. The ultimate failure is reached only when some of the fibres get pulled out of the matrix. As compared to plain concrete, the resistance of steel fibre reinforced concrete to thermal shock and heat spalling is also far superior.
The major applications of steel fibre reinforced concrete are in pavements (both for new construction and overlays), precast concrete units, concrete reactor pressure vessels, blast resistant structures, machine foundations, tunnel linings and structures requiring resistance to thermal shocks, such as refractory linings.
As compared to plain concrete, the strength and other properties of polymer concrete are considerably higher. At 6 per cent polymer loading, the mechanical properties of polymer impregnated concrete vis-à-vis corresponding plain concrete were found to be as follows:
Economics permitting, applications of polymer concrete having good scope are: concrete pipe manufacture, concrete piles, concrete tiles, tunnel supports and linings, precast concrete decks, precast concrete building units for use in aggressive conditions, desalting structures, lightweight concrete constructions and providing surface protection to cast in-Situ concrete.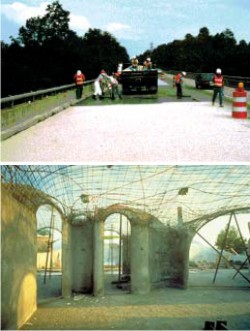 Ferrocement is a kind of reinforced concrete in which the matrix is cement mortar, microconcrete and the reinforcement is in the form of layers of wire mesh or similar small diameter steel mesh closely bound together to produce a stiff structural form. The mix proportions of the cement mortar usually are: cement 1 part, sand 1.5 to 2.5 parts and water 0.35 to 0.5 part, by weight. Admixtures are added in the mix for improving to properties. The maximum size of sand grains depends upon the mesh opening and reinforcing system to ensure proper penetration. Different types of wire mesh such as, hexagonal wire mesh (commonly known as chicken wire mesh), welded wire mesh, woven mesh, expanded metal mesh, are used. Use of Hexagonal Mesh is not preferred due to its poor resistance to loads. The mechanical behavior of Ferrocement is greatly influenced by the type, quantity, orientation and strength properties of the mesh. The thickness of ferrocement elements range from 2 to 3 cm with 2 to 3 mm external cover. When additional strength is required, one or more layers of steel bars are inserted between the inner layers of the mesh. Use of short random fibres in Ferrocement elements at the same steel content has been found to greatly increase the modulus of elasticity and strength. Polymer impregnation of the Ferrocement elements, with and without short random fibres is reported to considerably improve upon these properties.
Ferrocement is a kind of reinforced concrete in which the matrix is cement mortar, microconcrete and the reinforcement is in the form of layers of wire mesh or similar small diameter steel mesh closely bound together to produce a stiff structural form. The mix proportions of the cement mortar usually are: cement 1 part, sand 1.5 to 2.5 parts and water 0.35 to 0.5 part, by weight. Admixtures are added in the mix for improving to properties. The maximum size of sand grains depends upon the mesh opening and reinforcing system to ensure proper penetration. Different types of wire mesh such as, hexagonal wire mesh (commonly known as chicken wire mesh), welded wire mesh, woven mesh, expanded metal mesh, are used. Use of Hexagonal Mesh is not preferred due to its poor resistance to loads. The mechanical behavior of Ferrocement is greatly influenced by the type, quantity, orientation and strength properties of the mesh. The thickness of ferrocement elements range from 2 to 3 cm with 2 to 3 mm external cover. When additional strength is required, one or more layers of steel bars are inserted between the inner layers of the mesh. Use of short random fibres in Ferrocement elements at the same steel content has been found to greatly increase the modulus of elasticity and strength. Polymer impregnation of the Ferrocement elements, with and without short random fibres is reported to considerably improve upon these properties.
Ferrocement has a variety of applications. The important among these are: construction of fishing and cargo boats, grain storage bins, water storage tanks, biogas holders and digesters, fermentation tanks, precast roofing and walling units, cooling towers, sewage troughs, septic tanks, irrigation channels, drying pans for agricultural products, shutters and formwork for use in concrete constructions, lining for tunnels and mines, and providing waterproofing treatment over RCC or RB roofs, lining of surface of tanks or swimming pools. Ferrocement has been successfully used in india by SERC (G)'s Material Science Group for construction of domes, large tanks, manhole covers, Drainage units and for repair and rehab of structures. the new techniques and applications developed by this group are being used on large scale on commercial basis.
The production of HSC requires stringent control on the quality of materials used. The Portland cement should, preferrably, be of 53 grade conforming to IS: 12269- 1987. Crushed stone coarse aggregates produced from trap, quartzite or granite give higher strength and are more suitable than rounded gravel for use in making HSC, particularly when the desired concrete strength is 70 N/ mm2 or more. Studies on the effect of the size of coarse aggregate on the strength of concrete showed that smaller size produced higher strength. A maximum coarse aggregate size of 10 mm is considered suitable for use in HSC. The use of mineral admixtures such as fly ash, silica fume, metakaoline in combination with suparplasticizers in HSC matrix greatly enhances impermeability, durability and strength.
The use of HSC in construction offers the advantages of High-volume fly ash concrete technology was developed at the Canada Centre for Mineral and Energy Technology (CANMET), Ottawa, Canada in 1980’s. It enables minimizing the amount of cement required to produce high quality concrete for different types of applications by incorporating upto 50 to 60 percent fly ash in the concrete mix. The concrete is prepared using a low water/cement ratio of 0.30, and the desired workability is obtained by using super plasticizers. While highvolume fly ash concrete was initially developed for mass concrete construction where low heat of hydration and just enough early strength were required, later work showed that this concrete developed excellent long-term structural properties, namely compressive strength, flexural strength, splitting tensile strength, and Young’s modulus of elasticity. Its durability measured in terms of its low water permeability, resistance to carbonation, alkaliaggregate reactions and penetration of chlorides and sulphates, was also found to be excellent. In view of this, highvolume fly ash concrete is eminently suitable for structural applications, in addition to its use for building of roads and pavements. It is being used for such constructions in Canada, U.S.A. and other countries. In India, Ambuja Cements Ltd, has made a beginning by building two fly ash concrete roads, one at Ropar (Punjab) and another at Ambujanagar (Gujarat) in 2002, using 50 per cent fly ash in the concrete mix. Both these roads are reported to be performing very well.
High-volume fly ash concrete technology was developed at the Canada Centre for Mineral and Energy Technology (CANMET), Ottawa, Canada in 1980’s. It enables minimizing the amount of cement required to produce high quality concrete for different types of applications by incorporating upto 50 to 60 percent fly ash in the concrete mix. The concrete is prepared using a low water/cement ratio of 0.30, and the desired workability is obtained by using super plasticizers. While highvolume fly ash concrete was initially developed for mass concrete construction where low heat of hydration and just enough early strength were required, later work showed that this concrete developed excellent long-term structural properties, namely compressive strength, flexural strength, splitting tensile strength, and Young’s modulus of elasticity. Its durability measured in terms of its low water permeability, resistance to carbonation, alkaliaggregate reactions and penetration of chlorides and sulphates, was also found to be excellent. In view of this, highvolume fly ash concrete is eminently suitable for structural applications, in addition to its use for building of roads and pavements. It is being used for such constructions in Canada, U.S.A. and other countries. In India, Ambuja Cements Ltd, has made a beginning by building two fly ash concrete roads, one at Ropar (Punjab) and another at Ambujanagar (Gujarat) in 2002, using 50 per cent fly ash in the concrete mix. Both these roads are reported to be performing very well.
The SCC has the advantages of easy placement in thin - walled elements densely reinforced concrete structure, quality, durability and reliability of concrete structures, faster construction and reduced construction cost. Curing of concrete by which the concrete, after laying, is kept moist for some days, is essential for the development of proper strength and durability. IS 456-2000 recommends a curing period of 7 days for ordinary Portland cement concrete, and 10 to 14 days for concrete prepared using mineral admixtures or blended cements. But, being the last act in the concreting operations, it is often neglected or not fully done. Consequently, the quality of hardened concrete suffers, more so, if the freshly laid concrete gets exposed to the environmental conditions of low humidity, high Wind velocity and high ambient temperature.
Curing of concrete by which the concrete, after laying, is kept moist for some days, is essential for the development of proper strength and durability. IS 456-2000 recommends a curing period of 7 days for ordinary Portland cement concrete, and 10 to 14 days for concrete prepared using mineral admixtures or blended cements. But, being the last act in the concreting operations, it is often neglected or not fully done. Consequently, the quality of hardened concrete suffers, more so, if the freshly laid concrete gets exposed to the environmental conditions of low humidity, high Wind velocity and high ambient temperature.
To avoid the adverse effects of neglected or insufficient curing, which is considered a universal phenomenon, concrete technologist and research scientists in various countries including India, are working on the development of self-curing concrete. Different lines of action are being pursued. These include

Introduction
There has been rapid advances in concrete technology during the past three decades or so. The improvement in strength and other structural properties achieved earlier through the use of steel reinforcement are now accepted as routine and the reinforced cement concrete and pre–stressed concrete have become conventional materials. Later work led to the development of a variety of concretes in the form of, among others, fibre reinforced concrete, polymer concrete, Ferrocement, sulphur concrete, lightweight aggregate concrete, autoclaved cellular concrete, high-density concrete, ready-mixed concrete, self-compacting concrete, rollercompacted concrete, high strength concrete, super high-strength concrete, high performance concrete, high-volume fly ash concrete, self-curing concrete, floating concrete and smart concrete (1-27). Some of these concretes are briefly discussed here.Fibre Reinforced Concrete
The compressive strength, tensile strength, fatique strength, modulus of elasticity, abrasion resistance, skid resistance and thermal conductivity of steel fibre reinforced concrete has been found to be slightly higher than the corresponding plain concrete. While creep and shrinkage are more or less unaffected, there is over 100 percent increase in the flexural strength and impact toughness of plain concrete when reinforced with steel fibre, 2 percent by volume. At the same fibre content, use of a blend of fibres having different aspect ratio, in place of single aspect ratio fibre, gives greater structural benefits. It has also been found more beneficial as well as economical to use steel fibres only in the tensile zone of the flexural member. Unlike plain concrete, steel, fibre reinforced concrete is not brittle and offers far greater resistance to cracking. The fibres act as crack arrestors and restrict the growth of flaws in concrete from enlarging under stress into visible cracks. The ultimate failure is reached only when some of the fibres get pulled out of the matrix. As compared to plain concrete, the resistance of steel fibre reinforced concrete to thermal shock and heat spalling is also far superior.
The major applications of steel fibre reinforced concrete are in pavements (both for new construction and overlays), precast concrete units, concrete reactor pressure vessels, blast resistant structures, machine foundations, tunnel linings and structures requiring resistance to thermal shocks, such as refractory linings.
Polymer Concrete
Depending upon the method of monomer incorporation into the concrete, the polymer concrete is termed as- polymer impregnated concrete, when dried precast concrete is impregnated with monomer and polymerized in-situ,
- polymer cement concrete, when cement, aggregate, water and monomer are mixed together and polymerized after laying and,
- polymer concrete, when aggregate and monomer are mixed together and polymerized after laying.
As compared to plain concrete, the strength and other properties of polymer concrete are considerably higher. At 6 per cent polymer loading, the mechanical properties of polymer impregnated concrete vis-à-vis corresponding plain concrete were found to be as follows:
- Compressive strength, 2 to 4 times higher
- Tensile strength, about 4 times higher
- Modulus or Elasticity, About 4 times higher
- Creep and Permeability, Almost Nil
Economics permitting, applications of polymer concrete having good scope are: concrete pipe manufacture, concrete piles, concrete tiles, tunnel supports and linings, precast concrete decks, precast concrete building units for use in aggressive conditions, desalting structures, lightweight concrete constructions and providing surface protection to cast in-Situ concrete.
Ferrocement
Ferrocement has a variety of applications. The important among these are: construction of fishing and cargo boats, grain storage bins, water storage tanks, biogas holders and digesters, fermentation tanks, precast roofing and walling units, cooling towers, sewage troughs, septic tanks, irrigation channels, drying pans for agricultural products, shutters and formwork for use in concrete constructions, lining for tunnels and mines, and providing waterproofing treatment over RCC or RB roofs, lining of surface of tanks or swimming pools. Ferrocement has been successfully used in india by SERC (G)'s Material Science Group for construction of domes, large tanks, manhole covers, Drainage units and for repair and rehab of structures. the new techniques and applications developed by this group are being used on large scale on commercial basis.
High Strength Concrete
IS: 456-2000 designates concrete having 28-day compressive strength of 60 to 80 N/mm2 corresponding to grades M60 to M80 as high strength concrete (HSC).The production of HSC requires stringent control on the quality of materials used. The Portland cement should, preferrably, be of 53 grade conforming to IS: 12269- 1987. Crushed stone coarse aggregates produced from trap, quartzite or granite give higher strength and are more suitable than rounded gravel for use in making HSC, particularly when the desired concrete strength is 70 N/ mm2 or more. Studies on the effect of the size of coarse aggregate on the strength of concrete showed that smaller size produced higher strength. A maximum coarse aggregate size of 10 mm is considered suitable for use in HSC. The use of mineral admixtures such as fly ash, silica fume, metakaoline in combination with suparplasticizers in HSC matrix greatly enhances impermeability, durability and strength.
The use of HSC in construction offers the advantages of
- reduction in the size of concrete members with resultant reduction in self-weight,
- greater stiffness,
- early stripping of formwork and
- lowering of construction cost due to reduction in the concrete member size and self-weight.
High Performance Concrete
High performance concrete is defined as concrete that meets special Performance and durability requirements in terms of mechanical properties, volume stability and longer life in severe environmental conditions to which the concrete is exposed during its service life. High performance of concrete is generally linked to strength of the concrete; higher the strength, better the performance. Therefore, in the first place high performance concrete has to be a high strength concrete. Besides high strength, low permeability of concrete is an essential requirement to prevent ingress of corrosive waters containing chlorides, sulphates and /or other deleterious salts. Low permeability is achieved by using higher cement content, mineral admixtures such as fly ash, Silica fumes, metakaoline or granulated blast furnace slag, and keeping water/cement ratio low at 0.35 or less. Higher amounts of super plasticizers are used to obtain the desired workability in the concrete matrix. Workmanship has to be excellent to ensure full compaction and proper concrete cover over embedded steel reinforcement. All these and subsequent adequate curing of concrete after laying and regular maintenance of concrete construction ensure high performance.High-volume Flyash Concrete
Self-compacting Concrete
A concrete that gets compacted by itself totally covering reinforcement in the formwork is called self-compacting concrete (SCC). It is highly flowable, selflevelling, self-defoaming and coahesive and can be handled without segregation. Like any other super plasticized concrete, the ingredients in SCC mix consists of cement, coarse and fine aggregates, mineral and chemical admixtures. A limiting value of coarse aggregate as 50 per cent of the solid volume of the concrete, and of fine aggregate as 40 per cent of the solid volume of the mortar fraction in the SCC mix proportion is suggested for achieving good self-compact ability. Commonly used mineral admixtures are fly ash, silica fume, ground blast furnace slag Chemical admixtures consists of a super plasticizer and a viscosity modifying admixture. The use of one or more mineral admixtures having different morphology and particle-size distribution improves deformability, self-compact ability and stability of the SCC. While the super plasticizer helps achieving high degree of flow ability at low water/ Cementing material ratio, the viscosity modifying admixture increases viscosity of the fresh concrete matrix and reduces bleeding.The SCC has the advantages of easy placement in thin - walled elements densely reinforced concrete structure, quality, durability and reliability of concrete structures, faster construction and reduced construction cost.
Self-curing Concrete
To avoid the adverse effects of neglected or insufficient curing, which is considered a universal phenomenon, concrete technologist and research scientists in various countries including India, are working on the development of self-curing concrete. Different lines of action are being pursued. These include
- use of water-soaked, surface dry lightweight aggregates which release water when the concrete starts getting dry and losing water,
- develop high early strength concrete, which attains a strength of 20N/mm2 in 30 minutes and so may not require further curing, and
- develop a system by which some “enteric” coated particles or capsules containing membrane-forming curing compound (or a substance that reacts with water to do so) is distributed over the surface of the concrete slab in the final stages of finishing. The particles will open if the surface becomes dry and a membrane will form while the concrete is still water-saturated upto its top but has no free water on the surface.
Smart Concrete
Smart concrete is a concrete that can take care of its own shortcomings or that can act as a senser to help detecting internal flaws in it. It is produced by incorporating some changes in the ingredients of the concrete mix. For instance,- due to its high density, the high strength concrete does not permit water vapours to go out during fire, leading to spalling off concrete cover and damage to concrete members. Addition of 2kg polypropylene fibres per m3 of high strength concrete mix increases fire resistance. At high temperature during fire, these fibres melt and leave pores for water vapours to escape from the concrete surface, thus preventing spalling and damage,
- incorporation of 0.5 per cent specially treated carbon fibre in the concrete mix increases the electrical conductivity of the concrete. Under load, the conductivity decreases but returns to original on removal of the load. The concrete could thus act as a senser to
- measure the number, speed and weight of the vehicles moving on concrete highways, and
- detect tiny flaws regarding internal condition of concrete construction after an earthquake, and
- Use of porous carbon aggregate, available in the form of coke at the steel plant, in the concrete mix imparts good electrical conductivity which can help in room heating, melting of ice on concrete highway and runways by passing low voltage current.
Conclusion
As other areas of research and development (R&D) in concrete technology has been a continuing process, Different types of concretes, as described above, have been developed from time to time, to meet the needs of the construction industry. Technologies for self-curing and smart concrete are still in the development stage, but are expected to be fully developed soon and available for use in constructions.References
- State–of–the–art Report on Fibre Reinforced Concrete, ACI Committee 544, ACI journal, November 1973, pp-729-743
- Neville, Adam, End, Proceeding: RILEM Symposium on Fibre Reinforced Cement Ltd. Lancaster(U.K.)
- Parameswaran, V.S., and Krishnamoorthy, T.S., Eds., Proceedings Fibre Reinforced Concrete, Madras, December 16- 19-1987, Vol.11, Oxford TBH Publishing Co. Pvt. Ltd., New Delhi(India)
- Shah, S.P., Ed., Proceedings: Conference on new Materials in Concrete construction, University of iiiinoisat Chicago Circle, Chicage, Iiiinois (U.S.A.), 15-17 December 1972
- Proceedings International Symposium on Fibre Reinforced Concrete, ACI Special Publication, SP-44,American concrete Institute, Detroit (U.S.A.). 1974.
- Swamy, R.N. Concrete Technology & Design, Vol 1 :New Concrete Materials, Vol.2: New Reinforced Concretes, Vol. 3: Cement Replacement Materials, Vol.4: Ferro cement Current and potential Applications, Blackie and Sons Ltd. (Publishers). London (U.K.), 1988
- Expansive Cement Concrete, ACI Special Publication, SP- 38,American Concrete Institute, Detroit, 1973
- Ferrocement: Materials & Applications, ACI Special Publication, SP-61, American Concrete Institute, Detroit (U.S.A.), 1979
- Sharma, P.C., Ferro cement Segmental Shell – Multipurpose Unit, Proceedings: Asia-Pacific Symposium on Ferrocement Applications for Rural Development, University of Roorkee, Roorkee (India), 23-25 April, 1984,PP. 113- 124
- Sharma,P.C., A Mechanized Process for producing Ferro cement Roof and wall elements Journal of Ferro cement, January 1983, PP.13-18
- P.C. Sharma & V S Gopalaratnam - 'Ferrocement Water Tank' - Published by International Ferrocement Information Center bangkok (Thailand)
- P.C. sharma, K. Shashi Kumar & P. nimityongskul 'ferrocement roofing Elements' published by International ferrocement information Center Bangkok (Thailand)
- P.C. sharma- 'ferrocement Lining for Waterproofing, Rehabilation and Retrofilling of RCC and masonary Structures' key note address–International workshop on 'Repair Rehabilitation and Retrofitting of concrete and masonary structures Oct 2004, Gedu Bhutan.
- Malhotra, V.M., Super plasticizers: Their effect on Fresh and Hardened Concrete, Concrete International, May 98 1, pp.66-81
- State-of-the-art Report on High Strength Concrete, ACI Committee 363, ACI Journal, July-August, 1984, pp. 364-411
- Kishore, Kaushal, High Strength Concrete, ICI Bulletin No. 51, April-June, 1995,pp.29-31
- Sen,B., High performance Concrete: Development and Prospects, ICI Bulletin No. 55,April- June,1996,pp.14-19
- Basu, Prabir C., High Performance Concrete: Mechanism and Application, ICI Journal, April- June,2001,pp.15-26
- Malhotra, V.M., and Mehta, P.K., High-Performance, High-Volume Fly Ash Concrete, Supplementary Cementing Materials for Sustainable Development Inc., Ottawa, Canada, Marquardt Printing Ltd. Ottawa, Canada, August, 2002
- High-Volume Flyash Concrete, Green Business Opportunities, Confederation of India Industry, Quarterly, Oct.-Dec.,2003
- Handbook on High-Volume Flyash Concrete, CII (India) and CIDA (Canada) Publication.
- Apte, M.D., Innovative Concretes and Fibres, ICI Journal, July-September, 2003, pp.9-10
- Surlaker, Samir, Self-Compacting Concrete, ICI Journal, January-March, 2002, pp.5-9
- Kumar, Rakesh and Rao, M.V.B., Self-Compacting Concrete: An Emerging Technology in Construction Industry, ICI Journal, July-September, 2002,pp.9-12
- Srinivasan, D.,Will there be A Self-Curing Concrete? Concrete International, September 2000
- Bryant, Mather, Self-Curing Concrete-why Not? Concrete International, January, 2001, Reproduced in ICI Journal,April- June,2003,pp.7-8
- Subramanian, N. Curing-The Last and The least Considered Aspect in Concrete Making, ICI Journal, April-June,2002, pp.13-25
- Srinivasan, D., Research Needs in Concrete, ICI Journal, July-September, 2006, pp.5-6
- Walraven, J.,The Evolution of Concrete, ICI Bulletin No. 70, Jan-March, 2000, pp. 11-19
- Chen,Pu-Weei,and Chung, D.D.L., Carbon Fibre Reinforced Concrete As An Intrinsically Smart Concrete For Damage Assessment During Static And Dynamic Loading, ACI Materials Journal, April, 1996, pp.341-350
Published on:
08 January 2009
Published in: NBM&CW October 2007
Share:
We Value Your Comment


































