Precast Segmental Lining for Underground Tunnels
R. Praneshwari, Director – Projects, INMA
India, which has been lagging behind other countries in metro rail development with the country’s first Metro commissioned in Kolkata in 1984 followed by New Delhi only during 2002, is now catching up with over 585km of operational lines and 622km of under-construction Metro/MRTS lines in Tier-I and Tier-II cities, February 2019. Going forward, Metro is seen as the most safe, sustainable and eco-friendly solution for mass rapid transit system. It is one of the most efficient modes of mass commute with a 8-coach metro train having a carrying capacity of 2500 passengers, equivalent to that of 1000 cars or 50 buses. In additions to reducing travel time, it also generates substantial direct and indirect job opportunities and boosts local businesses.
Underground Metros are often seen as the best solution in the more congested and space-restricted areas, without disturbing the above-ground infrastructure and aesthetics. Tunnel lining systems prior to the 1940s were characterized by bolting steel plates through flanges, but it was in the late 1900s that the technology of precast concrete tunnel lining segments emerged.
Segmental Tunneling System
The segmental tunneling system which is used in various industries such as Railways, Subways, Highways, Water Supply, Sewerage, Oil and Gas has gained popularity over the years due to the higher levels of quality control possible, higher production rates that can be achieved, and the relative ease of installation.
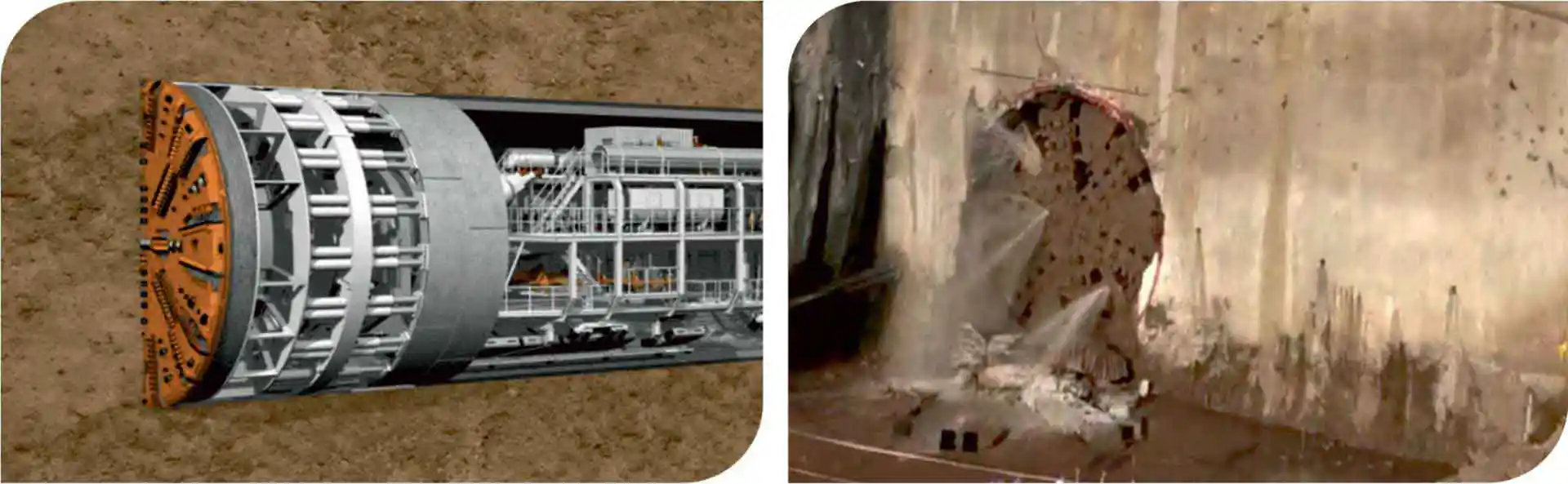
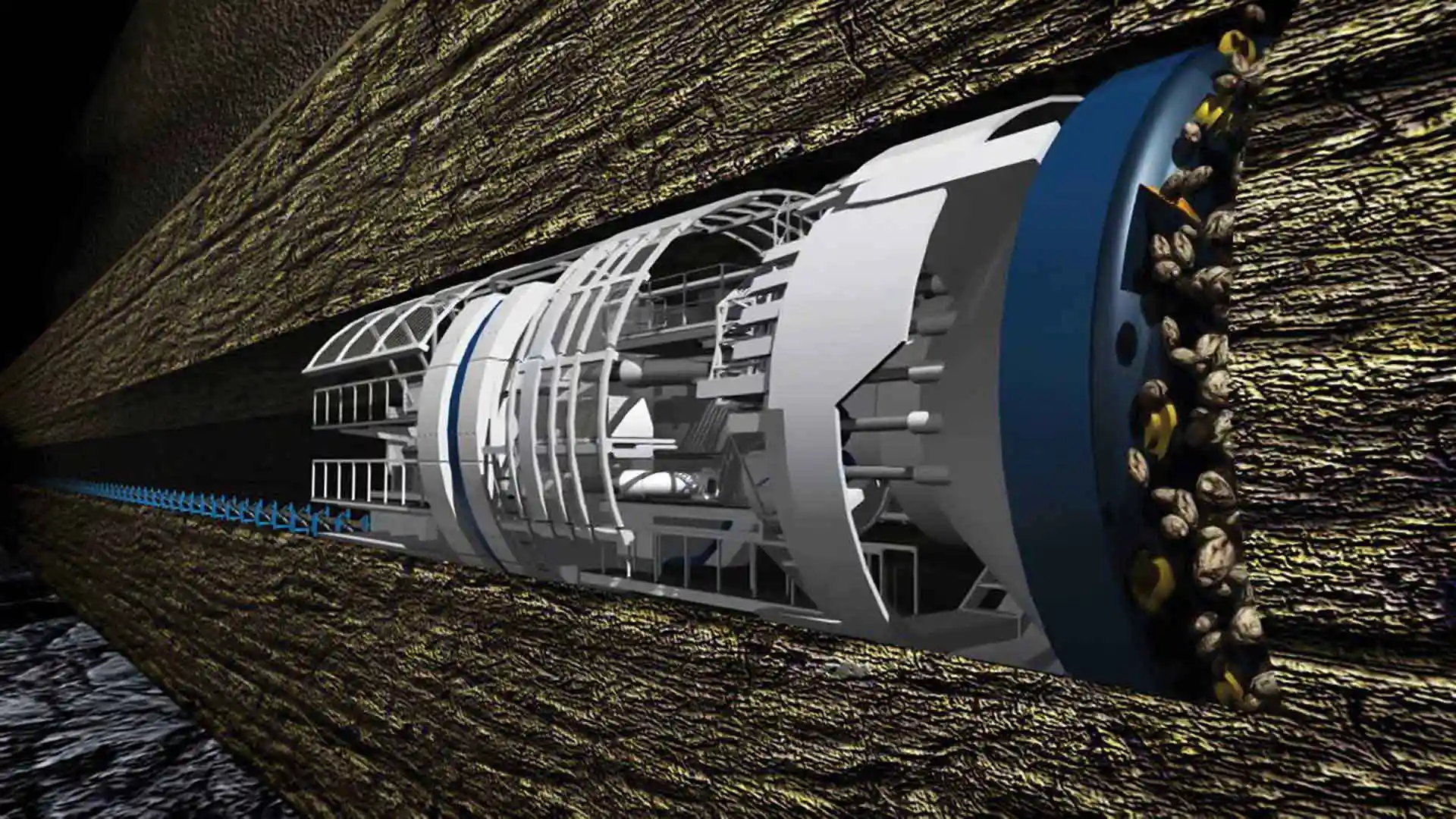
A Tunnel Boring machine is used for boring beneath the ground sequentially, while simultaneously installing the precast segments and forming a permanent lining of the tunnel. In addition to finishing the internal wall of the tunnel, the precast segments also serve the following primary purposes:
- Ensuring that the tunnel will be resilient enough when faced with internal/external pressure
- Allowing the TBM to move forward as the machine leans upon the last ring it installed to progress inside the tunnel

- Structural capacity – including static, seismic and fire
- Water-tightness
- Manoeuvrability
- Ease of installation
- Settlement control
- Seismic stability
- Dead and Live Loads – geostatic, groundwater, buoyancy, traffic
- Variable Loading
- Internal pressure
- TBM thrust from rams
- Temporary Load – form removal / stripping, stacking, transportation, assembly, grouting
- Seismic conditions
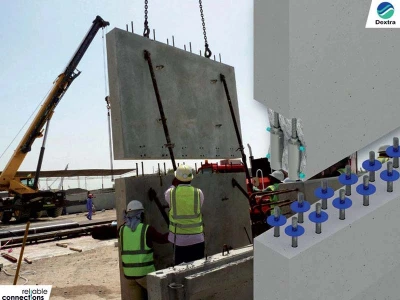
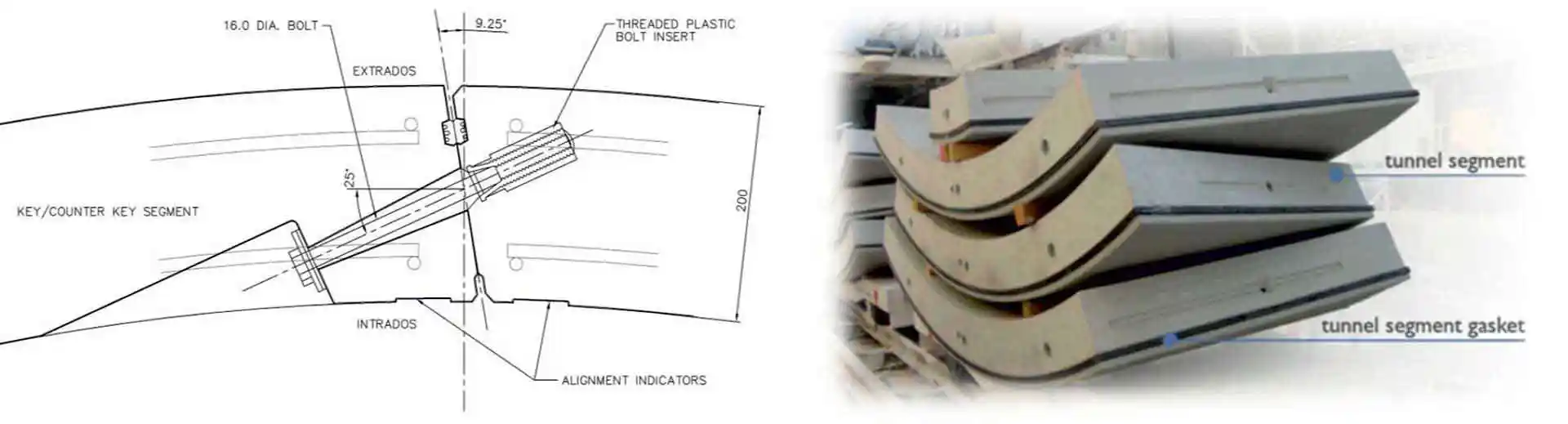
When installed in the tunnel, the set of segments fit together naturally due to their shape and moulding pattern and are joined together using specialized connecting devices at the circumferential and radial joints, as per the design provided. These devices not only fix the segmental arrangement but also play a key role in the seismic performance of the tunnel (Pic 2).
Manufacture of Precast RCC Tunnel Lining Segments
To achieve the production rate and quality control that makes the segmental tunnel lining method an efficient and preferable option, the process of manufacturing the segments plays a key role. The manufacturing process further weighs heavily due to the following reasons:
- TBM & associated capital and labour costs mandate that the segment manufacturing should NOT control the mining cycle
- When managed well, it can lead to significant savings in project cost and lifecycle cost.
- Cage – Fabricated Reinforcement of the segment
- Extrados - Outer side of the segment
- Intrados – Inner side of the segment
- Inserts – Sleeves provided in segments for fixing the connecting devices
- Grout / Lifting socket – Sleeve provided at the center of each segment for lifting the segment for and grouting for stabilization of soil around the tunnel where necessary.
- Circumferential joint – Joints between adjacent rings forming the length of the tunnel
- Radial joint – Joints between the segments of a ring, forming the complete ring
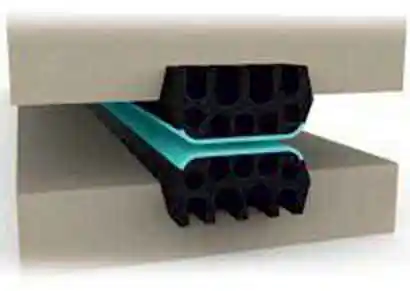
- EPDM Gasket – An extruded ethylene-propylene diene monomer liner fixed in the grooves around the circumference of the segments to seal the joints in the tunnel to prevent the ingress of water.
Manufacturing Process
Based on the requirement of each project, the selection of the right production techniques, equipment, methodologies and processes for manufacturing plays a key role in optimizing the process and achieving the target. With the technological advancements today, the manufacturing operations can be carried out either manually (Static System - where the moulds are fixed and people & machinery are moving; or by Automated Carousal system where the moulds are moving and the people and machinery remain stationary in fixed workstations where all production activities are carried out simulatenously.) The levels of automation range from basic to highly advanced. In the Chennai and Mumbai Metro Rail projects, we have employed both these systems. Chennai Metro Rail is the first agency to have implemented this advanced system in a Metro Rail Project in India.

Moulds

Dimples at specified intervals are provided in the moulds which indicate the location in the Tunnel Segments where additional grouting can be easily carried out, if needed.
Cage Fabrication
The steel reinforcement cages are fabricated in customized templates called Jigs that are accurately designed and calibrated as per the reinforcement design drawing. The Fabrication process involves precision welding in designated spots and a specialized binding method. Given the dimensional tolerance of the final precast segments, the dimensional accuracy followed for the steel cages is +/- 1.5 mm.

The conversion of steel to the required shapes and sizes as per the reinforcement design drawing, tagging and segregated stacking play a key role in ensuring the required quality, accuracy and efficiency by minimizing rework and wastage.

Proper handling of the cages (each weighing 50 to 150 Kg) is important as the arrangement should not be disturbed in the process.

Segment Casting includes the following Operations:
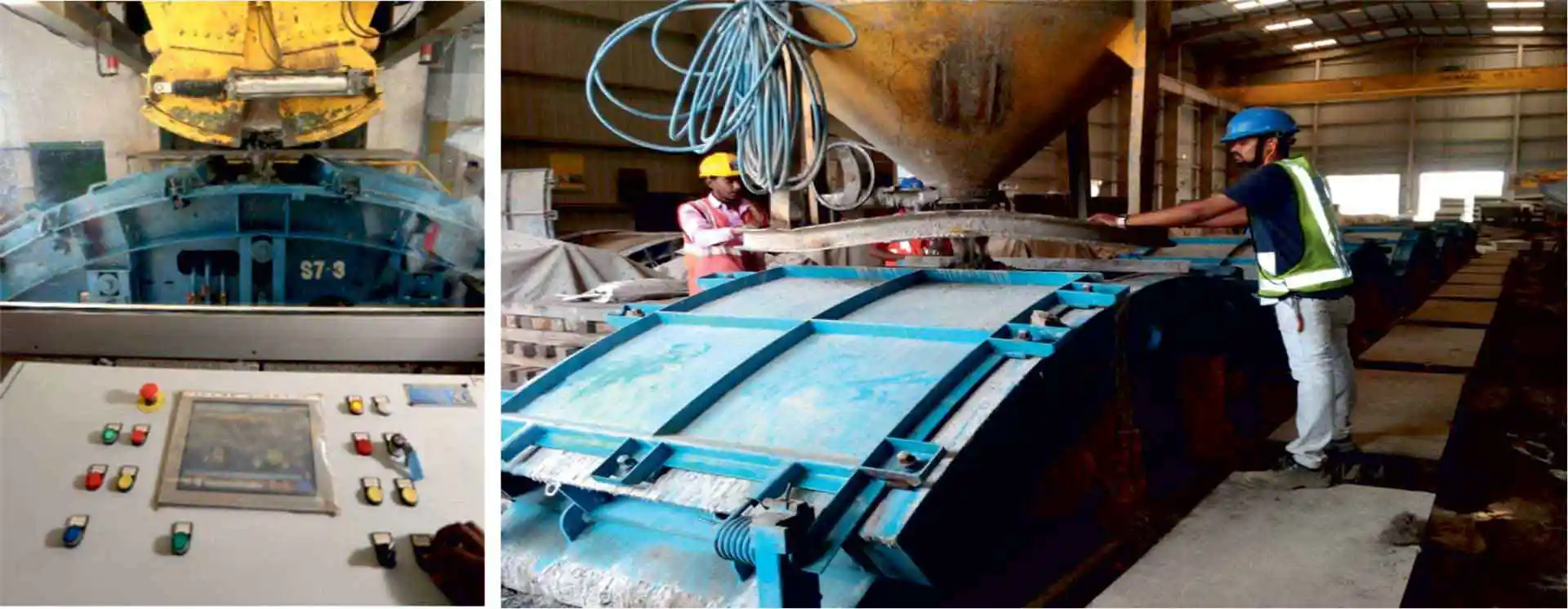
Mould preparation: This includes cleaning of steel mould using specialized tools, application of suitable mould release agent for smooth surface finish, placement of cages in the moulds, and fixing of cast-in inserts. Concrete spacer blocks are attached to the steel cage at designated locations to precisely control the cover on all 6 sides of the segments. The moulds are sufficiently tightened to prevent loss of grout or mortar from the concrete while placing & compaction. The assembled moulds are then inspected for accuracy of placement prior to concreting.

Concreting

Fine aggregate and coarse aggregate are stored in separate stockpiles after inspection and testing and kept cool using a sprinkler system.
During Batching, the weighed constituent materials, water and admixture are mixed in the mixer for approximately 30-90 seconds. The batching of concrete is fully computerized and automatically carried out. Given the service life and cost involved, triple blend (with Flyash, GGBS, Silica fume) concrete is used nowadays to ensure high performance, sustainability and to achieve an economical mix. Prior to placement of concrete, workability of the mix is checked by slump-cone test, in addition to visual test for consistency and homogeneity. To keep the concrete temperature under control (maximum permissible temperature being 32 degree C), chiller systems are provided in the batching plant to cool the water before dispatching into the mixer.

Sample for compressive strength tests and durability test such as Rapid Chloride Penetration Test and Water Permeability Test are collected and the concrete is transported from the batching plant to the concrete station through the flying bucket fixed with vibrator for free flow of concrete; alternatively in a stationary setup through transit mixers, for pouring through concrete bucket to ensure homogenous casting.

Finishing
Surface Finishing is achieved by working the top surface of the segment with steel square pipe to get the accurate thickness of segment. Early trowelling is done to achieve reasonably smooth level. The segments are then covered with polythene sheet to prevent drying out.
Steam Curing: This is applied after the initial setting of the concrete is achieved, for obtaining early demoulding strength. Total time for steam curing is usually 4 – 6 hours. Application of steam is not done directly on the concrete and requires 100% relative humidity to prevent loss of moisture and for proper hydration of the cement. A manual steam curing system consists of steam inlets from the main steam line of boiler along the floor below the enclosing segments. Thermal sheets are used to keep the moulds covered during the curing process.

In the automated system, a curing chamber is incorporated, the steam is passed into the chamber through pressure-controlled valves. The temperature and humidity are controlled and monitored using sensors. The rate of increasing and decreasing the temperature for steam curing should not be more than 22°C per hour to ensure the segment is not subjected to thermal shock. The maximum temperature adopted was 65°C.

Demoulding, micro finish / inspection and Segment marking: When the concrete attains the required minimum compressive strength of 12 N/mm2 as per the design requirement, the naturally cooled segments are demoulded with specialized lifting devices (Vacuum Lifter) and stacked in the inspection area where they are checked for post-concrete dimensions and surface finish. Any repairs such as pin hole and edge damages are rectified and finished using high strength repair and bonding agents.

The devices used for segment handling (lifting, tilting, turning and stocking) are designed with full safety, i.e., incase of a power failure or otherwise, these machines can hold the segments for 30 minutes. Demoulding of the segments from the original mould is a critical activity since after curing the segments inside are quite hot and sensitive. Any damage to segment while handling leaves a permanent damage to it.
A coating of curing compound was applied on the surface of segment immediately after demoulding as an alternate arrangement for water curing. The segment surface temperature during application of curing compound should not be more than atmospheric temperature + 20°C.

The final finished segments are then marked with a unique identification number and shifted to the storage area where they are stacked vertically using timber spacers of specified length and cross sections in the intrados, and arranged in prescribed alignment for uniform loading of self-weight during storage.

The stacking design and methodology depend on the self-weight of the individual segments, Uniformly Distributed load from the self-weight of the segments, length of segments, no.of segmetns to be stacked and Bending moments generated at the centre and at the supports. Hence stacking the segments as per the approved design and methodology is crucial to maintain the segment integrity.
Quality Control: In order to ensure the stringent quality and durability requirements, addition to the regular Quality control tests on raw materials, cement, steel and concrete, a range of elaborate and specialized tests are performed prior to, during and post the manufacturing process such as the Alkali Silica reactivity test on aggregates; reflective index, absorption and test for film thickness of curing compound; and field pull-out test for grout socket.

The RCPT and WPT were conducted at 28 days, with a permissible value of 1000 Coulomb and 10 mm respectively.
Since the segments are expected to fit perfectly in the tunnel, it is important to ensure the dimension of segments manufactured in the casting yard are within strict tolerance limits of +/- 2 mm. To achieve this, the moulds are inspected and calibrated at least once a month.

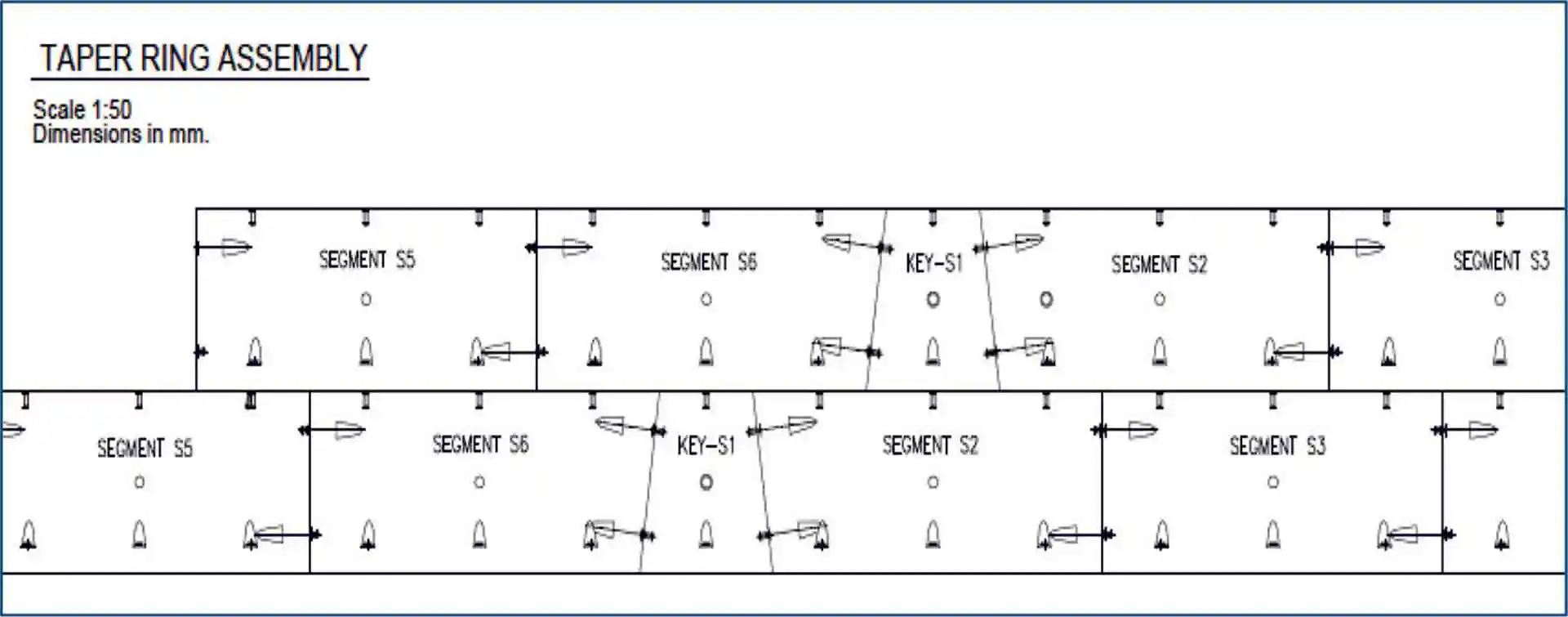
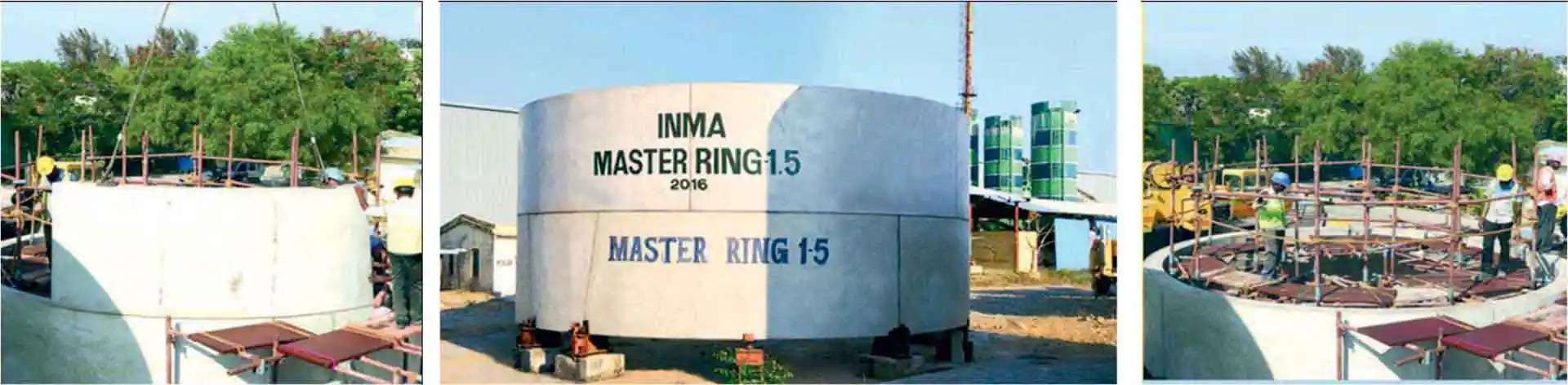
Further, for every few 100 rings manufactured, a trial ring was assembled in the casting yard to practically check the dimensional accuracy of segments produced.
Safety and Occupational Health: Such kinds of high precision and continuous jobs require the Engineers, Technicians and workers to remain focused during the working hours – continuous, high attention work pattern leads to monotony causing depression, which in turn affects the safety, quality and productivity. Hence, strict safety policy and PPE practices are followed in and around the work premises.
To address these concerns in our Projects, in addition to the mandatory Tool Box Talks and Safety Induction, frequent safety, skill training, upgradation programs, PT Sessions, Yoga, motivational programs, counselling and job rotation were adopted. Eye check-ups and medical camps were conducted regularly.

About INMA
INMA is a multi-service contracting company with experience in a range of specialized and niche fields in India and overseas. It has executed several prestigious and strategic projects such as the Maldives Airport Building, Maafushi Jail house Complex in Maldives, FIFA Football Stadium in Port Blair, Entrepreneurial Technical Development Centre in Senegal and Manufacture of Underground Precast Segmental Lining for Metro Projects in India.
Published on:
09 October 2019
Published in: NBM&CW October 2019
Share:
We Value Your Comment