
Use of Ferrocement for Construction of Mini Check Dams and Diversion Structures
P. C. Sharma, Retired Head, Material Sciences, CSIR-Structural Engineering Research Centre, Ghaziabad, Chief Editor, NBM&CW, New Delhi. Dr. Rajeev Goel, Senior Principal Scientist, CSIR-Central Road Research Institute, New Delhi.
Introduction
Mini check dams are constructed across small and shallow rivers/streams or water catchment areas for diverting water flow to the sources of collection / storage or for diverting water into mini-canals. These structures are needed in large numbers, especially in hilly areas where the volume of available rain water run-off is quite large and small check dams are often constructed as barrier for stopping and diverting rain water flow to surface / underground tanks for storage of sufficiently large quantity of water. Stone or brick masonry have been used for construction of these structures. Dry stone stacks, lined with wire mesh/ crating (Fig. 1), wooden logs and sand bags are other materials in use at present. These methods of construction are time consuming and need very large amount of construction materials posing handling problem, do not provide water-tight barriers, can get easily damaged, higher cost and need frequent repairs. Mini check dams are mostly constructed in interior / difficult areas where transportation of materials and manpower for construction and maintenance is very difficult.
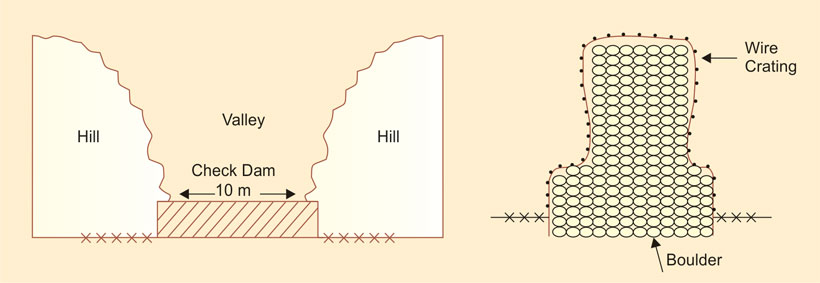
Figure 1: Cross section of a dry masonary chek dam at Ranichauri Tehri, Uttarakhand
To reduce the construction time, expenditure on maintenance and for providing leak-proof diversion structures, SERC(G) took the lead for development of mini check dams as part of National Drinking Water Mission, project of Government of India. Complete technology for construction of ferrocement mini check dams for heights upto 1.5m (suitable for shallow streams in hills and foothills) was developed at SERC(G) in 1986-87 and was demonstrated furing NDWM Training Programmes between 1988-92 period organised for Phed engineers, NGOs, and RES engineers in several states.
What is Ferrocement?
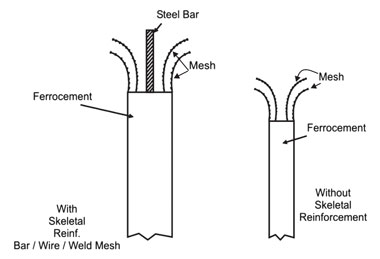
Figure 2: Ferrocement with or without skeletal reinforcement
Apart from these, ferrocement has proved to be a very successful composite material for waterproofing, rehabilitation, and retrofitting of RCC and masonry structures.
Constituent of Ferrocement
The constituent of ferrocement are as follows: Cement, Sand, Water, Wire mesh, Admixtures, and Skeletal reinforcement
The cement used is normally Ordinary Portland Cement (33 or 43-grade). The well graded fine aggregate should comply with grading zone II of IS: 383-1970. Potable tap water (free from chlorine residue) is considered best for mixing mortar / micro-concrete, and curing. Steel wire meshes (Hot dip galvanized) are used to enhance the resistance to cracking, which is achieved due to the closely spaced small diameter reinforcement spread throughout the thickness and area of the ferrocement layer and high bond between reinforcement and matrix. Few selected admixtures such as pore sealants, bond improvers, and plasticizers are added to improve the workability, bond & strength, and water resisting properties. Skeletal reinforcement is used just to give the desired shape to ferrocement elements and for taking handling stresses.
The thickness of ferrocement elements generally varies from 10 to 50 mm whereas for water proofing rehabilitation & retrofitting applications, it varies from 16 to 50 mm depending upon type of structures and site specific requirements. In ferrocement construction, the minimum mesh reinforcement provided is 0.3% by volume. This may change depending upon the nature of the job. Two to six number of layers of hot dip annealed galvanized mesh reinforcement has been found adequate in most of the cases. Minimum cover to outermost layer of wire meshes is usually 4 to 5 mm which is enough due to the use of fine grain polymer modified matrix Square or Rectangular shape meshes performan better then Hexagonal meshes.
Details of Developed Technology
Precast Units

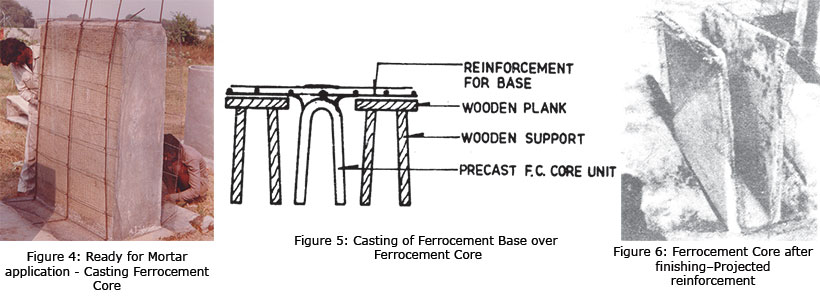
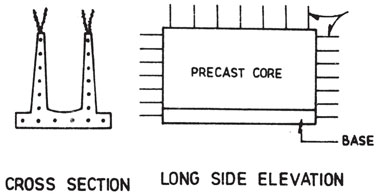
Figure 3: Precast Ferrocement Core Masonry Mould and Skeletal Reinforcement
Mortar is applied by hand and compacted using an orbital vibrator, specially developed by author1. The cement sand mortar (or micro-concrete), used for casting, is designed to have a minimum compressive strength of 25 MPa at the age of 28 days. The cast unit is de-moulded after 24 hours period and then cured for next 24 hours. After a gap of 48 hours, the unit is lifted of the mould, inverted and the RCC base is cast (Fig.5). Segment unit with base is inverted after 36 hours of casting and inside is finished with cement: sand mortar using the same mix as used in the casting of core unit. A coat of cement slurry is applied before applying the finishing layer for improving bond with the precast surface. Figure-6 shows a finished segment.
Jointing of precast segments
After attaining enough strength, sufficient to resist handling and transportation stresses, the segments are shifted to site. After the excavation for foundation as per design, the foundation concrete is laid and compacted.
The precast units are placed in position over the foundation concrete after laying of bed mortar. The laps for projecting reinforcement bars and meshes are fixed and tied with the reinforcement of the adjoining units (Fig.7, 8,9).
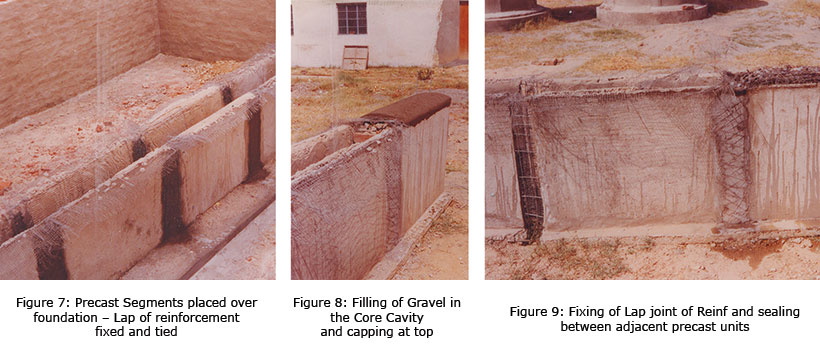
Mortar is then applied over the joints and compacted. After 24 hours, sand/soil or gravel is filled in the cavity of the segment upto the top level (Fig.8) and the reinforcement projected is bent and the top is sealed with mortar layer.
In case of soil filling, a layer of plastic sheet placed over soil surface helps in separating top Ferro cement layer from soil. In case, the gravel filling is used, plastic sheet is not necessary, as some part of mortar will enter into the gravel cavities and provide anchorage to the sealing layer. Joints and sealing layer is cured for at least 7 days. Figure-7,8,9 shows a cross-section of a Ferro cement assembled check dam.
The basic information about the system has been provided in this paper but the structure needs to be designed as per the site conditions and requirements.
Test on Prototype Structure and Requirements
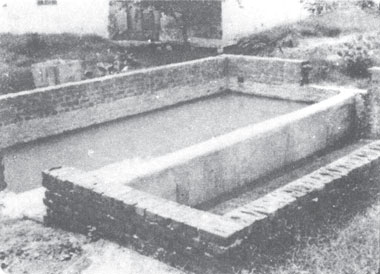
Figure 10: Ferrocement Check Dam 6m long under test at SERC(G) 1988-92
The system developed at SERC(G) can be easily adopted for various other uses in hill road construction, soil conservation projects, and irrigation projects for providing support to soil.
Economics
Ferrocement check dams, developed at SERC, are cost-effective when compared with solid brickwork or stone masonry structures and save quantity of cement upto 20%. The saving in construction time can be upto 25%. Further, these can be constructed by local persons, just after one-day training. By this, employment is also generated at local level.
Use of Developed Technology for Construction of Mini Check Dams and River Training structures
Figire 11: Precast Ferrocement Check Dam Segment
Openings for discharging the excess water can also be provided by modifying the joint areas. Check dams are assembled using segment units of smaller lengths (1 to 1.5m), depending upon the load handling and transportation facilities.
This developed technology is also found suitable for making guide bunds and diversion walls for bridges and river training works. Tests were carried out on both these types of structures from 1988 to 1992, and the results were very encouraging.
The dissemination of this technology was included in training programs-cum-demonstrations organised for National Drinking Water Mission in various states of the country for Public Health Engineering and Rural Development Department officials as well as for NGOs.
Special Vibration Device
A special vibration device was developed for thin ferrocement layers by author1 by modifying an orbital vibration device. This was successfully used for producing FC checkdams, segmental water tanks, Roof and walling units at SERC (G). If a ferrocement surface is vibrated during casting its strength, durability and service life is increased considerably.
Durability of Ferrocement Structures
Ferrocement is a highly durable composite construction material suitable for even producing Boats. There are examples when F.C. structures behaved and remained in use for many decades. InSharma India itself, F.C. water tanks constructed in 1974 are still in use. FC waterproofing treatment applied in 1976 is still intact. Some of the experimental structures produced during FC R&D work at SERC(G) (during 70-80) were in good shape till 2010 when these were dismantled to recover space. These included water tanks, grain bins, biogas holders, and a building using two leaf panel walls.
Acknowledgments
Financial support from National Technology Mission on Drinking Water is greatly acknowledged for funding this project which was carried out at SERC, Ghaziabad as a part of Drinking Water Mission project.
References
- Sharma P.C. (1988), ‘Ferrocement structures for rain water harvesting schemes’, National seminar on issues of drinking water in hilly areas, Nainital, September.
- Sharma P.C. (1999), ‘Construction techniques, casting, installation and maintenance of ferrocement products’, Keynote lecture in workshop on Ferrocement for Housing Development, February, The Institution of Engineers (India), Nagpur.
- Sharma P.C. (1990), ‘Rain water harvesting techniques for drinking purposes’, Lecture Notes published for National Drinking Water Mission – Department of Rural Development, Government of India, March.
- Sharma P.C. (1991), ‘Construction techniques, casting, installation and maintenance, Proceedings of Ferrocement Training Course at AuroviIle Building Centre, AuroviIle (Tamil Nadu), February.
- Status Report on CSIR Programmes for National Drinking Water Mission - Published by CSIR, New Delhi.
- Sharma P.C. (2013), ‘Construction and repair techniques for ferrocement applications’, Proceedings of International conference on Trends and Challenges in Concrete Structures’, Ghaziabad, December, pp.658-676.
Published on:
11 October 2017
Published in: NBM&CW October 2017
Share:
We Value Your Comment












