
Use of Factory Made Reaction Generating Liquid (RGL - SRGPJ1) to Produce Geopolymer Concretes

Geopolymer binders, formed by alkaline activation of aluminosilicate precursors, are attracting interest as “green” cements because of their use of industrial wastes such as geothermal silicas, fly ashes and mineralogical slags as source materials. There is the possibility to achieve a significantly lower CO2 emission per tonne of concrete in comparison with OPC. With increasing production volumes, they can become cost-competitive with Portland cement. They have found utilisation in major infrastructure projects internationally, initially in the former Soviet Union and in China, and now increasingly in Australia and elsewhere, since the political and financial incentives for CO2 emission reductions are growing.
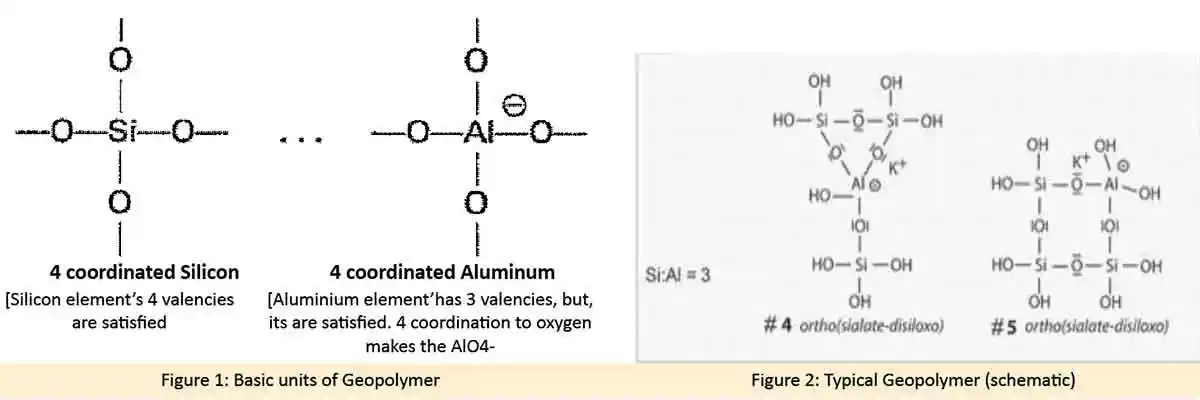
There are many aspects in the geopolymer synthesis chemistry and geopolymers are considered as High alkali (K/Na-Ca –Poly–Sialate-Siloxo) binder with network of Si, Al and charge balancing ions. For a chemical designation, geopolymers based on silico-aluminates, the term ‘poly (Sialate)’ [Sialate is abbreviation of silicon-oxo-aluminate; Sialate= Si – Al - ate] was suggested. The Sialate network consists of SiO4 and AlO4- tetrahedra linked alternately by sharing of all the oxygens. Positive ions , {Na+, K+, Li+, Ca++, Ba++, NH4+, H3O+ }must be present in the molecular framework cavities to balance the negative charge of Al+3 in IV coordination. Some related structural units are presented in Fig 1.0 and Fig 2.0. The linkages shown in Fig. 2 become feasible due to presence of alkali metal ions such as Sodium or Potassium (for the purpose of Charge balancing in the Molecular chain) when the 4-coordinated Silicon is substituted by 4-coordinated Aluminium (Fig 2).
Geopolymers are a broad class of materials produced by the dissolution and poly condensation of alumino silicate in highly alkaline medium. This class of material is also commonly referred to in the literature as “Inorganic polymers” or ‘alkali activated cements’. They can be produced from a wide range of source materials which in turn gives them a wide range of physical properties. This allows geopolymers to exhibit properties that can make them suitable for applications ranging from conventional binders to high end applications including the fields of Energy, Space, and Nuclear fields. In particular, the Geopolymers (GPs) can function as binder similar to Portland cement.
Geopolymer Synthesis: The alumino-silicate polymers are made from powdery Geopolymeric Source Materials (GSMs), whose chemical oxide composition consists of Al2O3 and SiO2, the most common examples being: Fly Ash (FA) and Ground Granulated Blast Furnace Slag (GGBS). For this powdery mix, a liquid known as Reaction General Liquid (RGL) – SRGPJ1 is added for initiating the binding action creating reaction called geopolymerisation. The RGL basically raises the Si/Al ratio in the aqueous solution to enable faster condensation reactions (of the geopolymerisation) to produce geopolymers of desirable characteristics.
At present, in the present case, an optimised RGL formulation is made available for the personnel working in the field of the Geopolymer Technology, to generate geopolymerisation reactions at ambient temperature conditions for the GSMs made from mainly several combinations of FA and GGBS for varieties of applications. The composition of RGL is selected in such a way as to generate the geopolymerisation reactions at ambient temperature conditions and to maintain proper ratios of Si/Al Na/Al and Na/Si needed to form the geopolymeric network structure. The formation and stability of the binder using the SRGPJ1 with varied proportions of FA and GGBS have been confirmed by Standard test methods/protocols by SRM team. Various samples of SRGPJ1, the role of ions/species present in it and their participation during the reactions are well studied and the stable geopolymer binders with required structural features were found to get formed.
Patenting and IPR related processes are under way. During the preparation of RGL, a very careful relative proportioning of alkali hydroxide and alkali silicate solutions becomes essential. In the present case of factory made RGL, a few special chemical additives were identified and added for obtaining the improved properties of geopolymer mixes at fresh and hardened stages.
Main features of Geopolymer Concrete (GPC), as different from Conventional Concrete (CC) are:
- 100% replacement of Portland cement by powdery Geopolymer Source Materials
- 100% usage of RGL (basically, an aqueous solution) in preparation of fresh concrete mixes, in place of mixing water in CC.
Properties of RGL (Reaction Generation Liquid:-SRGPJ1
- The density of the RGL is in the range of 1.20 +/- 0.05 kg/lit.
- Viscosity of the liquid is in the range of 25-50 Centipoises depending upon the ambient temperature and humidity conditions.
- The storage life of the RGL is generally 30 days when stored in airtight containers, inside the building without direct exposure to heat, sunlight and rain, etc. It may be noted here that in one of the field trials, it was found that the RGL was working very well for more than 60 days also after transporting to the field which was at a distance of more than 1000 km, when rational storage conditions were made available.
- The present RGL is formulated to suite GSMs containing Fly Ash and GGBS where the GGBS content is about 50% to 80% (i.e., the balance Fly Ash being 20% to 50%), for concrete strengths in the range of 30-50 MPa; higher GGBS contents give higher levels of concrete strengths in faster way
- When the Fly Ash content of GSM is 75% and more, the strength levels obtained in the geopolymer concretes could be in the range of 5-30 MPa. These strengths are mostly useful for masonry applications such as building blocks, etc.
- The strengths mentioned above are only indicative in nature and the actual values depend upon:
- properties of ingredients of GSM
- mix proportions
- RGL content in the mix
- ambient temperature and humidity conditions
- curing regimes adopted, etc.
- The RGL solution mentioned here could contain some minor amounts of chemical additives which aid in enhancing the performances of the geopolymer mixes, especially during fresh concrete stages only.
- The composition of RGL - SRGPJ1 is suitable for achieving strength levels in GPCs similar or higher levels, compared to many conventional concretes, with the faster rates of strength development and also to reaching higher levels of durability in many geopolymer formulations and field conditions. The GPCs have almost no alkali-aggregate reactions.
- It is to be noted that the actual strength and rate of development of strength achieved are dependent on various parameters such as mix propositions, liquid / solid ratio, chemical and physical properties of Fly Ash and GGBS, ambient temperature and humidity conditions, mixing equipment, curing regime and duration, etc.
- The users of RGL can modify their existing concrete/mortar mixes (with satisfactory workability/mouldability) based on following guidelines in general:
- For workability
- The ‘Q’ kg of mixing water can be replaced by ‘1.18*Q’ kg of RGL (Table 1). However, if the mix can be made with quantity lesser than this, it should be adopted. It is always preferable to use RGL as much less as possible.
Table 1: OPC and GSM equivalents (for equal absolute volumes) (a) Weight equivalents
Details in Table 1(b)(b) Nature of GSM wrt OPC OPC GSM, Wt OPC FA in GSM GSM, Wt GSM, Abs Vol. OPC FA GGBS Total FA GGBS Total FA GGBS Total Kg kg kg kg kg % Vol % Wt kg kg kg litres litres litres litres 100 60 10 70 100 90 87 60 10 70 28.6 3.2 31.7 31.7 100 54 19 73 100 80 74 54 19 73 25.4 6.3 31.7 31.7 100 47 28 75 100 70 63 47 28 75 22.2 9.5 31.7 31.7 100 40 37 77 100 60 52 40 37 77 19.0 12.7 31.7 31.7 100 34 47 81 100 50 42 34 47 81 15.9 15.9 31.7 31.7 100 27 56 83 100 40 33 27 56 83 12.7 19.0 31.7 31.7 100 20 65 85 100 30 24 20 65 85 9.5 22.2 31.7 31.7 100 14 74 88 100 20 15 14 74 88 6.3 25.4 31.7 31.7 100 7 83 90 100 10 7 7 83 90 3.2 28.6 31.7 31.7 100 0 93 93 100 0 0 0 93 93 0.0 31.7 31.7 31.7 GSM = Geopolymeric Source Material - The powdery portion of CC i.e., Portland cement powder should be replaced powdery GSM in equal absolute volume basis. Towards, a tentative for every 100 kg of OPC, the quantity of FA and GGBA required is given in Table 2.
Table 2: Water and RGL equivalents
(for equal absolute volumes)Water Kg 160 170 180 190 200 RGL Kg 189 201 212 224 236 RGL = Reaction Generating Liquid - The inert filler portion in the form of coarse and fine aggregates, of the CC can remain same essentially. However, minor adjustments in actual quantities may be required in some cases.
- The ‘Q’ kg of mixing water can be replaced by ‘1.18*Q’ kg of RGL (Table 1). However, if the mix can be made with quantity lesser than this, it should be adopted. It is always preferable to use RGL as much less as possible.
- For strength
Trials on GPC mixes should be made with different GSMs consisting of various combinations of FA and GGBS and the combination meeting the requirement of concrete strength can be selected. - Admixtures
In general, admixtures of CC (such as superplasticiser) should be avoided since they are not developed for GPC mixes and their presence may affect the strength and its development rate.- The present RGL is generally formulated for making geopolymer concrete mixes suitable for demoulding operations within 24 hours of casting. However, hot air and / or steam curing can also be adopted to get accelerated strength gain
- It is recommended that immediately after casting, the moulds containing fresh geopolymer concrete mixes should be covered with wet gunny clothes so that there is no loss of liquid (RGL) from the mix, i.e., drying is avoided.
- When the RGL is used for production of building blocks/pavers, it is necessary to keep the freshly moulded blocks under the shade within the building and without any direct exposure to sun, wind, high temperatures, etc. At least up to 24 hours (preferably up to 48 hrs) after moulding, the blocks must be covered with wet gunny clothes or stored in a curing area/room where humidity is more than 95%
- The characteristic tests should be carried out on RGL at the users-end regularly and they could be specific to the requirement of the any particular applications
- The strength levels for Geopolymer Concretes mentioned herein are only indicative in nature, but, strengths much higher the indicated here is possible, if suitable mix ingredients and formulations are identified by separate study and used
- In geopolymer technology, it is preferable to use weigh-batching only and hence, volume batching must be avoided
- The RGL stored in the drums and other storage vessels should not be exposed directly, at any time, to atmosphere since the RGL is prone to carbonation reaction due to CO2 available in the atmosphere.
- It is generally recommended to adopt suitable safety measures and tools such as hand gloves, safety glasses, gum boots, etc, which are usually adopted for Portland cement (PC) based activities.
- RGL is not edible and they should be kept away from children. Touching and mixing with bare hands must not be done.
- Direct contact with eyes should be avoided.
- Any addition of extra water without prior tests should not be permitted
- General precautionary and safety measures as applicable to handling of alkali hydroxide and silicate solutions must be adopted here also.
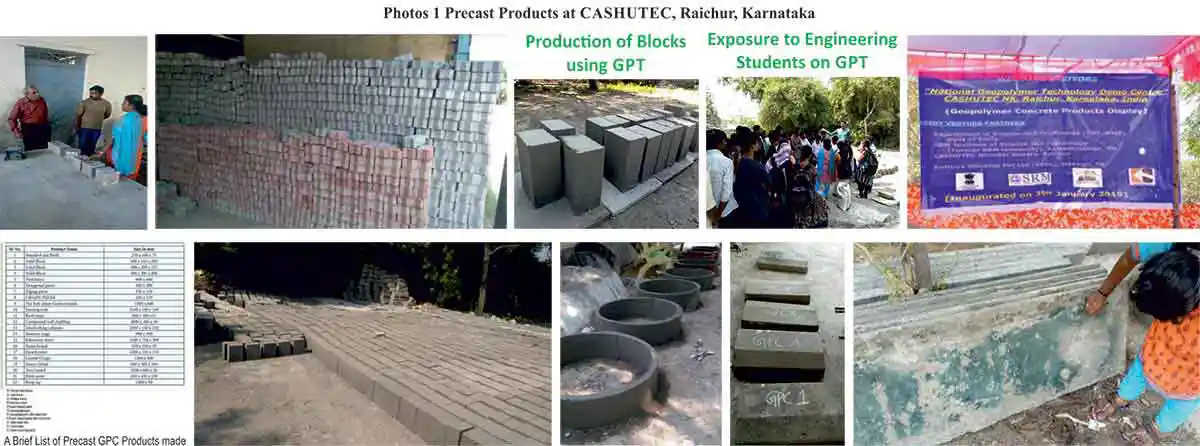
Precast Products at CASHUTEC, Raichur, Karnataka
More than 5 tonnes of RGL was procured from KSPL, Madurai and many GPC mixes were prepared to cast many products using the ingredients available (such as sand, coarse aggregates, quarry dust, fly ash, GGBS, etc) and the mixing and casting facilities available (Photos 1, Table 3). A National Geopolymer Technology Demo Centre was inaugurated on 30 Jan 2019 at Raichur where more than 30 products are displayed.
| Table 3 Precast Products at CASHUTEC, Raichur Karnataka (These can be made both from fly ash concretes and geopolymer concretes) |
|
|
|
|
|
|
|
|
|
GPC Road at Raigad, Chhattisgarh
More than 80 tonnes of RGL was supplied by KSPL, Madurai and after many trials, suitable GPC mixes were developed to lay a demo stretch of fly ash-GGBS Based Geopolymer Concrete road using conventional mixing, transportation, road laying equipments (Photos 2). The field engineer having more than 2 decades of experience in road construction expressed his satisfaction at the nature of GPC mixes produced. There are plans to adopt these mixes for relaying several kilometres and efforts are being to install the RGL production facility in Chhattisgarh itself.

GPC Building Blocks at SRMIST
The RGL of KSPL, Madurai was used in production of several GPC mixes to cast several types of pavers, building blocks, etc with the help of regular vibro-compaction electric operated block production machine available with private agency nearby to SRM Campus. (Photos 3).
GPC Pavers at Commercial Concrete Block Production Plant in Chennai

The RGL was used in a running concrete block production factory in suburbs of .Chennai to produce pavers of several shapes and sizes which were either similar or often superior properties to Portland cement concrete based products. The costs of production of these high strength GPC paver/building blocks were found to be lower than those of conventional products (Photos 4).
Egg Laying Type Machine for GPC Block Production in Chennai
The on-site production of GPC blocks with the RGL was demonstrated using an Egg Laying Type of Block Making Machine. Traditional mixer machine, transport, and machine etc were found to be useful to produce blocks with strengths in the range of 5 to 15 MPa which is enough for any masonry application in general (Photos 5).

Advantages of Factory Made RGL
- Civil Engineers on field would find it difficult to understand, prepare and measure the molar concentration of Sodium Hydroxide solution. Another component of Alkaline Activator Solution described in the literature is commercially available factory made Sodium Silicate Solution (SSS). Actually the term ‘Sodium Silicate’ does not represent the unique single chemical, but, it can be considered as a generic name for the chemical with oxide compositions of Na2O and SiO2 in variety of proportions. When such a silicate solid is dissolved in water, the Sodium Silicate Solution (SSS) is formed. This solution is available commercially in many forms with varying contents of Na2O and SiO2 and their concentrations; each of them could act differently in Geopolymer reactions and hence selection and systematic testing of Sodium Silicate Solution is essential for civil engineering applications so that the desirable Geopolymer reactions occur.
- By using factory made RGL, the GP reactions do occur in GSMs to produce GPC mixes of many varieties with different properties, but, without any necessity for field people to understand the exact chemical composition of the RGL and the details of chemical reactions involved.
- The RGL acts as a liquid component of the concretes mixes in the way of similar to that of the conventional concretes, especially in fresh concrete stages. Therefore, by varying the content of RGL in the Geopolymer mixes, their desired level of workability in GPC mixes can be achieved. In this connection, the Lyse’s rule explaining the effect of water content on the workability of conventional concrete mixes, can be applied to GPC mixes also.
According to Lyse’s rule, the volume of the liquid in the concrete mix largely determines the workability of the concrete mix for a given maximum size of aggregate. Therefore, in designing GPC mix, initial RGL content of the GPC mix can be considered as equivalent to water content on volume basis. However, because of the higher density of RGL compared to water, the RGL content by weight is generally numerically more than that of water content of the corresponding conventional concrete mix.
After fixing the RGL content in the GPC mixes as discussed above, it is possible to achieve various strength levels in GPC mixes by different combinations of Fly Ash and GGBS. Here again, by developing GPC mix, the absolute volume of cement particles can be considered and replaced by the fine particles of Fly Ash and GGBS on equal absolute volume basis. Towards this, Table 2 of this technical note can be as the reference. - Using the guidelines mentioned in this note for determining the RGL, Fly Ash & GGBS contents, GPC mix design will be largely similar in general to that of conventional concrete.
- Since the factory produced RGL commonly produces sufficient strength within 24 hours of mixing and casting for most of the combination of Fly Ash & GGBS, the demoulding time is not much different from that of conventional concrete.
- Since the strength gain in GPC mixes occur by Geopolymerisation reaction, there is no necessity for creating external conditions thereby the GPC get cured by just exposure to ambient room temperature conditions. This simplifies the construction practises in the field since the much needed external curing to needs of the conventional concrete is completed eliminated in case of the GPC mixes.
- As a strength gain in mechanism in GPC is by polymerisation, not by hydration reactions, the rates of strength development of the GPC are generally more than the conventional concretes. This is advantageous in the field conditions, especially in precast situations.
- In the absence of the factory made RGL, the published literature shows that the field engineers have to adopt the cumbersome process of preparing alkali hydroxide solutions of required molarity and mixing with commercially available alkali silicate solutions which need very careful selection. This step is eliminated when the factory RGL is used thereby simplifying the processing of GPC mixes in civil engineering field applications.
- It is noted here that the preparation of NaOH solution involves generation of large quantity of heat. This stage is taken care now in the plant producing RGL. Hence, elaborate special requirements of equipment and procedure to produce NaOH in very large quantities is completely eliminated in the construction field. This is a major factor for simplifying the preparation of GPC mixes on the site.
- Though the factory produced RGL is basically a Sodium Silicate Solution the formulation of this RGL is made suitable for producing GPC containing Fly Ash and GGBS. This eliminates the need for Portland cement to produce concrete mixes in the construction field.
- The production of RGL in the factory ensures consistent Geopolymer reactions in the GPC mixes for any civil engineering applications.
- The geopolymerisation reactions are intrinsic in nature, without any need for external curing operations. This means, GPC with the factory produced RGL are of self curing in nature as just exposure of the demoulded GPC components to the ambient conditions is enough for strength development purposes.
- The water used for external curing of conventional concretes after demoulding is eliminated in the case of GPCs. This means the water requirement in construction field is reduced considerably, which is a highly welcomed features of GPC technology.
- The Embodied Energy and the Embodied CO2 Emission contents of Portland cement are about 4 GJ / tonne and 0.7 to 0.9 tonne / tonne respectively. These are very high values and contribute mostly to the high carbon footprint of the conventional concretes. The GSMs such as Fly Ash and GGBS have almost negligible amount of Embodied Energy and Embodied CO2 Emission, the carbon footprint of the GPC mix is much smaller than that of conventional concrete. The published literature indicated that there is a saving of more than 50% in respects of Embodied Energy and the Embodied CO2 Emission contents.
- The basic source materials used to manufacture the present RGL are common chemicals and, therefore, a sustainable long time production of RGL is possible.
The carbon footprint is measured by two parameters:
- Embodied Energy (EE)
- Embodied Carbon-di-oxide Emission (ECO2e)
Economics of Geopolymer Concretes with Factory Made RGL
- The cost of RGL determines in a major way, the economics of GPC. But, the actual cost of RGL on site depends actually on the the practical of application itself.
Case A:
The manufacturer of RGL when supplies it in small quantities, for trial studies/experiments, the cost will be towards the expenditures involved in packing the liquid in small containers (such as 25,50 litres) and transporting them to the places of trials mixing. This kind of procurement of RGL will be considerably more and hence, this price should not be used for calculating the economics of Geopolymer Concretes in a field situation.
Case B:
The manufacture can supply the RGL in 200 litre drums for actual field applications. Here, the cost of GPC could be supplied at much lesser cost than in Case A. (Case B cost can be about 40% less than the cost mentioned in Case A).
Case C:
In a large project, obtaining the RGL in 200 litre drums may be inconvenient, hence, there would be a necessity for establishing RGL production facility in the field itself. This type of RGL production would cost much less than that of the Case A and Case B. However significant capital investment may have to be made to fabricate the elaborate large storage tanks, piping and pumping systems etc.
In case of the very large size of the project, the initial capital expenditure can be justified. Then the RGL can be made available at very low cost and hence the GPCs could cost much less than that of conventional cement concretes, especially in case of higher grade of concretes. - The above cases of A to C refer only to the intrinsic material related cost of the RGL at the site. However, since GPC does not use any Portland cement, EE and Embodied ECO2e emission contents of the GPCs would be at least 30 to 40% lower than that of conventional cement concretes. Considering the ecological damages caused on use of high carbon footprint materials and some realistic economic / financial cost of saving the ecology damage is considered, then, the effective cost GPC could be, in most of cases, much lower. In Green Ratings of the construction, use of GPCs in place of CCs should be allotted more points.
List of Abbreviations
GPs = Geopolymers
FA = Fly Ash
GGBS = Ground Granulated Blast Furnace Slag
RGL = Reaction General Liquid
GSMs = Geopolymer Source Materials
CC = Conventional concretes (
GPC = Geopolymer Concrete
Project team on-Factory Made Reaction Generating Liquid for Field Production of Geopolymer Concretes
SRM Team
Mr N. P. Rajamane PhD, Head, CACR,
Mrs R Jeyalakshmi PhD, Professor of Chemistry, rajyashree64#gmail.com
Mr M Dhinesh, Ex-Scientific Officer, CACR,
Mr Baskar Sundararaj, Technical Officer, CACR,
Mrs T. Revathi, Ex Project Officer, CACR,
Dr (Mrs) M. Sivasakthi, Ex-Senior Research Fellow, CACR,
Mrs Rinu Jose, Ex-Senior Research Fellow, CACR,
Mr Bharat Rajendran, Junior Research Fellow, CACR,
Mrs Adithya Lal, Junior Research Fellow, CACR,
Mr C Boopalan, PhD scholar, CACR, and Chief, CBN Consulting Engineers, Chennai,
KSPL Team
Mr K Gnana Prabhakaran, Managing Director, KSPL
CASHUTEC Team
Mr S M Patted, Executive Officer, CASHUTEC
Mr Ravikumar, Engineer (R&D), CASHUTEC
Mr Surendra Patil, Engineer (R&D), CASHUTEC
Centre for Advanced Concrete Research, Utilization Technology Conservation (CASHUTEC) Kattankulathur 603203 Tamil Nadu Karnataka www.srmuniv.ac.in
Kuttuva Silicates Private Limited (KSPL), Theppa Kulam Colony Madurai – 625001 Tamil Nadu
Centre For Ash And Environmental Raichur-584170
Published on:
17 May 2020
Published in: NBM&CW May 2020
Share:
We Value Your Comment












