
Strength behaviour of M25 and M45 concrete incorporating accelerators and stone waste
Kiran Devi, Babita Saini, Paratibha Aggarwal, Department of civil engineering, National Institute of Technology, Kurukshetra, India
Concrete is an important and consumable building construction material on the earth. The growth in construction industries leads to increase in demand of cement, which is energy intensive and natural resources consuming. The emission of carbon dioxide and green house gases increased with the increase in cement consumption. It has become necessary to find alternate materials to cement to reduce its consumption upto some extent (Khodabakhshian et al., 2018; Ashish, 2018).
India is a country with God gifted minerals i.e. metallic, non-metallic, atomic minerals. An estimated amount of 35.342 million ton stone is produced in India. India has 32% contribution in stone production in the world. Rajasthan is the leading state in stone production which contributes 90% to total production in the country. Approximately 250 million tonnes of accumulated waste is generated from calcareous stone. About 15% of the total weight of stone is converted into slurry which consists of 35-45% of water content. The stone industries produced waste during the extracting and manufacturing process of stones. The stone wastes obtain in two forms: solids during extraction of stones in quarries and sludge/slurry during the dimensioning of stones. The slurry is directly dumped into open land; lose its water content and very fine particles are blown by air. The very fine particles of stone slurry cause problems related to respiratory system and eyes of human beings and animals. It is also a potential threat to the surroundings of dumping sites. The direct disposal in land affected the morphology and productivity of soil; and disposal in water courses pollute water and had harmful consequences. The accumulation of stone slurry is the main concern to society and environment (Hussain, 2011; Mashaly et al., 2018). Recycling of waste becomes today’s need to develop beneficial and sustainable end product. Researchers are utilising stone waste as cheapest alternate materials to cement and sand in the construction industries (Vardhan et al., 2015). Waste marble powder (WMP) upto 10% had the satisfactory results in terms of strength and durability of concrete. WMP in combination with silica fume (10%) improved the performance of concrete (Vardhan et al., 2015; Rana et al., 2015; Khodabakhshian et al., 2018; Ashish, 2018). Replacement upto 50% of natural river sand by limestone slurry waste filler enhanced the performance of cellular light weight concrete (Kumar and Lakhani, 2017). The compressive and flexural strength increased with burnt stone slurry (BSS) in mortar mix under autoclave and moist curing conditions (Al-Akhras et al., 2010). Stone slurry upto 16% has satisfactory performance in fresh and hardened state of concrete (Almeida et al., 2007). Marble slurry upto 15% enhanced the compressive strength and durability; and also improved the quality of concrete (Singh et al., 2017).
Admixtures are added to concrete before or during the mixing of ingredients to improve certain properties of concrete under different weather conditions i.e. hot and cold weather conditions. Accelerating admixtures are the admixtures which shorten stiffening period and increase strength of concrete at early stage. Calcium chloride is the well known accelerating admixture; but, it is not recommended in reinforced structure due to its corrosive nature. Therefore, need for corrosion inhibitor accelerators raised to be used in mortar and concrete. Calcium nitrate Ca(NO3)2, patented in 1969, is non corroding accelerating admixtures. The efficiency of calcium nitrate (CN) as accelerator depends on belite content and increased with increase in belite content in cement. Calcium nitrate not only accelerates the setting of cement; but, also retains the later age strength; enacts as corrosion inhibitors and anti freeze. Triethanolamine (TEA) is a low tertinary alkanolamine, used as grinding aids in comminution process during cement manufacturing. TEA acts either as accelerator or retarder depending on its dosages (Chikh et al., 2008; Aggoun et al., 2008; Gintautas et al., 2016). Calcium nitrate acted as setting accelerator and triisopropanolamine (TIPA) behaved as hardening accelerator irrespective of cement type. Combination of CN and TIPA enhanced the early age strength and shorten the setting time (Aggoun et al., 2008; Chikh et al., 2008). TEA increased 1 day strength only; but, decreased 3 and 28 days strength (Huang et al., 2010).
Research significance
To minimise the depletion of natural resources and energy, emission of carbon dioxide and green house gases during the manufacturing of cement, it is suggested to use alternate materials to cementitious materials as fractional replacement. On the other hand, admixtures are added to concrete to modify certain properties of concrete. Accelerators are used to decrease the setting of concrete and also development of early age strength which leads to fasten the construction speed by early removal of formworks. In the present study, purpose of amalgamation of SSP with accelerators i.e. CN and TEA is to examine their feasibility and influence on compressive strength, cost and micro-structure of various mix proportions of both M25 and M45 concrete specimens. The aim of study is to select the optimised mix proportion. The optimisation was done on the basis of strength and cost of concrete.
Materials and Test procedure
The influence of stone slurry powder and accelerators i.e. calcium nitrate and triethanolamine on compressive strength, cost and micro-structure of medium strength concrete (M25 grade) and high strength concrete (M45 grade) was studied. The properties of materials used and test procedure have been described below.
Materials
Cement
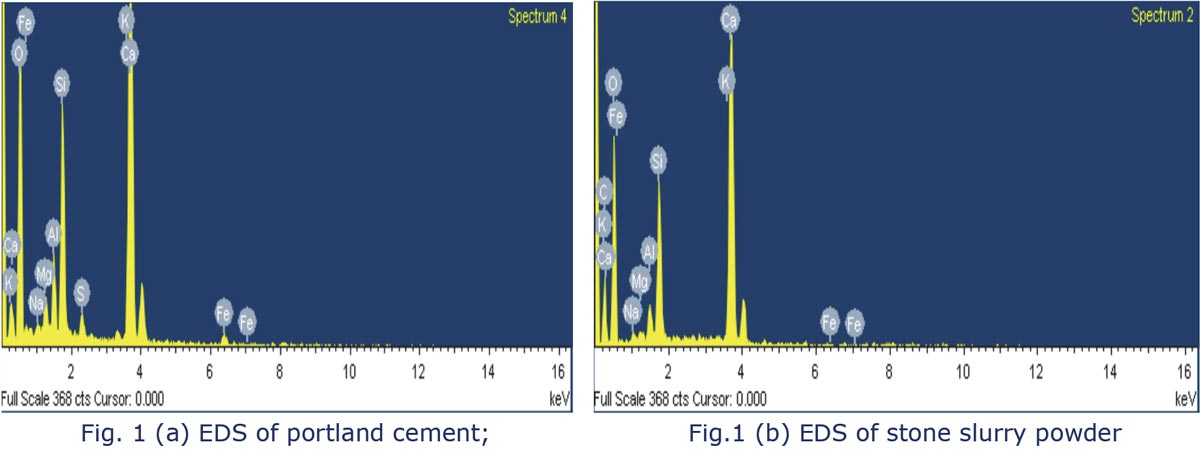
Ordinary portland cement of 43 grade confirming to IS: 8112-1989 was used in the present study. The chemical composition of cement has been tabulated in table 1 and EDS image has been shown in fig. 1 (a).
Stone slurry powder
Kota stone slurry (waste material) was used as a replacement of cement by 7.5% and 10%. Initially, it was in slurry form, it was dried and crushed into finer particles to use in concrete. The chemical composition of stone slurry powder, obtained from EDS analysis, has been given in table 1 and EDS image has been shown in fig. 1 (b).
|
Table 1 Chemical composition of cement and stone slurry powder |
||
| Compounds (%) | Cement | Stone slurry powder |
| CaO | 60.29 | 49.78 |
| SiO2 | 21.42 | 17.01 |
| Al2O3 | 5.91 | 2.92 |
| MgO | 2.65 | 0.61 |
| Na2O | 0.64 | 0.88 |
| K2O | 1.11 | 0.42 |
| FeO | 4.81 | 0.14 |
| Loss of ignition | - | 28.24 |
Fine and coarse aggregates
Coarse sand as fine aggregates confirming to IS: 383-1963 was used in the present study. Coarse aggregates of size 10 mm and 20 mm confirming to IS: 383-1963 were used. The properties of aggregates have been given in table 2.
| Table 2 Physical properties of fine and coarse aggregates | |||
| Properties | Coarse sand | 10 mm aggregates | 20 mm aggregates |
| Fineness modulus | 3.17 | 6.05 | 6.89 |
| Specific gravity | 2.62 | 2.66 | 2.60 |
| Bulk density (loose), kg/m3 | 1646 | 1460 | 1360 |
| Bulk density (compacted), kg/m3 | 1824 | 1650 | 1500 |
Tap water available in laboratory was used during all the experimentation. The water was free from all the impurities and satisfied the specification of IS: 456-2000.
Accelerators
Calcium nitrate and triethanolamine, accelerating nature, were used as additive in the concrete. The dosages of CN (1% and 2%) and TEA (0.05% and 0.1%) by weight of binder were used in concrete mixtures.
Superplasticizer
High range water reducing admixtures (Master Glenium SKY 8233) was used to reduce the quantity of water in the concrete. The dosage of superplasticizer was 1% by weight of binder in concrete of M45 grade.
Mix proportions and Methods
Trial mix proportions (12 mixes for each grade) of concrete mixture for M25 and M45 concrete were prepared and tested for compressive strength. The concrete specimens of size 150 mm x 150mm x 150mm were used for compression test of M25 and M45 grade concrete at 7 and 28 days. The preparation and testing of specimens were done as per IS: 516-1989. Calcium nitrate (1% & 2%), triethanolamine (0.05% & 0.1%) as additive; and stone slurry powder (7.5% & 10%) as replacement of cement was used in the different proportions in concrete and trial mix proportions of M25 and M45 concrete have been given in table 3 and 4. The mix design of concrete was done in accordance to IS: 10262-2009.
| Table 3 Mix proportions of M25 concrete | |||||||
| Mix No. | Cement (kg/m3) |
Sand (kg/m3) |
Aggregates (kg/m3) |
Water (kg/m3) |
CN (kg/m3) |
TEA (l/m3) |
SSP (kg/m3) |
| P1 | 390 | 503.1 | 1088.1 | 167.7 | 0 | 0 | 0 |
| P2 | 360.75 | 503.1 | 1088.1 | 167.7 | 0 | 0 | 29.25 |
| P3 | 390.195 | 503.1 | 1088.1 | 167.7 | 0 | 0.195 | 0 |
| P4 | 393.9 | 503.1 | 1088.1 | 167.7 | 3.9 | 0 | 0 |
| P5 | 394.095 | 503.1 | 1088.1 | 167.7 | 3.9 | 0.195 | 0 |
| P6 | 360.945 | 503.1 | 1088.1 | 167.7 | 0 | 0.195 | 29.25 |
| P7 | 364.65 | 503.1 | 1088.1 | 167.7 | 3.9 | 0 | 29.25 |
| P8 | 364.845 | 503.1 | 1088.1 | 167.7 | 3.9 | 0.195 | 29.25 |
| P9 | 351 | 503.1 | 1088.1 | 167.7 | 0 | 0 | 39 |
| P10 | 351.195 | 503.1 | 1088.1 | 167.7 | 0 | 0.195 | 39 |
| P11 | 354.9 | 503.1 | 1088.1 | 167.7 | 3.9 | 0 | 39 |
| P12 | 355.095 | 503.1 | 1088.1 | 167.7 | 3.9 | 0.195 | 39 |
| Table 4 Mix proportions of M45 concrete | ||||||||
| Mix No. | Cement (kg/m3) |
Sand (kg/m3) |
Aggregates (kg/m3) |
Water (kg/m3) |
CN (kg/m3) |
TEA (l/m3) |
SSP (kg/m3) |
SP (l/m3) |
| T1 | 414.1 | 770.8 | 1055.47 | 131.39 | 0 | 0 | 0 | 4.1 |
| T2 | 383.35 | 770.8 | 1055.47 | 131.39 | 0 | 0 | 30.75 | 4.1 |
| T3 | 414.305 | 770.8 | 1055.47 | 131.39 | 0 | 0.205 | 0 | 4.1 |
| T4 | 418.2 | 770.8 | 1055.47 | 131.39 | 4.1 | 0 | 0 | 4.1 |
| T5 | 418.405 | 770.8 | 1055.47 | 131.39 | 4.1 | 0.205 | 0 | 4.1 |
| T6 | 383.555 | 770.8 | 1055.47 | 131.39 | 0 | 0.205 | 30.75 | 4.1 |
| T7 | 387.45 | 770.8 | 1055.47 | 131.39 | 4.1 | 0 | 30.75 | 4.1 |
| T8 | 387.655 | 770.8 | 1055.47 | 131.39 | 4.1 | 0.205 | 30.75 | 4.1 |
| T9 | 373.1 | 770.8 | 1055.47 | 131.39 | 0 | 0 | 41 | 4.1 |
| T10 | 373.305 | 770.8 | 1055.47 | 131.39 | 0 | 0.205 | 41 | 4.1 |
| T11 | 377.2 | 770.8 | 1055.47 | 131.39 | 4.1 | 0 | 41 | 4.1 |
| T12 | 377.405 | 770.8 | 1055.47 | 131.39 | 4.1 | 0.205 | 41 | 4.1 |
The micro-structure of some mix proportions of both M25 and M45 concrete was studied. The broken samples of concrete specimens, after 28 days of water curing, were taken to analyse the microstructure of the respective samples (Vardhan et al., 2015).
Results and discussion
The compressive strength of trial mixes of M25 and M45 concrete at 7 and 28 days was studied. The results of compressive strength, economical aspects and micro-structure analysis of both M25 and M45 concrete have been given as follows.
Compressive strength
M25 concrete
The compressive strength of different mix proportions of M25 concrete specimens has been shown in fig. 2. It has been observed from fig. 2 that compressive strength increased with the use of stone slurry upto 7.5% replacement of cement due to filling of voids of cement matrix; whereas replacement of cement by stone slurry powder at 10% decreased due to reduction in cementitious materials (Rana et al., 2015; Singh et al., 2016; Singh et al., 2017; Ashish, 2018). Addition of calcium nitrate increased the strength due to increase in lime content (Neville, 1997) and results were in good agreement with Aggoun et al., 2008. Addition of TEA decreased the strength at all curing ages (Han et al., 2015). The compressive strength of M25 concrete of various mix proportions varied from 27.27 MPa to 34.75 MPa at 7 days and 31.86 MPa to 37.79 MPa at 28 days respectively.
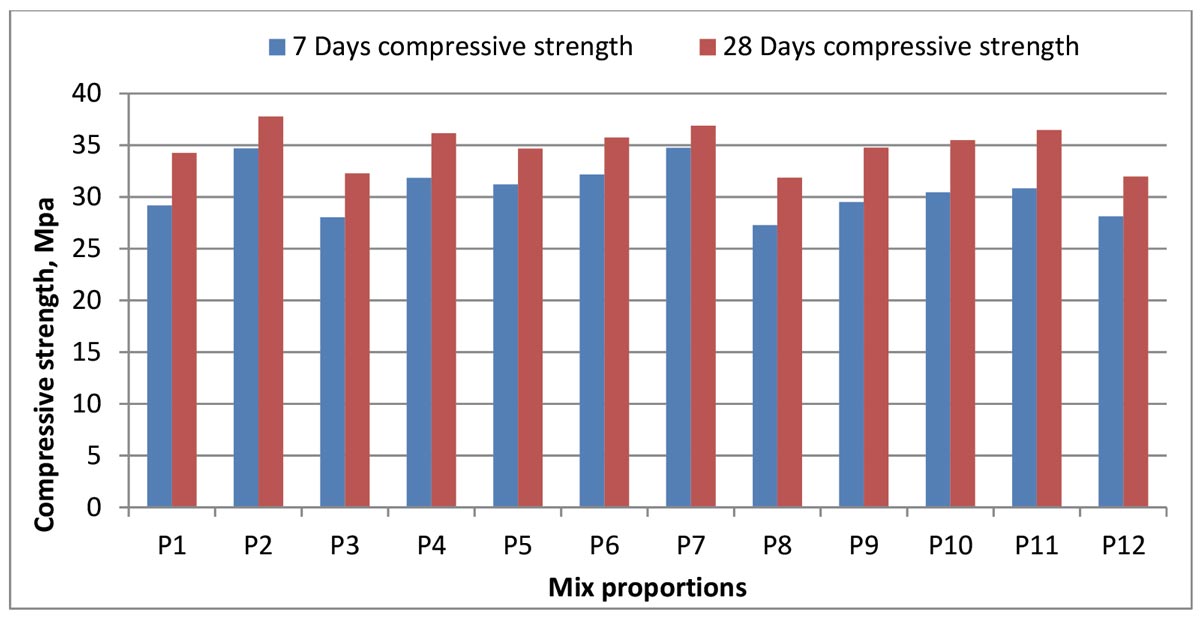 Fig. 2 M25 concrete with compressive strength of various mix proportions
Fig. 2 M25 concrete with compressive strength of various mix proportionsThe addition of CN (mix P4) increased the compressive strength by 8.3% at 7 days and 5.28% at 28 days; while, TEA (mix P3) decreased the strength by 3.93% at 7 days and 5.83% at 28 days in comparison to control mix. Replacement of cement by SSP (mixes P2 (7.5%) and P9 (10%)) enhanced the strength by 15.87% & 1.05% at 7 days and 9.34% & 1.46% at 28 days in comparison to control mix. The compressive strength enhanced by 6.5%, 9.26%, 16%, 4.13% and 5.35% at 7 days; and 1.18%, 4.19%, 7.13%, 3.46% and 6.06% at 28 days for mix proportions P5, P6, P7, P10 and P11 respectively in comparison to control mix. For mix proportions P8 and P12, the compressive strength decreased by 6.5% and 3.66% at 7 days; and 7.08% and 6.74% at 28 days respectively as compared to control mix. The mix P2 was found to be optimum mix proportion in terms of compressive strength with 16% at 7 days and 9.34% at 28 days respectively under water curing.
M45 Concrete
The variation in compressive strength of various mix proportions of M45 concrete has been studied and shown in fig. 3. Figure 3 showed that addition of CN, TEA and stone slurry powder individually enhanced the compressive strength of concrete Addition of CN (mix T4) increased the strength due to better bonding in the matrix (Kumar et al., 2018). TEA (mix T3) increased the compressive strength of concrete separately in the presence of superplasticizer. The introduction of stone slurry powder increased the strength due to filling of voids and addition of superplasticizer (Rana et al., 2015; Singh et al., 2017, Ashish et al., 2018). The compressive strength of different mix proportions of M45 concrete varied from 29.26 MPa to 42.89 MPa and 40.41 MPa to 56.82 MPa at 7 and 28 days respectively.
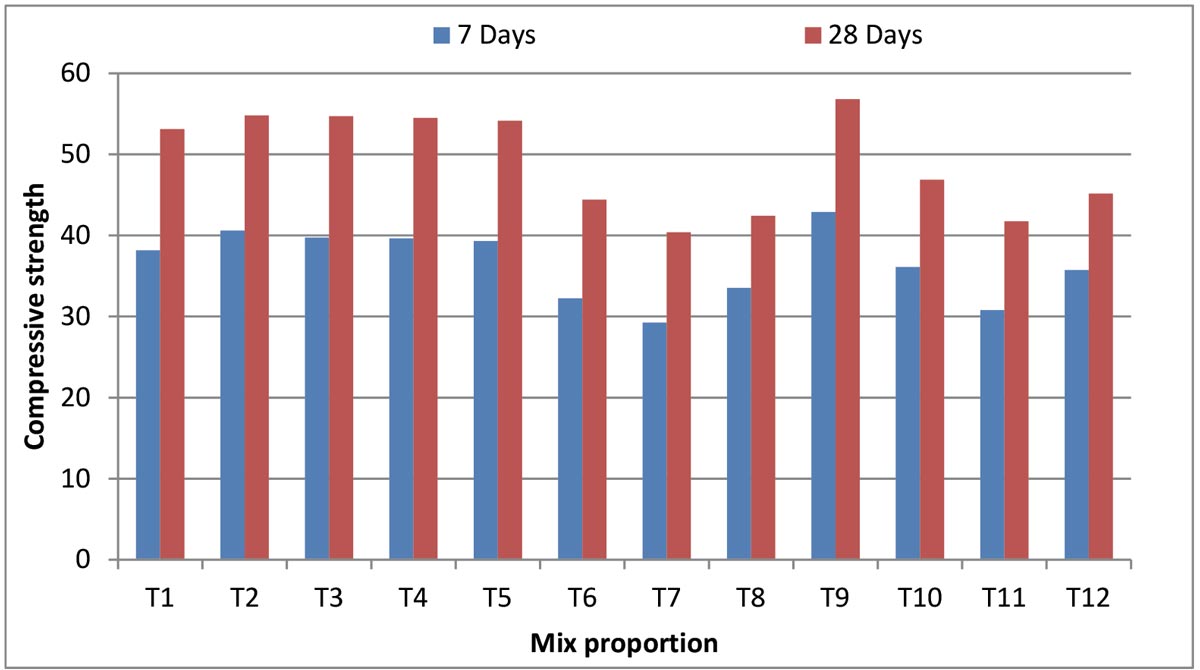 Fig. 3 Variation of compressive strength of M45 concrete
Fig. 3 Variation of compressive strength of M45 concreteThe compressive strength of mix T2 (7.5% SSP) and T9 (10% SSP) increased by 5.93% and 10.98% at 7 days; and 3.06% and 6.5% at 28 days as compared to control mix. CN (mix T4) and TEA (mix T3) increased the compressive strength 3.68% and 3.92% at 7 days; and 2.49% and 2.90% at 28 days respectively in comparison to control mix. For mix proportions T5, compressive strength enhanced by 2.9% and 1.9% at 7 and 28 days respectively with reference to control mix. For mix proportions T6, T7, T8, T10, T11 and T12, compressive strength reduced by 15.5%, 23.36%, 12.20%, 5.44%, 19.3% and 6.39% at 7 days; and 16.4%, 23.92%, 20.12%, 11.76%, 21.4% and 15% at 28 days respectively with reference to control mix. The optimum mix proportion in terms of compressive strength was T9 with 11% and 6.5% gain in compressive strength at 7 and 28 days respectively.
Cost analysis
To check the economic feasibility, the cost analysis has been carried out for different mix proportions of M25 and M45 concrete. The cost of various materials used has been given in table 5. The stone slurry powder being waste is available free of cost; include transportation charges only.
| Table 5 cost of materials used | |||||||
| Materials | Cement (kg) |
Sand (kg) |
Coarse aggregates (kg) |
CN (kg) |
TEA (l) |
SSP (kg) |
Superplasticizer (l) |
| INR | 6.5 | 1.0 | 1.8 | 430 | 1060 | 0.50 | - |
The cost of different mix proportions of concrete, INR (Indian rupee) per cubic meter have been given in fig. 4. The cost of control mix of M25 grade concrete was 4997 INR.
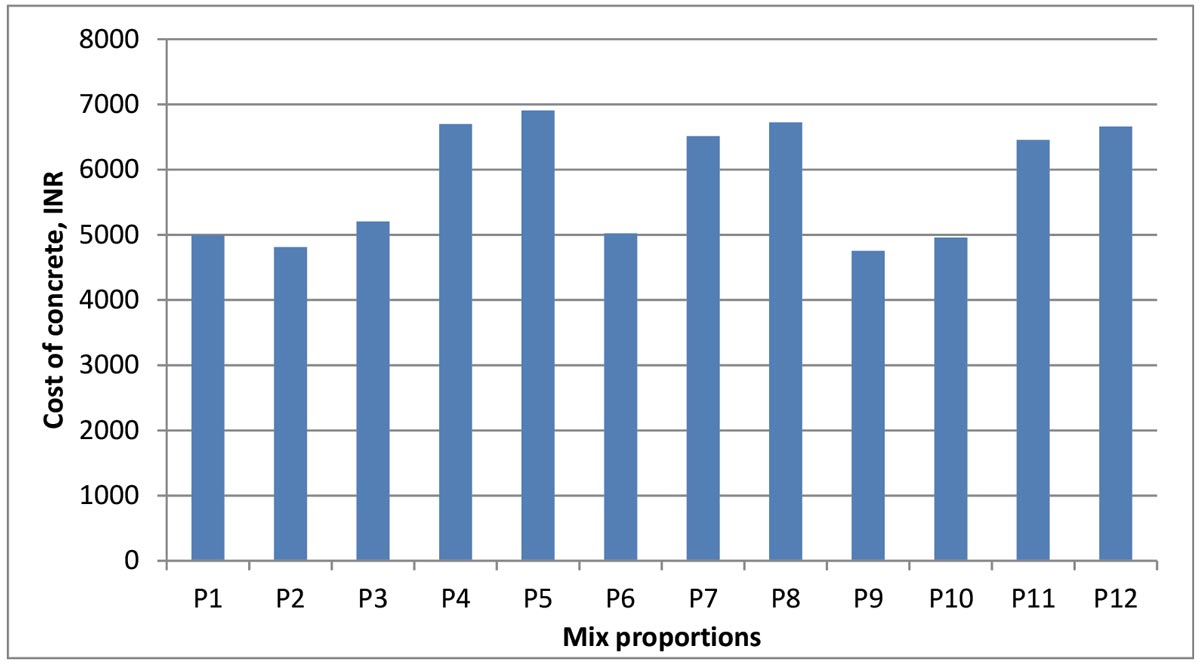 Fig. 4 Cost of different mix proportions of M25 concrete
Fig. 4 Cost of different mix proportions of M25 concreteThe addition of CN (mix P4) and TEA (mix P3) increased the cost of M25 concrete by 25% and 4% in comparison to control mix. The use of SSP at 7.5% (mix P2) and 10% (mix P9) reduced the cost of construction by 4% and 5% respectively in comparison to control mix. For mix proportion P10, the cost of concrete reduced by 0.8% in comparison to control mix. For mix proportions P5, P6, P7, P8, P11 and P12; the cost of concrete production increased by 28%, 0.5%, 23%, 25%, 22% and 25% in comparison to control mix. The mix P9 was the optimum mix with 5% reduction in cost and amount was 4753 INR.
M45 concrete
The variation of the cost of different mix proportions of M45 concrete has been shown in fig. 5. The cost of control mix of M45 concrete i.e. T1 was 6182 INR. The cost of different mix proportions of M45 concrete varied from 5926 INR to 8191 INR. Figure 5 showed that incorporation of accelerators increased the cost; whereas, stone waste reduced the cost of concrete.
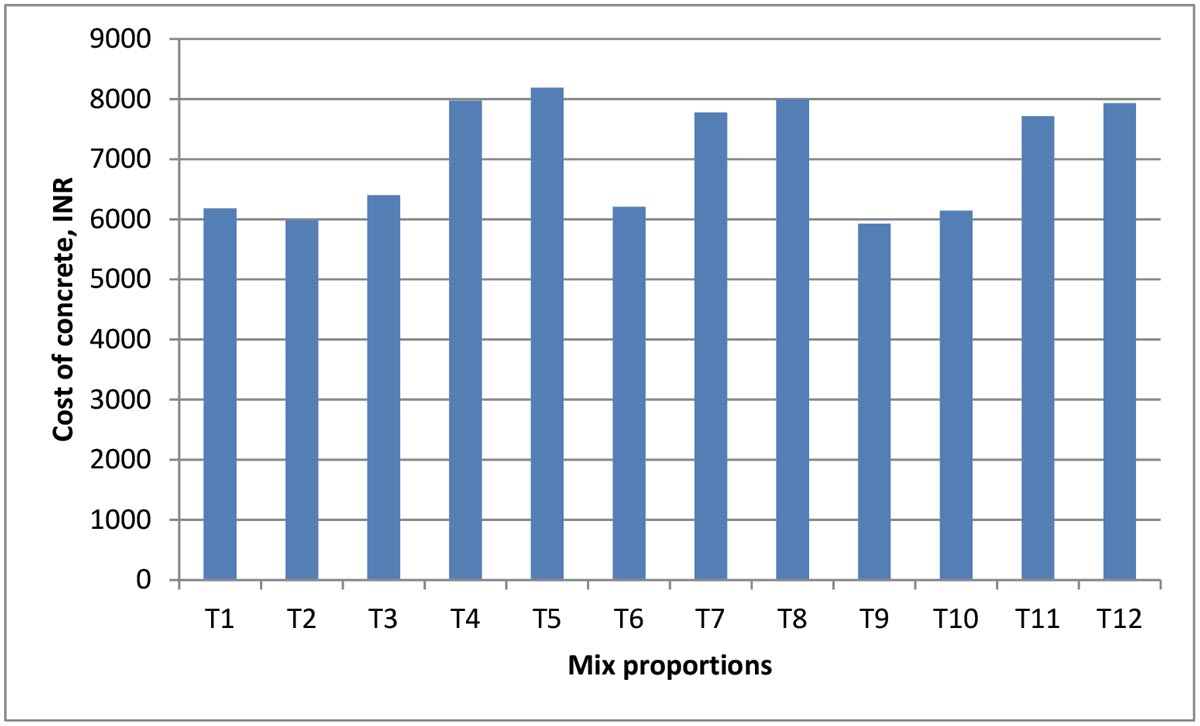 Fig. 5 Cost of M45 concrete of different mix proportions
Fig. 5 Cost of M45 concrete of different mix proportionsThe introduction of stone slurry powder at 7.5% (mix T2) and 10% (mix T9) decreased the cost of M45 concrete by 3% and 4% respectively in comparison to control mix. CN (T4) and TEA (T3) increased the cost by 22% and 3% with reference to control mix. The cost of M45 concrete increased by 24%, 0.5%, 21%, 23%,0.6%, 20% and 22% for mix proportions T5, T6, T7, T8, T10, T11 and T12 respectively with reference to control mix. The mix T9 was found to be optimum among all the mix proportions with 4% reduction in cost.
Micro-structural analysis
The micro-structural analysis of M25 and M45 concrete was carried out using scanning electron microscopy techniques.
M25 concrete
The micro-structures of various mix proportions of M25 concrete were studied and have been shown in fig. 6 (a)-(d). It has been observed from fig. 6 (b) The pores of the concrete were filled by the finer particles of stone slurry powder and dense and homogenous micro-structure was observed, as illustrated in fig. 6 (b), which results into enhancement in compressive strength in comparison to control mix. The fig. 6 (c) showed the presence of calcium hydroxide gel which was responsible for reduction in strength. In fig. 6 (d), presence of dense and homogenous matrix, and calcium silicate hydroxide gel indicated the enhancement in compressive strength of concrete.
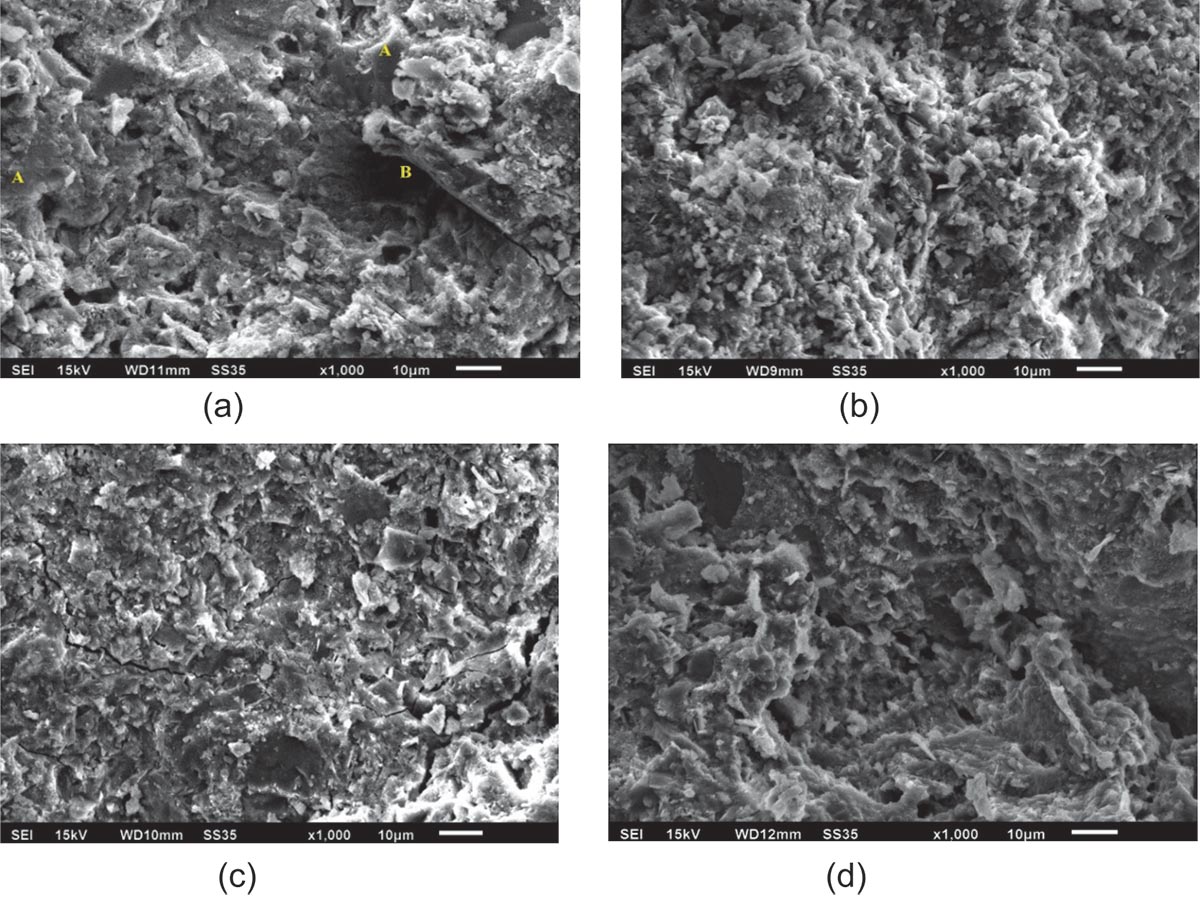 *where A (CSH); B( voids)
*where A (CSH); B( voids)Fig. 6 (a) Mix P1; 6 (b) Mix P2; 6 (c) Mix P3 and 6 (d) Mix P4
M45 concrete
The micro-structures of various mix proportions of M45 concrete were studied and have been shown in fig. 7 (a)-(d). The inclusion of stone slurry powder filled the voids of concrete and densified the micro-structure as shown in fig. 7 (b) which results into enhancement in compressive strength. In case of fig. 7 (c) and (d), addition of TEA and CN increased the strength of concrete due to formation of CSH gel and dense micro-structure.
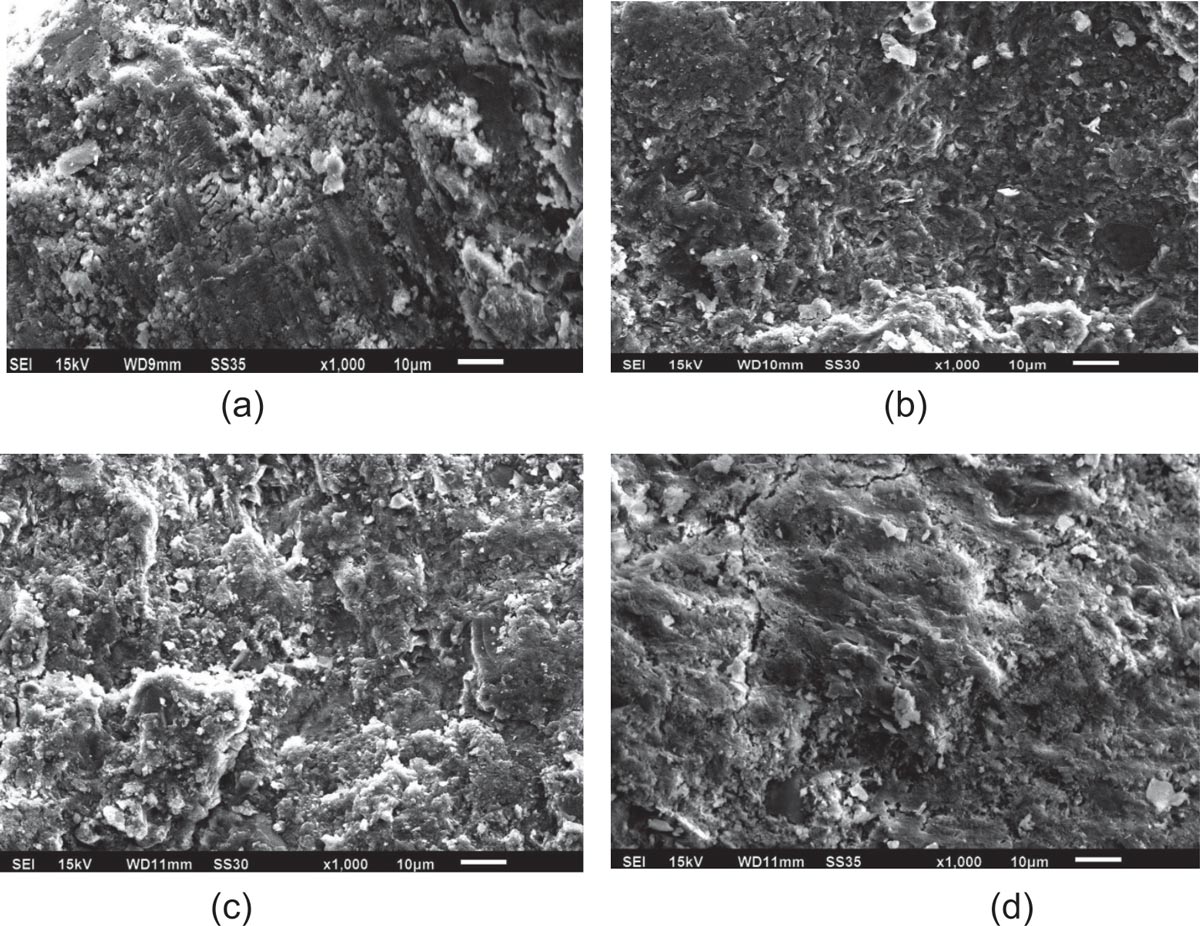 Fig. 7 (a) Mix T1; 7 (b) Mix T9; 7 (c) Mix T3 and 7 (d) Mix T4
Fig. 7 (a) Mix T1; 7 (b) Mix T9; 7 (c) Mix T3 and 7 (d) Mix T4Conclusions
The efficacy of CN, TEA and stone slurry powder on the compressive strength, cost of construction and micro structure of M25 and M45 concrete has been examined experimentally in the present study. The major outcomes from the study have been given below
- Addition of CN and SSP increased the compressive strength of concrete while addition of TEA decreased the compressive strength of M25 concrete. The combination of CN, TEA and SSP increased the strength except for P8 and P12.
- The inclusion of CN, TEA and SSP individually increased the compressive strength but their combination decreased the strength for M45 concrete except T5. The mix T5 i.e. CN+TEA increased the strength at both 7 and 28 days due to acceleration of hydration process.
- The optimum content of replacement of cement by SSP was 7.5% and 10% in case of M25 and M45 concrete respectively. The variation in optimum content of SSP in M25 and M45 concrete was due to presence of superplasticizer.
- From micro-structural analysis, it was concluded that SSP filled the pores of concrete and formed the dense matrix, hence increased the compressive strength of concrete. Addition of CN also improved the microstructure due to good bonding among aggregates and cement matrix.
The mix P2 and T9 for M25 and M45 concrete respectively was observed to be optimum in terms of strength and economical aspects. It was also beneficial to the environment by reducing environment damage associated with the manufacturing of portland cement and disposal of stone slurry powder.
References
- Aggoun S., Cheikh-Zouaoui M., Chikh N., Duval R., 2008. Effect of some admixtures on the setting time and strength evolution of cement pastes at early ages. Construction and Building Materials, 22, pp. 106–110.
- Almeida Nuno, Branco Fernando, de Brito Jorge, Santos José Roberto, 2007. High-performance concrete with recycled stone slurry. Cement and Concrete Research, 37, pp. 210–220.
- Al-Akhras Nabil M., Ababneh Ayman, Alaraji Wail A., 2010. Using burnt stone slurry in mortar mixes. Construction and Building Materials, 24, pp. 2658–2663.
- Ashish Deepankar Kumar, 2018. Feasibility of waste marble powder in concrete as partial substitution of cement and sand amalgam for sustainable growth. Journal of Building Engineering, 15, pp. 236–242.
- Chikh N., Cheikh-Zouaoui M., Aggoun S., Duval R., 2008. Effects of calcium nitrate and triisopropanolamine on the setting and strength evolution of Portland cement pastes. Materials and Structures, 41, pp. 31–36.
- Gintautas Skripkiūnas, Asta Kičaitė & Mindaugas Macijauskas, 2016. The influence of calcium nitrate on the plasticizing effect of cement paste. Journal of Civil Engineering and Management, 22, pp. 434-441.
- Han Jianguo, Wang Kejin, Shi Jiyao, Wang Yue, 2015. Mechanism of triethanolamine on Portland cement hydration process and microstructure characteristics. Construction and Building Materials, 93, pp. 457–462.
- Hussain A., 2015. Kota stone slurry problem and possible solution.
- Huang Hong, Shen Xiaodong, Zheng Jiaoling, 2010. Modeling, analysis of interaction effects of several chemical additives on the strength development of silicate cement. Construction and Building Materials, 24, pp. 1937–1943.
- IS 383, 1963. Indian Standard Specification for Coarse and Fine Aggregates from Natural Sources for Concrete. Bureau of Indian Standard, New Delhi, India.
- IS 8112, 1989. Specification for 43 grade ordinary portland cement. Bureau of Indian Standard, New Delhi, India.
- IS 10262, 2009. Concrete Mix Proportioning – Guidelines. Bureau of Indian Standard, New Delhi, India.
- IS 516, 1959. Methods of Tests for Strength of Concrete. Bureau of Indian Standard, New Delhi, India.
- IS 456, 2000. Plain and reinforced concrete – code of practice. Bureau of Indian Standard, New Delhi, India.
- Khodabakhshian Ali, Ghalehnovi Mansour, de Brito Jorge, Shamsabadi Elyas Asadi, 2018. Durability performance of structural concrete containing silica fume and marble industry waste powder. Journal of Cleaner Production, 170, pp. 42-60.
- Kumar Rajesh, Lakhani Rajni, 2017. A simple novel mix design method and properties assessment of foamed concretes with limestone slurry waste, Journal of Cleaner Production, doi: 10.1016/j.jclepro.2017.10.073
- Kumar M.P., Mini K.M., Rangarajan M., 2018. Ultrafine GGBS and calcium nitrate as concrete admixtures for improved mechanical properties and corrosion resistance. Construction and Building Materials, 182, pp. 249–257.
- Mashaly Ahmed O., Shalaby Basel N., Rashwan Mohammed A., 2018 Performance of mortar and concrete incorporating granite sludge as cement replacement. Construction and Building Materials, 169, pp. 800–818.
- Naville A.M. and Brooks J.J., 1997. Concrete Technology, 2nd Edition, Longman Publishing Limited, England.
- Rana A., Kalla P., Csetenyi L.J., 2015. Sustainable Use of Marble Slurry in Concrete. Journal of Cleaner Production, doi: 10.1016/j.jclepro.2015.01.053.
- Singh S., Khan S., Khandelwal R., Chugh A., Nagar R., 2016. Performance of Sustainable Concrete Containing Granite Cutting Waste. Journal of Cleaner Production. doi:10.1016/j.jclepro.2016.02.008.
- Singh Manpreet, Srivastava Anshuman, Bhunia Dipendu, 2017. An investigation on effect of partial replacement of cement by waste marble slurry. Construction and Building Materials, 134, pp. 471–488.
- Vardhan Kirti, Goyal Shweta, Siddique Rafat, Singh Malkit, 2015. Mechanical properties and microstructural analysis of cement mortar incorporating marble powder as partial replacement of cement. Construction and Building Materials, 96, pp. 615–621.
- Xu Zhiqiang, Li Weifeng, Sun Jinfeng, Hu Yueyang, Xu Kai, Ma Suhua, Shen Xiaodong, 2017. Research on cement hydration and hardening with different alkanolamines. Construction and Building Materials, 141, pp. 296–306.
Published on:
03 April 2019
Published in: NBM&CW April 2019
Share:
We Value Your Comment


































