
Parametric Study on Use of Pozzolanic Materials in Concrete
Amit Mittal, M. B. Kaisare, Rajendrakumar Shetti, Tarapur Atomic Power Project 3 & 4, Nuclear Power Corporation of India Limited, Maharashtra.
The utilization of pozzolanic materials in concrete as partial replacement of cement is gaining immense importance today, mainly on account of the improvements in the long-term durability of concrete combined with ecological benefits. Fly ash, Ground Granulated Blast Furnace Slag (GGBS) and High Reactive Metakaolin (HRM) are the pozzolanic materials, which conform to these requirements and largely available in India. To study the effect of partial replacement of cement by these pozzolanic materials, studies have been conducted on concrete mixes with 350 to 500 kg/cum cementitious material at 30%, 40%, and 50% replacement levels of fly ash; 50% and 60% replacement levels of GGBS and 7.5% and 10% replacement levels of HRM. In this paper, the effect of these pozzolanic materials on workability, setting time, density, air content, compressive strength, modulus of elasticity and permeability by Rapid Chloride Permeability Test (RCPT) are studied. Based on this study, compressive strength vs W/Cm curves have been plotted so that concrete mixes of grade M15 to M45 with different percentage of any of these pozzolanic materials can directly be designed.
Fly ash, Ground Granulated Blastfurnace Slag, High Reactive Metakaolin, Micro silica, and so on are some of the pozzolanic materials which can be used in concrete as partial replacement of cement. A number of studies are going on in India as well as abroad to study the impact of use of these pozzolanic materials as cement replacements and the results are encouraging.
Fly ash is finely divided residue that results from the combustion of coal and transported by flue gas. India is a resourceful country for fly ash generation with an annual output of over 110 million tonnes, but utilization is still below 20% in spite of quantum jump in last three to four years. Availability of consistent quality fly ash across the country and awareness of positive effects of using fly ash in concrete are pre- requisite for change of perception of fly ash from 'A waste material' to 'A resource material'. Now a days due to strict control on quality of coal and adopting electrostatic precipitators, fly ash of consistent quality is separated and stocked, and it is gaining popularity as a good pozzolanic material for partial replacement of cement in concrete.
Ground Granulated Blastfurnace slag (GGBS) is a byproduct for manufacture of pig iron and obtained through rapid cooling by water or quenching molten slag. If slag is properly processed then it develops hydraulic property and it can effectively be used as a pozzolanic material. However, if slag is slowly air cooled then it is hydraulically inert and such crystallized slag cannot be used as pozzolanic material. Though the use of GGBS in the form of Portland slag cement is not uncommon in India, experience of using GGBS as partial replacement of cement in concrete in India is scanty.
High Reactive Metakaolin (HRM) is a quality enhancing pozzolana. HRM is manufactured from natural kaolin, which is available in abundance in the country. It is produced by calcination of natural kaolin at a temperature of 650oC to 700oC through either dry process or wet process. In India, extensive deposits of kaolins are found in almost all the states. The best quality of kaolin deposits is found in Kundara in Kerala and Singhbum in Jharkhand. The data on studies of use of HRM as a pozzolanic material is very limited. At present refractories, paints, and paper industries etc., are the major users of HRM in India. However, use of HRM in concrete is hardly observed.
Product of hydration of OPC
OPC (C3S/C2S) + H2O————————> C-S-H + CH
Reaction of pozzolanic material
CH + S ———————————————> C-S-H
The reaction of fly ash continues to consume calcium hydroxide to form additional C-S-H as long as calcium hydroxide is present in the pore fluid of cement paste.
Product of hydration of OPC
OPC(C3S/C2S) + H2O ————————> C-S-H + CH
Product of hydration of GGBS
GGBS(C2AS/C2MS) + H2O ——————> C-S-H + SiO2
Reaction of pozzolanic material
SiO2+ CH + H2O ——————————————>C-S-H
The generation of secondary gel results in formation of additional C-S-H, a principal binding material. This is the main attribute of GGBS, which contributes to the strength and durability of the structure. The diagrammatic representation of secondary gel formation is shown below.

When Metakaolin- HRM (AS2) reacts with calcium hydroxide (CH), a cement hydration byproduct, a pozzolanic reaction takes place whereby new cementitious compounds, C2ASH8 and CSH are formed. These newly formed compounds contribute to cementitious strength and enhance durability properties to the system in place of the otherwise weak and soluble calcium hydroxide.
Product of hydration of OPC
OPC(C3S/C2S) + H2O ————————> CSH + CH
Reaction of pozzolanic material
AS2 + CH + H2O ———————————> C2ASH8 + CSH
Unlike other commercially available pozzolanic materials, Metakaolin is a quality-controlled, manufactured material. It is not a byproduct of an unrelated industrial process. Metakaolin has been engineered and optimized to contain a minimum of impurities and to react efficiently with cement's hydration byproduct, the calcium hydroxide.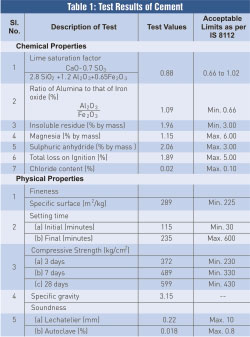
The Ordinary Portland Cement of 43 grade conforming to IS: 8112 was used. The 28 days compressive strength and the specific surface of cement used in this study was 60 N/mm2 and 289 m2/kg respectively. The test results of cement used for this study are given in Table-1.
Technological efforts have been made to improve the quality of fly ash. At present most of the power plants are using Electro Static Precipitators (ESP) through which fly ash is collected in different chambers according to its particle size. Hence a uniform good quality of fly ash can be collected from these power plants. Some of the power plants have gone a step further by developing a collection system, in which the fly ash collected from different fields is combined and the final product is taken to an air classifying plant where coarse particles are removed. The final beneficial product is then stored in a silo to be used in cement and concrete industry.
 Fly ash for this study was taken from Dahanu Thermal Power Station (DTPS) at Dahanu. DTPS has installed ESP for segregation and collection of fly ash into 6 different fields. As the field number increases the fineness of fly ash increases but the quantity decreases. Field-1 fly ash has coarse particles and is not suitable for concrete applications. Fly ash from Field-2 onwards is segregated, packed and used for concrete applications. Since maximum availability of fly ash is from Field 2, same was used for our study. This fly ash conforms to the requirements of IS: 3812 Part 1 and also ASTM C-618 Type F.
Fly ash for this study was taken from Dahanu Thermal Power Station (DTPS) at Dahanu. DTPS has installed ESP for segregation and collection of fly ash into 6 different fields. As the field number increases the fineness of fly ash increases but the quantity decreases. Field-1 fly ash has coarse particles and is not suitable for concrete applications. Fly ash from Field-2 onwards is segregated, packed and used for concrete applications. Since maximum availability of fly ash is from Field 2, same was used for our study. This fly ash conforms to the requirements of IS: 3812 Part 1 and also ASTM C-618 Type F.
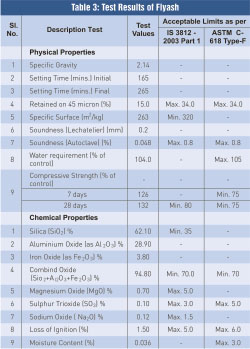
Generally, fly ash quality is assessed on the basis of some of key parameters like pozzolanic activity, material retained on 45 micron sieve, loss on ignition and other chemical parameters. It is advisable that to qualify a source of fly ash all the test as specified in IS/ASTM will be conducted initially and only key parameters can be tested for each batch to ensure a consistent quality of fly ash. Test results of fly ash used in the experimental study are given in Table-3.
 GGBS essentially consists of silicates and alumino silicates of calcium and other bases that is developed in a molten condition simultaneously with iron in a blast furnace. The chemical composition of oxides in GGBS is similar to that of Portland cement but the proportions varies.
GGBS essentially consists of silicates and alumino silicates of calcium and other bases that is developed in a molten condition simultaneously with iron in a blast furnace. The chemical composition of oxides in GGBS is similar to that of Portland cement but the proportions varies.
The four major factors, which influence the hydraulic activity of slag, are glass content, chemical composition, mineralogical composition and fineness. The glass content of GGBS affects the hydraulic property, chemical composition determines the alkalinity of the slag and the structure of glass. The compressive strength of concrete varies with the fineness of GGBS.
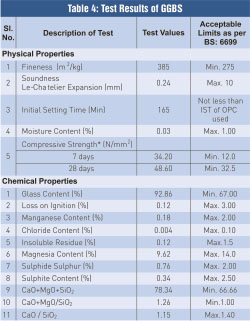
GGBS used in the present study is taken from M/s. Indorama Cement Ltd., Mumbai and it conforms to requirements of BS 6699. Test results of GGBS used in this study are given in Table-4.
 Unlike other pozzolana such as micro silica and fly ash which are industrial byproducts, HRM is specially manufactured and the process is controlled in a cost effective manner. Moreover, it is water processed to remove non-reactive impurities, producing an almost 100% reactive pozzolana. Its particle size is significantly smaller than cement particles, of the order of 1.5 micron, with a specific gravity 2.5.
Unlike other pozzolana such as micro silica and fly ash which are industrial byproducts, HRM is specially manufactured and the process is controlled in a cost effective manner. Moreover, it is water processed to remove non-reactive impurities, producing an almost 100% reactive pozzolana. Its particle size is significantly smaller than cement particles, of the order of 1.5 micron, with a specific gravity 2.5.
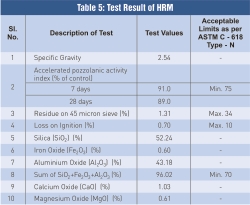
As of today no separate ASTM, EN or BIS specification for HRM exists, but it is classified as a natural pozzolana conforming to ASTM C 618 Type N. Indian code of practice for Reinforced concrete, IS 456-2000, recommends the use of HRM in concrete. HRM used in the present study is taken from M/s. 20 Microns, Mumbai, and it conforms to requirements of ASTM C 618. Test results of GGBS used in this study are given in Table-5.
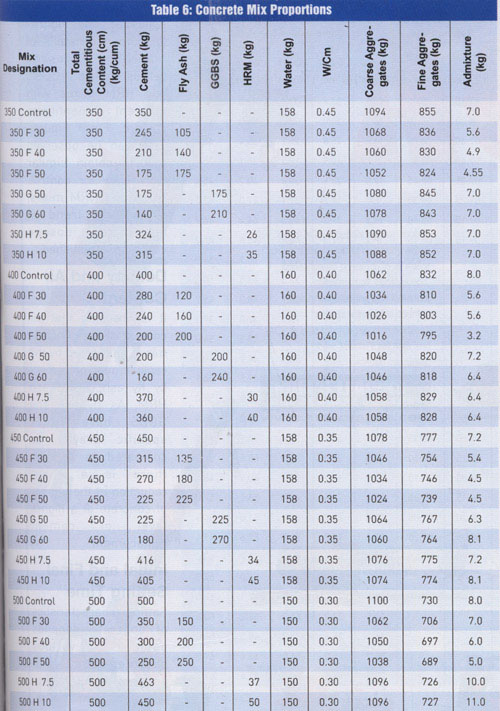
High range superplasticizer was used in all the concrete mixes to achieve good workability. A slump of 175 mm + 25 mm was maintained in all the mixes to ensure that these mixes could be pumped and placed even in the most congested areas. Unit water content was kept constant for a particular series of mixes of same cementitious content. To achieve the uniform workability, the admixture dosage was adjusted without changing the unit water content. This ensured the identical W/Cm ratio for a particular cementitious content and the effect of pozzolanic material replacement can directly be studied on the various properties of concrete. Mix proportions of all the mixes is given in Table-6.
All the concrete mixes were produced in the concrete technology laboratory of Tarapur Atomic Power Project 3 & 4 (TAPP 3&4) using pan type laboratory concrete mixer. Mixing sequence and time was also standardized in all the mixes to minimize the variations. The 3000 KN automatic compression testing machine was used to determine the strength properties of concrete mixes.
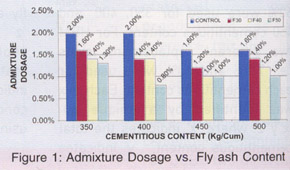
 The spherical shaped particles of fly ash act as miniature ball bearing within the concrete mix and which leads to the improvement of workability of concrete or reduction of unit water content. In the present study we have kept the same unit water content for a particular series of mixes of same cementitious content, hence to maintain the same workability of concrete the admixture dosage are reduced as the fly ash content is increased from 0% to 50%. Figure-1 shows the details of admixture dosage versus fly ash content of concrete mixes with different cementitious content. From figure-1, it can be observed that for all ranges of cementitious content, the reduction in admixture dosage with increase in fly ash percentage takes place to maintain the same workability.
The spherical shaped particles of fly ash act as miniature ball bearing within the concrete mix and which leads to the improvement of workability of concrete or reduction of unit water content. In the present study we have kept the same unit water content for a particular series of mixes of same cementitious content, hence to maintain the same workability of concrete the admixture dosage are reduced as the fly ash content is increased from 0% to 50%. Figure-1 shows the details of admixture dosage versus fly ash content of concrete mixes with different cementitious content. From figure-1, it can be observed that for all ranges of cementitious content, the reduction in admixture dosage with increase in fly ash percentage takes place to maintain the same workability.
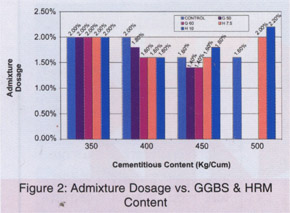
The improvement of workability or reduction of admixture dosage is not observed when GGBS and HRM are used as a replacement of cement. This could be due to the fact that the particle shapes of GGBS and HRM are non spherical. The Figure-2 shows the details of admixture dosage versus control, GGBS and HRM mixes with different cementitious content. From Figure-2, it can be observed that to obtain similar workability for control, GGBS and HRM mixes, no specific trend of admixture dosage could be established.
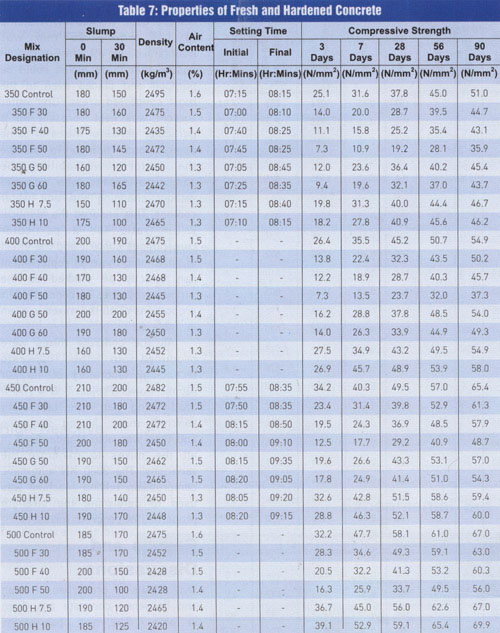
The initial and final setting time of 350 kg/cum and 450 kg/cum cementitious content concrete mixes with different pozzolanic materials are determined and results are presented in Table-7. No significant change is observed on the setting characteristic of concrete with different pozzolanic materials.
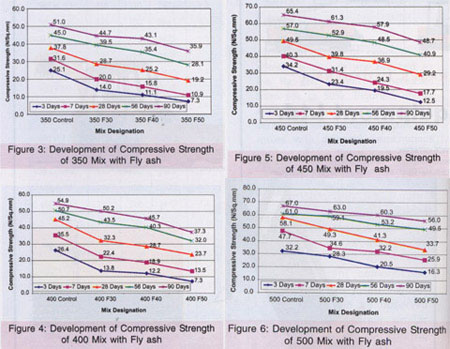
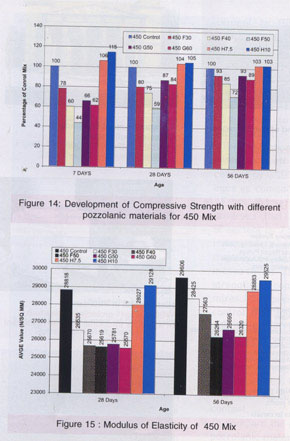
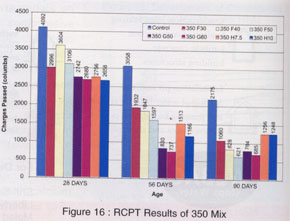
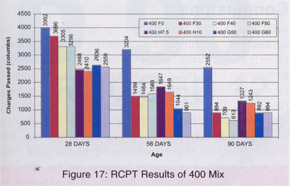
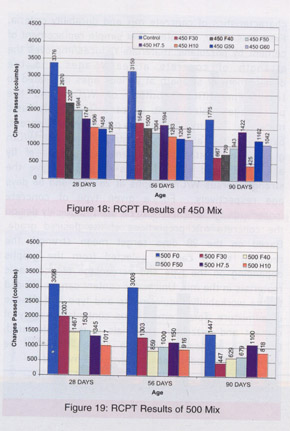
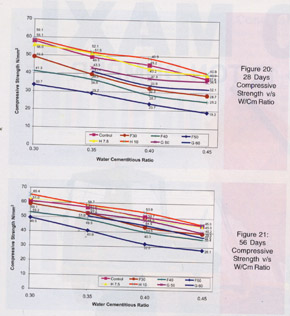 Figure 14 shows the effect of different pozzolanic materials on 7, 28, and 56 days compressive strength of 450 kg/cum cementitious content mix with respect to control mix. It is observed that for fly ash and GGBS mixes; there is an improvement in strength development with increase in ages at all levels of replacements. This confirms that secondary reaction of these pozzolanic materials with calcium hydroxides, which results in C-S-H, improves the strength of concrete at later ages.
Figure 14 shows the effect of different pozzolanic materials on 7, 28, and 56 days compressive strength of 450 kg/cum cementitious content mix with respect to control mix. It is observed that for fly ash and GGBS mixes; there is an improvement in strength development with increase in ages at all levels of replacements. This confirms that secondary reaction of these pozzolanic materials with calcium hydroxides, which results in C-S-H, improves the strength of concrete at later ages.
For concrete mixes with HRM, it is observed that even at initial ages there is an improvement of strength as compared to control mix. However, the percentage increase with respect to control mix at 28 days and 56 days is relatively less. This is probably due to the fact that higher finesses of HRM leads to early pozzolanic reaction and improved strength at early ages.
The permeability of concrete was determined by means of Rapid Chloride Penetration Test (RCPT) as per ASTM C-1202 on 100 mm diameter and 51 mm thick concrete cores extracted from the various samples of concrete mixes. RCPT was conducted at 28, 56, and 90 days of age for various combinations of mixes. Figures-16 to 19 show the details of RCPT value. From these figures, it can be observed that generally there is reduction in permeability of concrete as the cementitious content increases (or w/cm decreases) at all ages. Reduction in permeability of concrete with the incorporation of fly ash is marginal at 28 days of age, but at 56 and 90 days age, the permeability of fly ash concrete is considerably lower as compared to concrete without fly ash. Similar trend is observed for GGBS and HRM concrete mixes also. However, reduction in RCPT value of HRM mixes at 56 and 90 days is lower as compared to the fly ash mixes and GGBS mixes. At 90 days of the age the concrete mixes with fly ash show lower permeability as compared to GGBS and HRM mixes. This is probably due to the extended pozzolanic reaction of fly ash concrete mixes. Therefore, this study proves conclusively that the concrete containing pozzolanic materials is less permeable as compared to OPC concrete for all ranges of cementitious contents.
Concrete mix proportioning with pozzolanic materials as a cementitious ingredient is slightly tricky as compared to the OPC concrete. It depends on various parameters like type of pozzolanic materials, their characteristics, percentage of replacement, age at which desired strength is required, reheological characteristics of concrete mix and durability criteria. From this study, it is clear that simple replacement of cement by pozzolanic materials reduces/improves the strength of concrete at early ages and the development of strength at various ages is related to total cementitious content or W/Cm and the percentage replacement of cement by pozzolanic materials. To simplify the mix proportioning process, based on the above study, strength versus W/Cm graphs are plotted for different percentages of fly ash, GGBS and HRM. Figures-20 and 21 give the strength versus W/Cm graphs at 28 days and 56 days age respectively. For a given type of concrete ingredients these graphs can be used to quickly design the concrete mix proportions of the desired grade. Based on the 28 days target mean strength the required W/Cm can be selected from the graphs depending on the type and percentage of pozzolanic materials in the mix. Unit water content can be decided by the workability requirements and type and dosage of admixture. Total cementitious contents, quantity of cement and pozzolanic materials is then calculated. Quantities of coarse and fine aggregates shall be worked out based on absolute volume method.
It is also observed from the study that there is a considerable increase in the compressive strength of concrete with fly ash and GGBS beyond 28 days. Therefore, structures like raft, footing and column etc. where design load is not expected to come on 28th day, and the acceptance criteria for fly ash and GGBS concrete can be based on 56 days compressive strength. Strength versus W/Cm graphs at 56 days can be used to design concrete mix proportions. This practice of accepting the concrete mix at 56 days will help in utilizing the development of strength of fly ash and GGBS concrete beyond 28 days, reduction in total cementitious content and overall economy of the concrete mix without compromising the quality of concrete.
To generalize the strength versus W/Cm curves for different pozzolanic material percentages, it is desired that similar type of exercises be conducted by various organizations using different types of concrete ingredients. All such data can be analyzed carefully giving due consideration to input materials and generalized graphs shall be developed. This will encourage many users to adopt concrete with these pozzolanic materials extensively.
The experimental exercise has helped to study the various properties of concrete with different replacement levels of fly ash, GGBS, and HRM and to develop the mix design curves for concrete mix proportioning with various percentages of these pozzolanic materials. Based on the studies conducted by authors following conclusions are drawn:
The opinions expressed in this article, are those of the authors, and do not necessarily reflect the official views of TAPP-3&4.
The utilization of pozzolanic materials in concrete as partial replacement of cement is gaining immense importance today, mainly on account of the improvements in the long-term durability of concrete combined with ecological benefits. Fly ash, Ground Granulated Blast Furnace Slag (GGBS) and High Reactive Metakaolin (HRM) are the pozzolanic materials, which conform to these requirements and largely available in India. To study the effect of partial replacement of cement by these pozzolanic materials, studies have been conducted on concrete mixes with 350 to 500 kg/cum cementitious material at 30%, 40%, and 50% replacement levels of fly ash; 50% and 60% replacement levels of GGBS and 7.5% and 10% replacement levels of HRM. In this paper, the effect of these pozzolanic materials on workability, setting time, density, air content, compressive strength, modulus of elasticity and permeability by Rapid Chloride Permeability Test (RCPT) are studied. Based on this study, compressive strength vs W/Cm curves have been plotted so that concrete mixes of grade M15 to M45 with different percentage of any of these pozzolanic materials can directly be designed.
Introduction
The Ordinary Portland Cement (OPC) is one of the main ingredients used for the production of concrete and has no alternative in the civil construction industry. Unfortunately, production of cement involves emission of large amounts of carbon-dioxide gas into the atmosphere, a major contributor for green house effect and the global warming, hence it is inevitable either to search for another material or partly replace it by some other material. The search for any such material, which can be used as an alternative or as a supplementary for cement should lead to global sustainable development and lowest possible environmental impact.Fly ash, Ground Granulated Blastfurnace Slag, High Reactive Metakaolin, Micro silica, and so on are some of the pozzolanic materials which can be used in concrete as partial replacement of cement. A number of studies are going on in India as well as abroad to study the impact of use of these pozzolanic materials as cement replacements and the results are encouraging.
Fly ash is finely divided residue that results from the combustion of coal and transported by flue gas. India is a resourceful country for fly ash generation with an annual output of over 110 million tonnes, but utilization is still below 20% in spite of quantum jump in last three to four years. Availability of consistent quality fly ash across the country and awareness of positive effects of using fly ash in concrete are pre- requisite for change of perception of fly ash from 'A waste material' to 'A resource material'. Now a days due to strict control on quality of coal and adopting electrostatic precipitators, fly ash of consistent quality is separated and stocked, and it is gaining popularity as a good pozzolanic material for partial replacement of cement in concrete.
Ground Granulated Blastfurnace slag (GGBS) is a byproduct for manufacture of pig iron and obtained through rapid cooling by water or quenching molten slag. If slag is properly processed then it develops hydraulic property and it can effectively be used as a pozzolanic material. However, if slag is slowly air cooled then it is hydraulically inert and such crystallized slag cannot be used as pozzolanic material. Though the use of GGBS in the form of Portland slag cement is not uncommon in India, experience of using GGBS as partial replacement of cement in concrete in India is scanty.
High Reactive Metakaolin (HRM) is a quality enhancing pozzolana. HRM is manufactured from natural kaolin, which is available in abundance in the country. It is produced by calcination of natural kaolin at a temperature of 650oC to 700oC through either dry process or wet process. In India, extensive deposits of kaolins are found in almost all the states. The best quality of kaolin deposits is found in Kundara in Kerala and Singhbum in Jharkhand. The data on studies of use of HRM as a pozzolanic material is very limited. At present refractories, paints, and paper industries etc., are the major users of HRM in India. However, use of HRM in concrete is hardly observed.
Reaction Mechanism of Pozzolanic Materials
Pozzolanic materials contain little or no cementitious properties of their own but they react with calcium-hydroxide produced during the hydration of cement. Fly ash and HRM have almost negligible cementitious properties, however GGBS is a hydraulically latent material and reacts with water directly as well as participates in the secondary reaction with calcium hydroxide. The reaction mechanism of fly ash, GGBS and HRM in concrete is briefly explained below.Reaction Mechanism of Fly Ash
Majority of the fly ash available in India are silicious type (ASTM C 618 Type-F) which contains reactive calcium oxide less than 10% and posses no hydraulic properties. It does not react with water directly. The silica present in the fly ash reacts with calcium hydroxide (CH), produced during the hydration of cement, and the principal product of reaction is calcium silicate hydrate (C-S-H). The reaction of fly ash depends largely upon breakdown and dissolution of the glossy structure by the hydroxide ions and the heat generated during early hydration of Portland cement fraction. Reaction of fly ash and water in the presence of water is described as below:Product of hydration of OPC
OPC (C3S/C2S) + H2O————————> C-S-H + CH
Reaction of pozzolanic material
CH + S ———————————————> C-S-H
The reaction of fly ash continues to consume calcium hydroxide to form additional C-S-H as long as calcium hydroxide is present in the pore fluid of cement paste.
Reaction Mechanism of Ground Granulated Blast furnace Slag
Although GGBS is a hydraulically latent material, in presence of lime contributed from cement, a secondary reaction involving glass (Calcium Alumino Silicates) components sets in. As a consequence of this, cementitious compounds are formed. They are categorized as secondary C-S-H gel. The interaction of GGBS and Cement in presence of water is described as below:Product of hydration of OPC
OPC(C3S/C2S) + H2O ————————> C-S-H + CH
Product of hydration of GGBS
GGBS(C2AS/C2MS) + H2O ——————> C-S-H + SiO2
Reaction of pozzolanic material
SiO2+ CH + H2O ——————————————>C-S-H
The generation of secondary gel results in formation of additional C-S-H, a principal binding material. This is the main attribute of GGBS, which contributes to the strength and durability of the structure. The diagrammatic representation of secondary gel formation is shown below.
Reaction Mechanism of High Reactive Metakaolin
Metakaolin is a lime-hungry pozzolana that reacts with free calcium hydroxide to form stable, insoluble, strength-adding, cementitious compounds.When Metakaolin- HRM (AS2) reacts with calcium hydroxide (CH), a cement hydration byproduct, a pozzolanic reaction takes place whereby new cementitious compounds, C2ASH8 and CSH are formed. These newly formed compounds contribute to cementitious strength and enhance durability properties to the system in place of the otherwise weak and soluble calcium hydroxide.
Product of hydration of OPC
OPC(C3S/C2S) + H2O ————————> CSH + CH
Reaction of pozzolanic material
AS2 + CH + H2O ———————————> C2ASH8 + CSH
Unlike other commercially available pozzolanic materials, Metakaolin is a quality-controlled, manufactured material. It is not a byproduct of an unrelated industrial process. Metakaolin has been engineered and optimized to contain a minimum of impurities and to react efficiently with cement's hydration byproduct, the calcium hydroxide.
Ingredients
Cement
The Ordinary Portland Cement of 43 grade conforming to IS: 8112 was used. The 28 days compressive strength and the specific surface of cement used in this study was 60 N/mm2 and 289 m2/kg respectively. The test results of cement used for this study are given in Table-1.
Coarse Aggregates
The Coarse Aggregates from crushed Basalt rock, conforming to IS: 383 were used. The Flakiness and Elongation Index were well-maintained below 15%.Fine Aggregates
The river sand and crushed sand was used in a combination as fine aggregate conforming to the requirements of IS:383. The river sand was washed and screened to eliminate deleterious materials and over size particles.Admixture
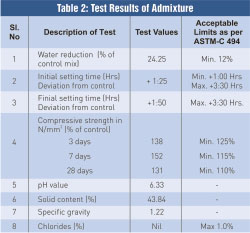
The high range water reducing and retarding superplasticizer conforming to ASTM C-494 Type G was used. The base of admixture used in this study was sulphonated naphthalene formaldehyde and water reduction of admixture was around 24%. The test results of admixture used for this study are given in Table-2.Fly Ash
Fly ash is a finely divided residue that results from the combustion of ground or powdered coal and is transported from the combustion chamber by exhaust gases. The fly ash is extracted from the flu gases by electrostatic precipitators and collected separately in different fields depending upon their specific surface area.Technological efforts have been made to improve the quality of fly ash. At present most of the power plants are using Electro Static Precipitators (ESP) through which fly ash is collected in different chambers according to its particle size. Hence a uniform good quality of fly ash can be collected from these power plants. Some of the power plants have gone a step further by developing a collection system, in which the fly ash collected from different fields is combined and the final product is taken to an air classifying plant where coarse particles are removed. The final beneficial product is then stored in a silo to be used in cement and concrete industry.
Generally, fly ash quality is assessed on the basis of some of key parameters like pozzolanic activity, material retained on 45 micron sieve, loss on ignition and other chemical parameters. It is advisable that to qualify a source of fly ash all the test as specified in IS/ASTM will be conducted initially and only key parameters can be tested for each batch to ensure a consistent quality of fly ash. Test results of fly ash used in the experimental study are given in Table-3.
Ground Granulated Blastfurnace Slag
In the process of manufacturing of pig iron, the molten slag is produced which is instantaneously tapped and quenched by water. This rapid quenching of molten slag facilitate formation of "Granulated slag." Ground Granulated Blast furnace Slag (GGBS) is processed from Granulated slag.The four major factors, which influence the hydraulic activity of slag, are glass content, chemical composition, mineralogical composition and fineness. The glass content of GGBS affects the hydraulic property, chemical composition determines the alkalinity of the slag and the structure of glass. The compressive strength of concrete varies with the fineness of GGBS.
GGBS used in the present study is taken from M/s. Indorama Cement Ltd., Mumbai and it conforms to requirements of BS 6699. Test results of GGBS used in this study are given in Table-4.
High Reactive Metakaolin
HRM, white in color, is a manufactured and process controlled, reactive aluminosilicate pozzolana. It is formed by calcining purified kaolinite at a specified temperature range, generally between 650-7000C. There are various methods of processing kaolin, which could be principally grouped into two types—wet process and dry process. Of these, the wet processing route is reported to be better because it helps to remove most of the impurities.As of today no separate ASTM, EN or BIS specification for HRM exists, but it is classified as a natural pozzolana conforming to ASTM C 618 Type N. Indian code of practice for Reinforced concrete, IS 456-2000, recommends the use of HRM in concrete. HRM used in the present study is taken from M/s. 20 Microns, Mumbai, and it conforms to requirements of ASTM C 618. Test results of GGBS used in this study are given in Table-5.
Experimental Set Up
Concrete mixes taken up for this study were proportioned with total cementitious content starting from 350 kg/cum to 500 kg/cum in the increments of 50 kg/cum. For each cementitious content a control mix (without any pozzolanic material) was proportioned as a reference mix. For fly ash, three different replacement levels i.e., 30%, 40%, and 50% were used for each cementitious content. For GGBS two different replacement levels i.e., 50% and 60% were used for 350, 400, and 450 cementitious content. For HRM two different replacement levels i.e., 7.5% and 10% were used for each cementitious content. Each mix was identified by a unique no. 'x''y''z' where 'x' indicates the total cementitious content, 'y' indicates the type of pozzolanic material (F-fly ash, G-GGBS and H-HRM) and 'z' indicates the percentage replacement by pozzolanic material. Control mixes are indicated as 'x' Control. All the concrete mixes were proportioned using absolute volume method.High range superplasticizer was used in all the concrete mixes to achieve good workability. A slump of 175 mm + 25 mm was maintained in all the mixes to ensure that these mixes could be pumped and placed even in the most congested areas. Unit water content was kept constant for a particular series of mixes of same cementitious content. To achieve the uniform workability, the admixture dosage was adjusted without changing the unit water content. This ensured the identical W/Cm ratio for a particular cementitious content and the effect of pozzolanic material replacement can directly be studied on the various properties of concrete. Mix proportions of all the mixes is given in Table-6.
All the concrete mixes were produced in the concrete technology laboratory of Tarapur Atomic Power Project 3 & 4 (TAPP 3&4) using pan type laboratory concrete mixer. Mixing sequence and time was also standardized in all the mixes to minimize the variations. The 3000 KN automatic compression testing machine was used to determine the strength properties of concrete mixes.
Results and Discussions
Test results of properties of fresh and hardened concrete are given in Table–7. The main observations are as follows.Workability
The improvement of workability or reduction of admixture dosage is not observed when GGBS and HRM are used as a replacement of cement. This could be due to the fact that the particle shapes of GGBS and HRM are non spherical. The Figure-2 shows the details of admixture dosage versus control, GGBS and HRM mixes with different cementitious content. From Figure-2, it can be observed that to obtain similar workability for control, GGBS and HRM mixes, no specific trend of admixture dosage could be established.
Density and Air Content
It is observed that air content of the concrete mix is unaffected by the replacement of cement by fly ash, GGBS and HRM. As fly ash and GGBS have lower specific gravity as compared to cement, there is a slight reduction in the density of concrete at a higher level of cement replacement.Initial and Final Setting Time
Setting characteristics of concrete depends upon various parameters like ambient temperature, concrete temperature, cement type, pozzolanic type, admixture type, and their relative quantities. To study the effect of replacement of cement by different pozzolanic material on setting characteristics of concrete in 350 kg/cum and 450 kg/cum cementitious content concrete mixes, the initial and final setting time are determined. For fly ash mixes normally it is expected that use of fly ash will retard the setting time of concrete. In this study high range water reducing and retarding superplasticizer (ASTM C- 494 Type G) has been used and the quantity of superplasticizer is getting reduced as the percentage of fly ash is increasing to maintain the same workability. Therefore, the retardation due to increase in fly ash percentage is getting compensated by the reduction of retarding type super plasticizer in concrete mix.The initial and final setting time of 350 kg/cum and 450 kg/cum cementitious content concrete mixes with different pozzolanic materials are determined and results are presented in Table-7. No significant change is observed on the setting characteristic of concrete with different pozzolanic materials.
Compressive Strength at Various Ages
Compressive strength of all the mixes is determined at 3, 7, 28, 56, and 90 days. For each set of cementitious content the development of compressive strength at various ages with respect to different percentages of fly ash, GGBS and HRM are shown in Figure 3 to 6, Figure 7 to 9, and Figure 10 to 13 respectively. The observations are as follows:- From Figure 3 to 6, it is observed that as the fly ash content increases, there is reduction in the strength of concrete. This reduction is more at earlier ages as compared to later ages.
- For a particular fly ash replacement level, say 40%, the strength development with reference to control mix is much lower at early ages than that of later ages. For concrete mixes of 350 kg/cum and 400 kg/cum cementitious content, 3 days compressive strength is only around 45% of control mix, while it improves gradually to 84% of control mix at 90 days. For concrete mixes of 450 kg/cum and 500 kg/cum cementitious content, 3 days compressive strength is around 60% of control mix, while it improves gradually to 90% of control mix at 90 days. It is also observed that the compressive strength development with respect to control mix improves as the total cementitious content increases.
- From Figure 7 to 9, it is observed that for 50% replacement of cement by GGBS, compressive strength reduces at all ages for all the cementitious content with respect to control mix. Concrete mixes with 60% replacement shows higher reduction in compressive strength as compared to that of 50% replacement.
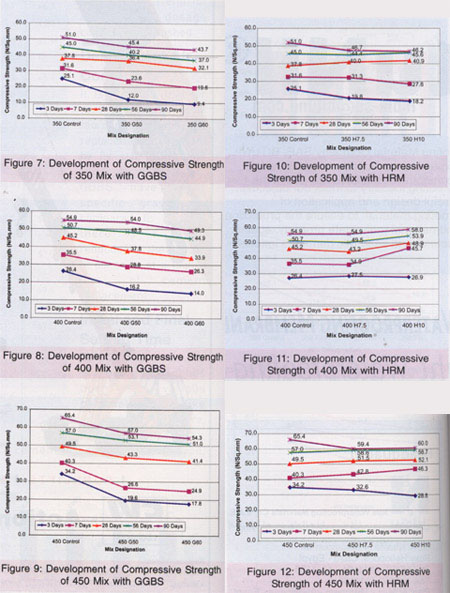
- The reduction in compressive strength with replacement of cement by GGBS is more at early ages as compared to later ages.
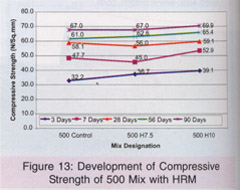
- From Figure 10 to 13, it is observed that the replacement of cement by 7.5% and 10% HRM indicates a mixed trend. In majority of cases, there is a slight increase in the compressive strength as compared to control mixes. Compressive strength of control mix and 7.5% HRM mix are almost in the same range. However, 10% HRM mixes indicate higher compressive strength as compared to control mix especially in the 400, 450, and 500 kg/cum cementitious content.
- To compare the effect of different pozzolanic materials, 450 kg/cum cementitious content mix is analyzed for compressive strength as a percentage of control mix at 7, 28, and 56 days for all replacement levels of pozzolanic materials.
For concrete mixes with HRM, it is observed that even at initial ages there is an improvement of strength as compared to control mix. However, the percentage increase with respect to control mix at 28 days and 56 days is relatively less. This is probably due to the fact that higher finesses of HRM leads to early pozzolanic reaction and improved strength at early ages.
Modulus of Elasticity
The modulus of elasticity was determined using 150 mm diameter and 300 mm high cylinder specimen as per IS: 516 at 28 and 56 days. The mix of 450 kg/m3 cementitious content was selected for determination of modulus of elasticity. Figure-15 gives the details of E-value of concrete mixes with various percentage of fly ash, GGBS and HRM. From this figure, it can be observed that at 28 days for all percentage of Fly ash and GGBS, there is reduction in E-value and this reduction increases with the increase in replacement levels. HRM mixes shows E-value very close to control mix and at 10% replacement level E-value is slightly higher than that of control mix. At 56 days E-value of all the mixes increases as compared to 28 days. As the fly ash and GGBS percentage increases the E-value reduces, however this reduction in E-value is much lower as compared to reduction in compressive strength at same age. This indicates that cement and aggregate characteristics have a greater effect on modulus of elasticity than the use of fly ash and GGBS.Durability of Concrete
One of the major advantages of use of pozzolanic materials in concrete mixes is to improve the durability of concrete. The existence of large pores and large crystalline products in the transition zone in OPC concrete are greatly reduced by the introduction of fine particles of pozzolanic materials. The decrease in the pore interconnectivity of concrete thus decreases the permeability of blended concrete. The reduced permeability results in improved long term durability and resistance to various forms of deterioration of concrete structures.The permeability of concrete was determined by means of Rapid Chloride Penetration Test (RCPT) as per ASTM C-1202 on 100 mm diameter and 51 mm thick concrete cores extracted from the various samples of concrete mixes. RCPT was conducted at 28, 56, and 90 days of age for various combinations of mixes. Figures-16 to 19 show the details of RCPT value. From these figures, it can be observed that generally there is reduction in permeability of concrete as the cementitious content increases (or w/cm decreases) at all ages. Reduction in permeability of concrete with the incorporation of fly ash is marginal at 28 days of age, but at 56 and 90 days age, the permeability of fly ash concrete is considerably lower as compared to concrete without fly ash. Similar trend is observed for GGBS and HRM concrete mixes also. However, reduction in RCPT value of HRM mixes at 56 and 90 days is lower as compared to the fly ash mixes and GGBS mixes. At 90 days of the age the concrete mixes with fly ash show lower permeability as compared to GGBS and HRM mixes. This is probably due to the extended pozzolanic reaction of fly ash concrete mixes. Therefore, this study proves conclusively that the concrete containing pozzolanic materials is less permeable as compared to OPC concrete for all ranges of cementitious contents.
Development of W/Cm Curves for Mix Design
Based on the various research carried out on fly ash, GGBS and HRM concrete, published data and the results of above experimental study; it is proved that pozzolanic materials can gainfully be used in making concrete of desired grades of improved characteristics at fresh and hardened stage, durable, eco-friendly and economical without any reservation.Concrete mix proportioning with pozzolanic materials as a cementitious ingredient is slightly tricky as compared to the OPC concrete. It depends on various parameters like type of pozzolanic materials, their characteristics, percentage of replacement, age at which desired strength is required, reheological characteristics of concrete mix and durability criteria. From this study, it is clear that simple replacement of cement by pozzolanic materials reduces/improves the strength of concrete at early ages and the development of strength at various ages is related to total cementitious content or W/Cm and the percentage replacement of cement by pozzolanic materials. To simplify the mix proportioning process, based on the above study, strength versus W/Cm graphs are plotted for different percentages of fly ash, GGBS and HRM. Figures-20 and 21 give the strength versus W/Cm graphs at 28 days and 56 days age respectively. For a given type of concrete ingredients these graphs can be used to quickly design the concrete mix proportions of the desired grade. Based on the 28 days target mean strength the required W/Cm can be selected from the graphs depending on the type and percentage of pozzolanic materials in the mix. Unit water content can be decided by the workability requirements and type and dosage of admixture. Total cementitious contents, quantity of cement and pozzolanic materials is then calculated. Quantities of coarse and fine aggregates shall be worked out based on absolute volume method.
It is also observed from the study that there is a considerable increase in the compressive strength of concrete with fly ash and GGBS beyond 28 days. Therefore, structures like raft, footing and column etc. where design load is not expected to come on 28th day, and the acceptance criteria for fly ash and GGBS concrete can be based on 56 days compressive strength. Strength versus W/Cm graphs at 56 days can be used to design concrete mix proportions. This practice of accepting the concrete mix at 56 days will help in utilizing the development of strength of fly ash and GGBS concrete beyond 28 days, reduction in total cementitious content and overall economy of the concrete mix without compromising the quality of concrete.
To generalize the strength versus W/Cm curves for different pozzolanic material percentages, it is desired that similar type of exercises be conducted by various organizations using different types of concrete ingredients. All such data can be analyzed carefully giving due consideration to input materials and generalized graphs shall be developed. This will encourage many users to adopt concrete with these pozzolanic materials extensively.
Conclusions
India has a vast resource of fly ash generation all across the country. This material if segregated, collected and used properly can solve the major problems of fly ash disposal and reduce the use of cement, which consumes lot of energy and natural resources. Similarly, the vast reserves of Kaolin can also be utilized for manufacturing HRM, which can work as a quality pozzolanic material. In India, the use of GGBS in the manufacturing of Portland slag cement is gaining popularity however for the effective utilization of large quantity of GGBS, it is essential to use it as a partial replacement of cement in concrete. In India, many organizations are putting their efforts to promote the awareness of fly ash concrete and its advantages. However very limited work has been carried out on GGBS and HRM as pozzolanic materials in concrete.The experimental exercise has helped to study the various properties of concrete with different replacement levels of fly ash, GGBS, and HRM and to develop the mix design curves for concrete mix proportioning with various percentages of these pozzolanic materials. Based on the studies conducted by authors following conclusions are drawn:
- Use of fly ash improves the workability of concrete. This phenomenon can be used either to reduce the unit water content of mix or to reduce the admixture dosage. GGBS and HRM mixes show no significant change in workability characteristic of concrete.
- Density and air content of concrete mixes are generally unaffected with the use of pozzolanic materials.
- Due to adjustment of admixture dosage to obtain similar workability in all concrete mixes, no significant change in setting characteristics are observed for a particular cementitious content.
- For fly ash and GGBS mixes as the percentage of replacement increases concrete strength reduces. This reduction is more at earlier ages as compared to later ages. This is expected, as the secondary hydration due to pozzolanic action is slower at initial stage.
- The strength of HRM mixes from 7 days onwards is observed to be higher than that of control mixes. As HRM percentage replacement increases further improvement in strength is observed.
- Modulus of elasticity of fly ash and GGBS concrete also reduces with the increase in replacement levels for a given W/Cm. Reduction in E-value is much lower as compared to compressive strength.
- Concrete with pozzolanic materials is more durable as compared to OPC concrete. Significant reduction in RCPT values at 56 and 90 days is observed for all the three pozzolanic materials. At 90 days, fly ash mixes have lower RCPT values as compared to GGBS and HRM mixes indicating extended pozzolanic reaction.
- Compressive strength versus W/Cm curves developed for different percentages of pozzolanic materials can be used as a quick guide for concrete mix proportioning.
Acknowledgments
Authors are grateful to Sh. O. P. Goyal, Site Director and Sh. H.D.Singh, Chief Construction Engineer for their guidance and encouragement. Authors are also thankful to the staff of Concrete Technology Laboratory TAPP 3&4 who have performed the trial mix studies and helped in testing and analyzing the test results.The opinions expressed in this article, are those of the authors, and do not necessarily reflect the official views of TAPP-3&4.
References
- ACI Committee, "Use of fly ash in concrete" ACI 232.2R-95.
- ACI Committee, "Ground granulated blast furnace slag as a cementitious constituent in Concrete" ACI 233 R-95.
- American Standard specification for Coal fly ash and raw of calcined natural pozzolana for use as a mineral admixture in concrete, ASTM C – 618.
- Indian Standard, Pulverized fuel ash – Specification, Part I, for use as pozzolana in cement mortar and concrete (Second Revision), IS 3812 (Part 1): 2003.
- Specification for ground granulated blast furnace slag for use with Portland cement, BS 6699: 1992.
- Malhotra V. M., Ramezanianpour A. A., "Fly ash in concrete," Second edition, September 1994.
- Mittal Amit, Kaisare M.B., Shetti R.G., "Experimental study on use of fly ash in concrete," International Congress on fly ash utilization, 4th–7th December 2005, New Delhi.
- Mittal Amit "Chemical Admixtures—An Experience in using 4000 MT in Nuclear Industry," National Seminar on RMC & Chemical Admixture for Concrete Technology, March, 14–15 2003, Mumbai.
- Mittal Amit, Kaisare M.B., Shetti R.G., "Use of SCC in a pump house at TAPP 3&4, Tarapur," the Indian Concrete journal Vol 78, June 2004 No 6 pp 30–34.
- Mittal Amit, Lahari A. K, Bapat S. G, "Use of Fly ash in concrete and Quality Aspects," DAE Concrete Day Celebration, September 22, 2003, Mumbai.
- Basu P. C., Saraswati Subhajit, "High volume fly ash concrete with Indian ingredients," the Indian Concrete Journal Vol 80, March 2006, No 3 pp 37–48.
- Basu P C, Saraswati Subhajit, "Concrete composites with ground granulated blast furnace slag," the Indian Concrete Journal Vol 80, June 2006 No 6 pp 29– 40.
- Mavinkurve S.S, Basu P C and Kulkarni V.R, "High Performance Concrete having High Reactivity Metokaolin," the Indian Concrete Journal Vol 77, May 2003 No 5 pp 1077–1085.
- Mittal Amit "Experience of using Micro silica in Indian Nuclear Power Plants," New Building Materials and Construction World, Vol.10, Issue-12, June 2005, pp 18–33.
- Technical literature "Ground Granulated Blastfurnace Slag— A new generation engineering product," M/s Indorama Cement Ltd., Mumbai.
- Technical literature on High Reactive Metkaolin, M/s 20 Microns, Mumbai.
Published on:
12 May 2009
Published in: NBM&CW October 2006
Share:
We Value Your Comment












