
Interlocking Concrete Paver Blocks

An Easy Approach for Road Construction
Dr. S.D. Sharma, Scientist "F" Central Road Research Institute, New Delhi
Interlocking Concrete Block Pavement (ICBP) has been extensively used in a number of countries for quite sometime as a specialized problem-solving technique for providing pavement in areas where conventional types of construction are less durable due to many operational and environmental constraints. ICBP technology has been introduced in India in construction, a decade ago, for specific requirement viz. footpaths, parking areas etc. but now being adopted extensively in different uses where the conventional construction of pavement using hot bituminous mix or cement concrete technology is not feasible or desirable. The paper dwells upon material, construction and laying of concrete block pavement as a new approach in construction of pavement using Interlocking Concrete Paver Blocks.
CBP/ICBP consists of a surface layer of small-element, solid un-reinforced pre-cast concrete paver blocks laid on a thin, compacted bedding material which is constructed over a properly profiled base course and is bounded by edge restraints/kerb stones. The block joints are filled using suitable fine material. A properly designed and constructed CBP/ICBP gives excellent performance when applied at locations where conventional systems have lower service life due to a number of geological, traffic, environmental and operational constraints [1-8]. Many number of such applications for light, medium, heavy and very heavy traffic conditions are currently in practice around the world.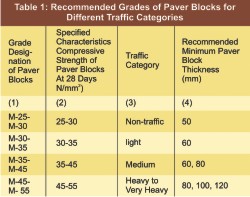 Since zero slump concrete is used in production of paver blocks, the quality of blocks produced will depend upon various parameters like the capacity of compaction and vibration of machine, grade of cement used, water content, quality of aggregates used, their gradation and mix design adopted, additives used, handling equipment employed, curing method adopted, level of supervision, workmanship and quality control achieved, etc. Recommended grades of paver blocks to be used for construction of pavements having different traffic categories are given in Table 1 [9].
Since zero slump concrete is used in production of paver blocks, the quality of blocks produced will depend upon various parameters like the capacity of compaction and vibration of machine, grade of cement used, water content, quality of aggregates used, their gradation and mix design adopted, additives used, handling equipment employed, curing method adopted, level of supervision, workmanship and quality control achieved, etc. Recommended grades of paver blocks to be used for construction of pavements having different traffic categories are given in Table 1 [9].
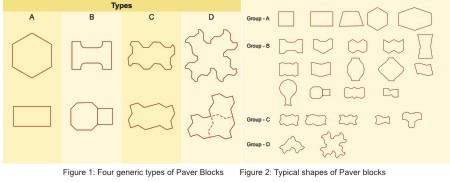 The generic shapes and groups of paver blocks identified to four types are illustrated in Figures 1 & 2.
The generic shapes and groups of paver blocks identified to four types are illustrated in Figures 1 & 2.
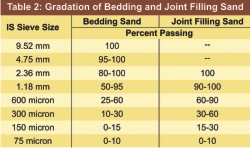 It is well established that if proper attention is not paid to the quality of bedding sand, and if the thickness of bedding sand layer is not uniform enough, serious irregularities in surface profile can result; excessive differential deformation and rutting can occur early in service life of the block pavement. The gaps in between two adjacent paving blocks (typically about 3 mm wide) need be filled with sand, relatively finer than the bedding sand itself. The desired gradation for the bedding and joint filling sands are given in Table 2 [9].
It is well established that if proper attention is not paid to the quality of bedding sand, and if the thickness of bedding sand layer is not uniform enough, serious irregularities in surface profile can result; excessive differential deformation and rutting can occur early in service life of the block pavement. The gaps in between two adjacent paving blocks (typically about 3 mm wide) need be filled with sand, relatively finer than the bedding sand itself. The desired gradation for the bedding and joint filling sands are given in Table 2 [9].
It is necessary to restrict the fines (silt and/or clay passing 75 micron sieve) to 10 percent, since excessive fines make joint filling very difficult. Similarly, it is not advised to use cement in the joint filling sand, which may not only make it difficult to completely fill the joints, but may also adversely affect the desired flexibility characteristics of the paving block layer. The joint filling sand should be advisably as dry as possible; otherwise complete filling of joints may be difficult.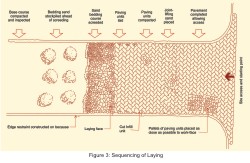
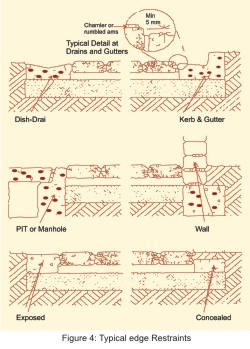 Concrete blocks on trafficked pavements tend to move sideways and forward due to braking and maneuvering of vehicles. The tendency to move sideways has to be counteracted at the edges by special edge blocks and kerbs. The edge block should be designed and anchored to the base such that the rotation or displacement of blocks is resisted [7]. These are to be made of high strength concrete for withstanding the traffic wheel-load without getting damaged. These members should be manufactured or constructed in-situ to have at least a 28-day characteristic compressive strength of 30 MPa or flexural strength of 3.8 MPa. As far as possible the edge blocks should have vertical face towards the inside blocks. A few typical edge-blocks are also shown in Fig. 4. Where the space is not easily permitting the use of plate vibrators, jhurmut or manual compactor using small size plate rammer may be used. The road kerbs provided on edges of roads also serve the purpose of edge blocks. In case the kerbs are not provided, it has to be replaced by edge strips. In case of heavy traffic 150 mm x 150 mm plain cement concrete (M-25) may also be provided over dry lean concrete to give further confinement of blocks. In-between the edge-restraint blocks cement mortar (1: 6, cement: coarse sand) may be used in place of sand for sealing of blocks [7].
Concrete blocks on trafficked pavements tend to move sideways and forward due to braking and maneuvering of vehicles. The tendency to move sideways has to be counteracted at the edges by special edge blocks and kerbs. The edge block should be designed and anchored to the base such that the rotation or displacement of blocks is resisted [7]. These are to be made of high strength concrete for withstanding the traffic wheel-load without getting damaged. These members should be manufactured or constructed in-situ to have at least a 28-day characteristic compressive strength of 30 MPa or flexural strength of 3.8 MPa. As far as possible the edge blocks should have vertical face towards the inside blocks. A few typical edge-blocks are also shown in Fig. 4. Where the space is not easily permitting the use of plate vibrators, jhurmut or manual compactor using small size plate rammer may be used. The road kerbs provided on edges of roads also serve the purpose of edge blocks. In case the kerbs are not provided, it has to be replaced by edge strips. In case of heavy traffic 150 mm x 150 mm plain cement concrete (M-25) may also be provided over dry lean concrete to give further confinement of blocks. In-between the edge-restraint blocks cement mortar (1: 6, cement: coarse sand) may be used in place of sand for sealing of blocks [7].
While locating the starting line, the following should be considered: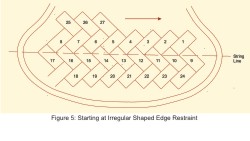
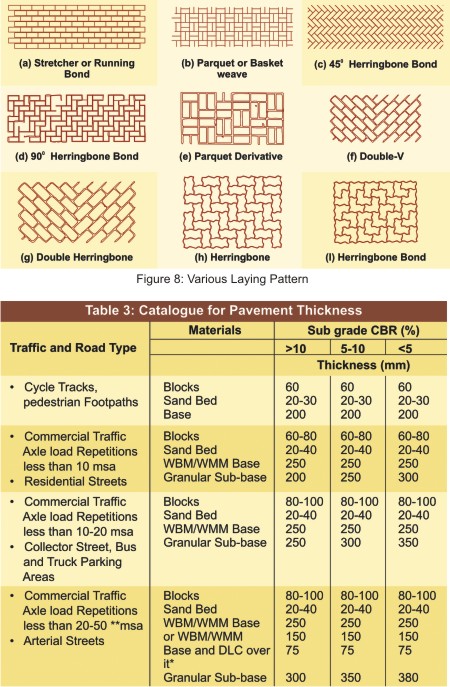
1. Stretcher or running bond 2. Herringbone bond 3. Basket weave or parquet bond The typical layouts of these bonds are given in Fig. 8.
 Changes in alignment: Changes in alignment of a road pavement can some times be achieved by the use of special blocks. However, it is generally easier to choose a block that can be installed in Herringbone bond through simply cutting the blocks to fit into the edge restraints. Where aesthetic requirements of shape of the paving unit dictate the use of Stretcher bond, then only a 90o shape change in alignment can be achieved without cutting the blocks (Fig. 10). At intersections, if a Herringbone bond laying pattern is adopted, the block laying can proceed without the need for construction joints (Figs 11). An alternative to this is to install a shoulder (support) course of rectangular blocks between the main road and the side streets; this permits different laying patterns to be used in two roadways [10].
Changes in alignment: Changes in alignment of a road pavement can some times be achieved by the use of special blocks. However, it is generally easier to choose a block that can be installed in Herringbone bond through simply cutting the blocks to fit into the edge restraints. Where aesthetic requirements of shape of the paving unit dictate the use of Stretcher bond, then only a 90o shape change in alignment can be achieved without cutting the blocks (Fig. 10). At intersections, if a Herringbone bond laying pattern is adopted, the block laying can proceed without the need for construction joints (Figs 11). An alternative to this is to install a shoulder (support) course of rectangular blocks between the main road and the side streets; this permits different laying patterns to be used in two roadways [10].
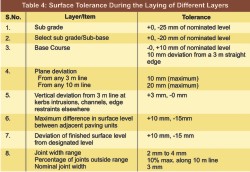 While constructing the block pavement, the surface tolerances of individual layers may be observed as shown in Table 4 [4 & 10].
While constructing the block pavement, the surface tolerances of individual layers may be observed as shown in Table 4 [4 & 10].
Interlocking Concrete Block Pavement (ICBP) has been extensively used in a number of countries for quite sometime as a specialized problem-solving technique for providing pavement in areas where conventional types of construction are less durable due to many operational and environmental constraints. ICBP technology has been introduced in India in construction, a decade ago, for specific requirement viz. footpaths, parking areas etc. but now being adopted extensively in different uses where the conventional construction of pavement using hot bituminous mix or cement concrete technology is not feasible or desirable. The paper dwells upon material, construction and laying of concrete block pavement as a new approach in construction of pavement using Interlocking Concrete Paver Blocks.
Introduction
Concrete paver blocks were first introduced in Holland in the fifties as replacement of paver bricks which had become scarce due to the post-war building construction boom. These blocks were rectangular in shape and had more or less the same size as the bricks. During the past five decades, the block shape has steadily evolved from non-interlocking to partially interlocking to fully interlocking to multiply interlocking shapes. Consequently, the pavements in which non-interlocking blocks are used are designated as Concrete Block Pavement (CBP) or non-interlocking CBP, and those in which partially, fully or multiply interlocking blocks are used are designated as 'Interlocking Concrete Block Pavement (ICBP).CBP/ICBP consists of a surface layer of small-element, solid un-reinforced pre-cast concrete paver blocks laid on a thin, compacted bedding material which is constructed over a properly profiled base course and is bounded by edge restraints/kerb stones. The block joints are filled using suitable fine material. A properly designed and constructed CBP/ICBP gives excellent performance when applied at locations where conventional systems have lower service life due to a number of geological, traffic, environmental and operational constraints [1-8]. Many number of such applications for light, medium, heavy and very heavy traffic conditions are currently in practice around the world.
Advantages and Limitations
There are many distinct features of ICBP as compared to the conventional methods of pavement construction and hence make it a suitable option for application in the specified areas [7 & 10]. Some of these are:- Mass production under factory conditions ensures availability of blocks having consistent quality and high dimensional accuracy.
- Good quality of blocks ensures durability of pavements, when constructed to specifications.
- ICBP tolerates higher deflections without structural failure and will not be affected by thermal expansion or contraction.
- ICBP does not require curing, and so can be opened for traffic immediately after construction.
- Construction of ICBP is labor intensive and requires less sophisticated equipment.
- The system provides ready access to underground utilities without damage to pavement.
- Maintenance of ICBP is easy and simple and it is not affected by fuel and oil spillage.
- Use of coloured blocks facilitates permanent traffic markings.
- ICBP is resistant to punching loads and horizontal shear forces caused by maneuvering of heavy vehicles
- Low maintenance cost and a high salvage value ensures low life cycle cost.
- Quality control of blocks at the factory premises is a prerequisite for durable "ICBP"
- Any deviations of base course profile will be reflected on the "ICBP" surface. Hence extra care needs to be taken to fix the same.
- High quality and gradation of coarse bedding sand and joint filling material are essential for good performance.
- "ICBP" over unbound granular base course is susceptible to the adverse effects of poor drainage and will deteriorate faster. "ICBP" is not suited for high speed roads (speed above 60 km/h)
Physical Requirements
Application of ICBP Technology
Some of the proven areas where ICBP technology is being applied are listed below [9 & 10]:- Non-traffic Areas: Building Premises, Footpaths, Malls, Pedestrian Plaza, Landscapes, Monuments Premises, Premises, Public Gardens/Parks, Shopping Complexes, Bus Terminus Parking areas and Railway Platform, etc.
- Light Traffic: Car Parks, Office Driveway, Housing Colony Roads, Office/Commercial Complexes, Rural Roads, Residential Colony Roads, Farm Houses, etc.
- Medium Traffic: Boulevard, City Streets, Small Market Roads, Intersections/Rotaries on Low Volume Roads, Utility Cuts on Arteries, Service Stations, etc.
- Heavy and Very Heavy Traffic: Container/Bus Terminals, Ports/Dock Yards, Mining Areas, Roads in Industrial Complexes, Heavy-Duty Roads on Expansive Soils, Bulk Cargo Handling Areas, Factory Floors and Pavements, Airport Pavement, etc.
Shapes and Classifications
There are four generic shapes of paver blocks corresponding to the four types of blocks as below [9 & 10]:- Type A: Paver blocks with plain vertical faces, which do not key into each other when paved in any pattern,
- Type B: Paver blocks with alternating plain and curved/corrugated vertical faces, which key into each other along the curve/corrugated faces, when paved in any pattern,
- Type C: Paver blocks having all faces curved or corrugated, which key into each other along all the vertical faces when paved in any pattern and
- Type D: 'L' and 'X' shaped paver blocks which have all faces curved or corrugated and which key into each other along all the vertical faces when paved in any pattern.
Materials
The quality of materials, cement concrete strength, durability and dimensional tolerance of paving blocks, etc. is of great importance for the satisfactory performance of block pavements. These aspects and the block manufacturing process itself, which immensely affect the quality of paving blocks, have been outlined in the Indian Roads Congress Special Publications [9]. The Central Road Research Institute (CRRI) has prepared the specifications for ICBP [10]Paving Blocks
The quality of materials, strength of cement concrete and durability as well as dimensional tolerances etc. are of great importance for satisfactory performance of block pavement. The recommended thickness of block and grades of concrete for various applications and specification for paving in which materials used for preparation of blocks, physical requirements, physical test methods, sampling and acceptance criteria has already been formulated in BIS Code [10].Bedding and Joint Filling Sand
It is necessary to restrict the fines (silt and/or clay passing 75 micron sieve) to 10 percent, since excessive fines make joint filling very difficult. Similarly, it is not advised to use cement in the joint filling sand, which may not only make it difficult to completely fill the joints, but may also adversely affect the desired flexibility characteristics of the paving block layer. The joint filling sand should be advisably as dry as possible; otherwise complete filling of joints may be difficult.
Base and Sub base Materials
The engineering properties of base materials are the load spreading properties to disperse stresses to the subgrade and the desired drainage characteristics, having an important bearing on the performance of a block pavement. Although, local availability and economics generally dictate the choice of base material at the design stage, yet the commonly used materials considered suitable for base courses are unbound crushed rock, water-bound macadam, wet mix macadam, cement bound crushed rock/granular materials, and lean cement concrete/ dry lean concrete etc [11, 12, 13, 14 & 15]. In broad terms, wherever the subgrade is weak (having a CBR value below 5) use of bound granular materials, like, cement treated crushed rock, requiring a relatively thinner base, should be preferred while for high strength subgrades, unbound crushed rock may be used. The climatic and environmental factors also need be considered during the choice of a base material. Sub-base is essential where commercial traffic is expected. The quality of sub-base materials is inferior to the base materials and includes natural gravels, cement treated gravels and sands and stabilized subgrade materials. The quality of sub-base materials should be in conformance with IRC: 37 [16].Construction of Interlocking Concrete Block Pavement
Sequencing of operations
The sequencing of operations (Fig. 3) for construction of block pavement should be as follows [1 & 4]:- Installation of sub-surface drainage structures
- Leveling and compaction of subgrade
- Provision and compaction of sub-base course (where needed)
- Provision and compaction of base-course and checking for correct profile
- Installation of edge restraints
- Provision and compaction of coarse bedding sand
- Laying of blocks and interlocking
- Application of joint sealing sand and compaction
- Cleaning of surface
- Filling any remaining empty portions in the block layer especially near edge restraint blocks with in situ concrete.
Construction of Sub–grade
This is the foundation layer over which the block pavement is constructed. Like in conventional pavements, the water table level should not be at a level of 600 mm or higher, below the subgrade level. It should be compacted in layers of either150 or 100 mm thickness guidelines [10]. The prepared subgrade should be graded and surface dressed to a tolerance of ± 20 mm of the design levels, and its surface evenness should have a tolerance of within 15 mm under a 3 m straight edge [10].Construction of Base and Sub-base Layers
Base course and sub-base course are constructed in accordance with standard procedures contained in relevant IRC specifications like IRC:SP:49-1998, IRC:50-1973, IRC:51-1992, IRC:63-1976, IRC:19-1997 & IRC:37, 2001, [11, 12, 13, 14, 15 & 17]. When cement bound base is proposed it may be constructed using rolled lean concrete as IRC:SP-49. The quality control specified in IRC: SP-11 [16] shall apply. Constructing the lower layers to proper level and grade is very essential to maintain the top surface level and surface regularity of the block pavement surface.Edge Restraint Blocks and Kerbs
Placing and Screeding of Bedding Sand
The thickness of the sand bed after compaction should be in the range of 20-40 mm [10], whereas, in the loose form it should be 25 to 50 mm. It is preferable to restrict the compacted thickness to 20-25 mm to reduce the risk of any localized over-compaction, which would affect the final block surface level. Bedding sand should not be used to fill-up local depressions on the surface of a base or sub-base. The depressions if any, should be repaired with same base or sub-base material in advance before placing sand. The sand of specified gradation to be used, should be uniformly in loose condition and should have uniform moisture content. Optimum moisture content is that when sand is neither too wet nor too dry and has moisture of 6 to 8 percent. Requirement of sand for a day's work should be prepared and stored in advance and covered with tarpaulin or polythene sheets. The processed sand so obtained is spread with the help of screed boards to the specified thickness. The screed boards are provided with nails at 2-3 m apart which when dragged gives the required thickness. The length of nail should take into account the surcharge to be provided in the uncompacted thickness. Alternatively, the screed can be dragged on edge strips kept on both sides as guides [7].Laying of Blocks
Blocks can be laid generally by manual labour but mechanical aids like hand-pushed trolleys can expedite the work. Normally, laying should commence from the edge strip and proceed towards central line. When dentated blocks are used, the laying done at two fronts will create problem for matching joints in the middle. Hence, as far as possible, laying should proceed in one direction only, along the entire width of the area to be paved [4, 5, 6, 7, 8 & 10].While locating the starting line, the following should be considered:
- On a sloping site, start from the lowest point and proceed to up-slop on a continuous basis, to avoid down-slop creep in incomplete areas.
- In case of irregular shaped edge restraints or strips, it is better to start from straight string line as shown in Fig. 5.
- Influence of alignment of edge restraints on achieving and maintaining laying bond.
Establishing the Laying Pattern
The blocks can be placed in different bonds or patterns depending upon the requirement, some popular bonds commonly adopted for block paving are [4]:1. Stretcher or running bond 2. Herringbone bond 3. Basket weave or parquet bond The typical layouts of these bonds are given in Fig. 8.
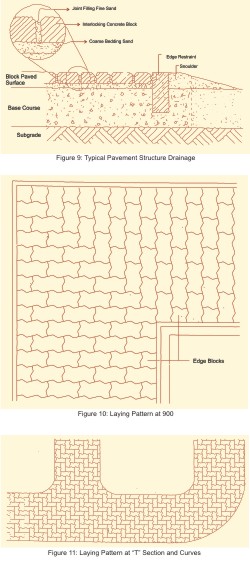
Typical Pavement Composition
A typical compositions normally used in ICBP are given in Table 3 and a cross-section is shown in Fig. 9 [10].Block Pavements at Typical Locations: Essentially, there are three important aspects in detailing. These typical locations are [10]:Curves: It is necessary to cut the paving units to fit the edge restraints. Rectangular blocks of a similar or contrasting colour as an edging have been used to minimize the visual effects of small errors in block cutting. To avoid unsightly and potentially weak joints, it is often preferable to change the laying pattern at the curve. The curve itself can be installed in Herringbone bond and yet the pavement can revert to stretcher bond on the approaches [10].Pavement Intrusions: On some pavements, like in city streets, there could be several intrusions, like, manholes, drainage gulleys, etc. where coping with these intrusions with the pavement is desirable. Around intrusions, it is good practice to lay along both sides of the intrusion simultaneously so that closure is made away from the starting workface, rather than carrying the pavement around the intrusion to return to the original laying face to avoid accumulation of closing error [10].Compaction
For compaction of the bedding sand and the blocks laid over it, vibratory plate compactors are used over the laid paving blocks; at least two passes of the vibratory plate compactor are needed. Such vibratory compaction should be continued till the top of each paving block is in level with its adjacent blocks. It is not a good practice to leave compaction till the end of the day, as some blocks may move under construction traffic, resulting in the widening of joints and corner contact of blocks, which may cause spalling or cracking of blocks. There should not be delay in compaction after laying of paving blocks to achieve uniformity of compaction and retention of the pattern of laying. During vibratory compaction of the laid blocks, some amount of bedding sand may get filled up into the joints between them; the extent of sand getting filled up into the joints will depend on the degree of compaction of sand, i.e. the force applied by the compactor. Standard compactors may have a weight of about 90 kg, plate area of about 0.3 m2and apply a centrifugal force of about 15 kN, while heavy duty compactors may weigh 300-600 kg, have a plate area of about 0.5-0.6 m2 and apply a centrifugal force of 30-65 kN. Where the bedding sand is required to be compacted for heavy traffic block pavements, heavy-duty compactors should be used. After compaction by vibratory plate compactors, some 2 to 6 passes of a vibratory roller (with rubber coated drums or those of static weight less than 4 tonnes and nominal amplitude of not more than 0.6 mm) will further help in compaction of bedding sand and joint filling [4 & 10].Laying and Surface Tolerances
Conclusion
- ICBP technology can provide durable and sustainable road infrastructure where construction and maintenance of conventional pavements are not cost effective.
- ICBP is much cheaper than rigid (concrete) pavement designed for identical conditions. Compared to bituminous pavement for low traffic volumes and high strength subgrade, the initial construction cost of ICBP is likely to be equal to or marginally higher. For high traffic volumes and low strength subgrade, ICBP will be cheaper than flexible pavement.
- Guidelines for use of Interlocking Concrete Block Pavement and Specification on Paver Blocks are published in Codes and available with Indian Roads Congress and Bureau of Indian Standards which are very useful for Indian industries and highway professions for adoption of block pavement technology.
Acknowledgments
Author is thankful to Dr. S. Gangopadhyay, Director, CRRI, for his kind permission to publish this paper and continuous encouragement. Sincere thanks are also due to Shri B.M. Sharma, Head, Pavement Evaluation Division for encouraging support to write this paper. The cooperation and valuable suggestions extended by Shri T. Muraleedharan, Retired Senior Scientist, Pavement Evaluation Division is gratefully also acknowledged.References
- Muraleedharan, T., Sharma, S.D., Sridhar, S.K. and Nanda, P.K., "Face Lifting of Old Concrete Pavement Using Interlocking Concrete Block Pavement Technique," Proceeding, International Seminar on New Trends in Highway Construction, New Delhi, pp 161-174, Nov-1997.
- Muraleedharan, T. and Nanda, P.K., (1992) "Application and Performance of Interlocking Concrete Block Pavement – An Overview," The Indian Concrete Journal, pp 395 -400, July 1992.
- Muraleedharan, T. and Nanda, P.K., Laboratory and Field Study on Interlocking Concrete Block Pavement foe Special Purpose Paving in India," Proceeding, Fifth International Conference on Concrete Block Paving, Tel Aviv, Israel, pp413-422, June-1996.
- Sharma, S.D., Prashant Kumar, Nanda, P.K., "Interlocking Concrete Block Pavements: New Trends in Construction," Civil Engineering & Construction Review, (Roads), 2005
- Sharma, S.D., Sood, V.K. and Sikdar, P.K., "Interlocking Block Pavement For Sustainable Road Infrastructure For Cold Region," International Conference on Sustainable Habitat For Cold Climates, Leh, India, September 16-18, 2004.
- Sharma, S.D., Sikdar, P.K., Rao, Y.V., (2004) "Interlocking Concrete Block Pavements – Its Prospects," Seminar on Design Construction and Maintenance of Cement Concrete Pavements, IRC, October, 2004.
- "New and Improved Road Technologies (Tenth Five Year Plan 200207) – Material for Special Road Applications – Development of Paving Surface for High Altitude and Desert Areas, Central Road Research Institute, New Delhi, March 2007.
- Sharma, S.D., "Interlocking Concrete Blocks Pavement: New Approach in Construction for Rural Roads," All India Seminar on "Highways Development: Design, Construction, Operation and Repairs & Concrete Day Celebration – Lucknow, 2008.
- IS:15658:2006 on "Precast Concrete Blocks for Paving – Specification," Bureau of Indian Standards,
- IRC SP: 63-2004 "Guidelines for Use of Interlocking Concrete Block Pavement" Indian Roads Congress.
- IRC: SP: 49 – 1998: "Guidelines for Use of Dry Lean Concrete as Sub-base for Rigid Pavement," Indian Roads Congress.
- IRC:50-1973, "Recommended Design Criteria for Use of Cement Modified Soil in Road Construction."
- IRC:51-1992, "Guidelines for the Use of Soil Lime Mixes in Road Construction."
- IRC:63-1976, "Tentative Guidelines for the Use of Low Grade Aggregates and Soil Aggregate Mixtures in Road Construction."
- IRC:19-1977, "Standard Specifications and Code of Practice for Water Bound Macadam."
- IRC SP-11-1988: "Handbook of Quality Control for Construction of Roads And Runways," Indian Roads Congress, (Second Revision).
- IRC:37-2001: Guidelines for the Design of Flexible Pavements (Second Edition).
Published on:
15 September 2009
Published in: NBM&CW September 2009
Share:
We Value Your Comment


































