
Innovative, Economic, Durable and Sustainable Concrete to last for +100 years of service life


Peer reviewed by Dr. LR Manjunatha, Honorary Chairman, Indian Concrete Institute-Bangalore & VP-Sustainability, JSW cement Ltd.
Concrete is a versatile construction material and day by day its consumption is increasing globally. It is second only to water in the global consumption. No civil engineering structure is feasible without using concrete. The life of concrete structures is estimated to be 100 years but actually, majority of concrete structures are seen to be worsening just after 40-50 years of age. Therefore it is the need of the hour to develop an expertise of producing such a concrete that will be economic, durable and sustainable to last for 100 years, not by chance but at purpose.
Today concrete is used in various forms for creating varieties of structures. With the progress of technology, new techniques are being tried and hence the construction has become faster, superior, durable and sustainable. Use of concrete is being made in different applications like simple residential building as well as multi-storeyed buildings. With various successful attempts for creating new types of concrete, it has been possible to bring about concretes like high strength concrete, high performance concrete, self- compacting concrete and many other types of special concretes. There are some other varieties of concrete which are used for aesthetic purposes like decorative concretes. They are mainly used for architectural requirements.
Cement is used as the main binding material in all types of concrete. Binding property of cement helps the holding together ingredients of concrete like fine and coarse aggregates when mixed with water. Cement is the only binding ingredient in concrete making which is being used for more than 200 years for concrete making ever since the Portland cement was invented in England way back in the year 1924 by Mr Joseph Aspdin.
Secondary Cementitious Materials (SCMs)
The principal cementitious material in concrete is Portland cement. Nowadays, most concrete mixtures contain secondary cementitious materials to reduce the cement content of concrete mix for achieving economy, making concrete eco-friendly as well as more durable and sustainable.
These materials are generally by-products from other processes or natural materials. They may or may not be further processed for use in concrete. For use in concrete, secondary cementitious materials, sometimes referred to as mineral admixtures, need to meet requirements of established standards. They may be used individually or in combination in concrete. They may be added to the concrete mixture as a blended cement or as a separately batched ingredient at the ready mixed concrete plant.
Following are some of the secondary cementitious materials.
- Fly Ash (FA)
- Ground Granulated Blast Furnace Slag (GGBS)
- Silica Fume (SF)
- Rice husk ash: Though it has a good scope, it will take a long time to be used in India.
- Ultrafine Fly Ash
- Ultrafine slag (Alccofine1203, herein referred to as Alccofine)
Necessity of using SCMs
Secondary cementitious materials can be used for improved concrete performance. They are primarily used for improved workability, durability and strength. Using SCMs in concrete sometimes help in designing the mix to achieve desired properties. Using only cement as the binding material in concrete making can lead to exhibit cracks in concrete and excessive heat generation. Use of SCMs can reduce the development of cracks and generation of heat. Secondary cementitious materials such as fly ash, GGBS and silica fume enable the concrete industry to use hundreds of millions of tons of by-product materials that would otherwise be landfilled as waste. Furthermore, use of SCMs makes the concrete eco-friendly and greener to protect the environment as cement manufacturing is highly energy consuming and contribute to 6-7 percent of the total CO2 emissions globally.
It has been proved by various experiments conducted by different mix proportions of different SCMs that various properties of concrete like strength, workability and durability are improved. Following table shows the physical properties of such SCMs.
| Table 1: Physical properties of different SCMs | |||||
| Fine & Ultrafine Pozzolanic Material | Cementatious (Pozzolanic) Material | Specific Surface Area (m2/kg) | Average Particle size(µm) | Bulk Density (kg/cum) | Specific Gravity |
| Fine Pozzolanic Material | Cement | 260-320 | 22-24 | 1300-1400 | 3.14 |
| Fly Ash (FA) | 300-500 | 20 | 1000 | 2.3 | |
| GGBS | 350-400 | 20 | 1100-1300 | 2.9 | |
| Ultrafine Pozzolanic Material (Average Particle size to be less than 10 km) | Ultrafine Fly Ash (UFFA) | 700-900 | 4 | 600-700 | 2.3 |
| Ultrafine Slag (UFS) | 1000-1200 | 3 | 600-700 | 2.9 | |
| Metakaolin (MK) | 9000-12000 | 1.5 | 350-450 | 2.5 | |
| Silica Fume (SF) | 15000 - 20000 | 0.15 | 200 - 300 | 2.2 | |
| Of these SCMs, fly ash and GGBS are widely used. Details of rice husk ash are not available. | |||||
| Table 2: Codal Provisions in different countries | ||
| Permissible Upper Limits | ||
| Country | Fly Ash | GGBS |
| India | No limits for % replacement | No limits for % replacement but but minimum OPC content minimum OPC content to be 30% of to be 65% of minimum minimum cementatious content cementatious content specified (IS 456 : 2000 Amendment specified (IS 456 : 2000 No.4) Amendment No.4) | No limits for % replacement but minimum OPC content to be 65% of minimum cementatious content specified (IS 456 : 2000 Amendment No.4) No limits for % replacement but minimum OPC content to be 30% of minimum cementatious content Amendment specified (IS 456 : 2000 Amendment No.4) |
| UK | 55% (BSEN 450 – 2012). | There are categories under CEM III ggbs replacement, 36-65%; 66-80%; 81-95% |
| USA | 35% for general concrete; can be higher for mass concrete (ACI 232.28-03) | 70% (ACI 233R-03) |
| Note 1. Minimum cement content is as per the exposure condition specified in IS 456-2000. If concrete is made of PPC/PSC, then permissible upper limit of fly ash/GGBS shall be inclusive of fly ash/slag in PPC/PSC. 2. In Mexico, permissible GGBS percentage is 90% of cement. |
||
- Better Workability & Retention Period
- Better Pumpability
- Early Strength Gain
- Better Finishability
- Reduced Drying Shrinkage
- Better Sulphate and Chloride Resistance
- Better Pore Size and Particle Packing (Reduced permeability)
- Better Resistance to Industrial Waste
- Reduced Cost and life cycle cost due to long term durability & sustainability of structures.
Generally better workability (higher slump) and better retention of slump are obtained with Alccofine than Silica Fume
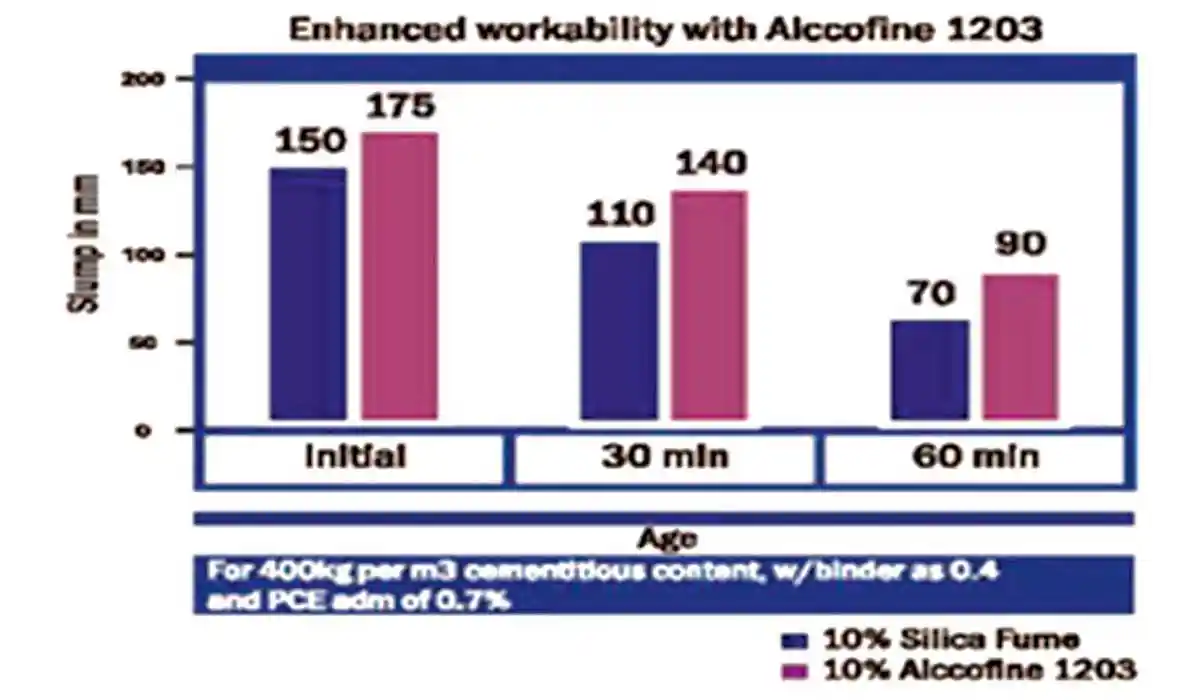 Figure 1: Comparison of using silica fume and Alccofine for workability, slump with age
Figure 1: Comparison of using silica fume and Alccofine for workability, slump with age
Figure 1: Comparison of using silica fume and Alccofine for workability, slump with ageEffect of addition of Alccofine and silica fume on compressive strength of concrete is shown in the following Table 3.
| Table3: Effect of Alccofine (UFS) addition on compressive strength of concrete specimen with equal water/binder ratio. | |||
| Compressive Strength (MPa) | |||
| Concrete mix Silica Fume | Concrete mix with ALCCOFINE (UFS) | Remarks | |
| 1 Day | 20.4 | 20.58 (1.01) | Practically same |
| 3 days | 38.29 | 45.11(1.18) | |
| 7 Day | 49.83 | 55.72 (1.15) | |
| 28 Day | 64.17 | 67.44 (1.05) | |
| 56 Day | 68.25 | 70.42 (1.03) | |
With Alccofine (UFS) pore size gets reduced and often there is more discontinuity in pores as shown in below Fig. 2. The Senior Author after conducting so many experiments has found that 3-5% of Alccofine in concrete mix can save INR 350/- per cubic metre of concrete. As the grade of concrete becomes higher, savings also increase.
 Figure 2: Pore blocking effect without Alccofine (a) and with Alccofine (b)
Figure 2: Pore blocking effect without Alccofine (a) and with Alccofine (b)Comparative performance of micro silica and ultrafine slag in concrete:
(Study conducted at IIT Madras and elsewhere)
A comparative study on slump (Fig. 3) and strength development of M60 grade of concrete containing densified micro silica and ultrafine slag was done. Binder content and dosage of ultrafine slag was kept same. (OPC 53: 430 kg/cu m, fly ash: 80 kg/cu m, micro silica / ultra-fine slag: 40 kg/cu m). In the first experiment, water to binder ratio (0.28) and Polycarboxylate (PCE based) admixture dosage (1.2%) was kept constant. Slump readings were observed at every 30 minutes interval for two hours. (Fig. 3) In second experiment, water to binder ratio and admixture dosage were adjusted to achieve constant slump values of 180 to 200 mm. Compression strength test results were recorded at 1, 3, 7 and 28 days for both the mixes. (Fig. 4)
Results are represented in graphical manner as below:
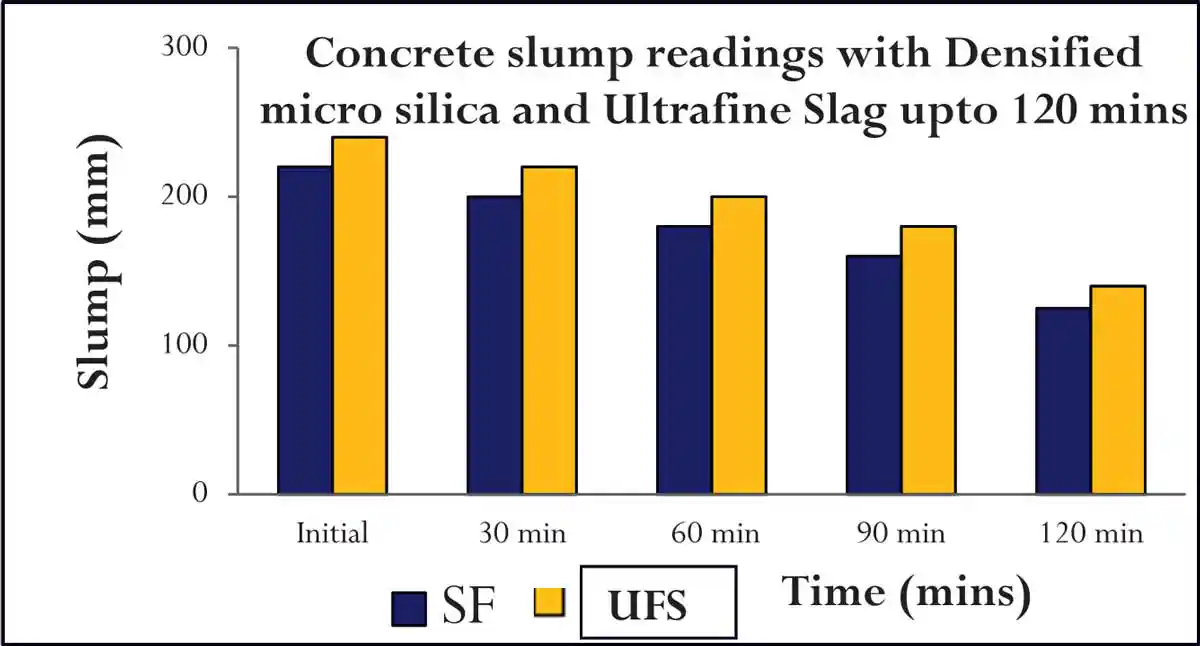 Figure 3: Concrete slump readings with SF and Alccofine (UFS)
Figure 3: Concrete slump readings with SF and Alccofine (UFS)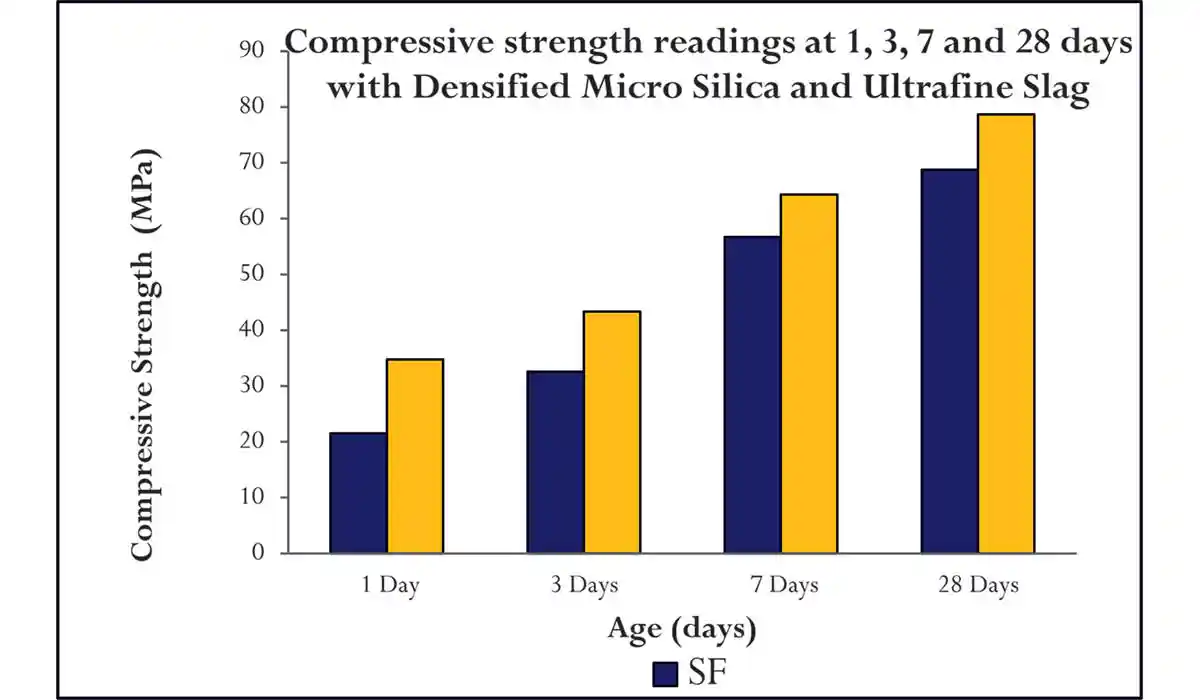 Figure 4: Compressive strength readings with silica fume and Alccofine (UFS)
Figure 4: Compressive strength readings with silica fume and Alccofine (UFS)What is Alccofine?
- It is ultrafine GGBS, manufactured in India by patented process (patented only in Goa in India).
- Its fineness is around 4 times that of cement.
- Particle size gradation is highly controlled. Records of 9 years indicate variation in any particle size is less than 0.2 micron with respect to PSD curve.
- Presently, there is also relevant BIS code viz. IS 16715 (2018).
When considering durability of concrete, chloride attack is the most imminent enemy. In the presence of oxygen and water, chloride attack corrodes the steel reducing the strength of the structure drastically.
Chloride ion (Cl-) is formed when the element chlorine gains an electron or when a compound such as hydrogen chloride is dissolved in water. High concentrations of chloride ions in concrete, due to their electro-chemical nature, break down the passive layer of reinforcing steel, without the need to drop the pH levels. Corrosion takes place as the chloride ions react with steel and the surrounding passive material to produce a chemical process which forms hydrochloric acid. The hydrochloric acid reacts with the steel reinforcement, whereby the volume of steel is increased due to corrosion leading to concrete cracking, spalling, and eventually failure of concrete.
There are two main sources of chloride ions; one is from the concrete making materials, and the other from the surrounding environment. The first could come from aggregates, admixtures and from water used for making concrete and the second comes mainly from the concrete being exposed to marine environment such as sea salt spray, direct seawater wetting, concrete being in contact with soils that are rich with chlorides deposits, or it can come from de-icing salts and use of chemicals. It is by the process of diffusion that chloride penetrates the concrete.
The main problem involving the corrosion of the steel is the spalling of the concrete cover. The oxide resulting from the corrosion is very porous and takes up to 10 times the volume of the steel which causes the break-up of the concrete.
RCPT Test
The Rapid chloride permeability test (RCPT) is a test that uses the total charge, driven by an applied electric field of 60 Volts, passing through a 2-inch thick and 4-inch diameter concrete sample over a period of 6 hours, as an index of the concrete permeability.
RCMT Test
The rapid chloride migration test (RCMT, NT Build 492) uses electrical voltage to accelerate chloride migration. The test specimen shall be 4 inches in diameter and 2 inches thick, and prior testing the specimen is vacuum-impregnated with saturated lime solution as described in NT Build 492. After the specimen is prepared, the concrete is exposed to a 10% NaCl solution on one side and a 0.3N NaOH solution on the other. The test starts by measuring the initial current through the sample for an applied 30 volts. The initial and final current through the specimen and specimen temperature are measured. After the test duration is completed, the concrete specimen is split open and a 0.1 M silver nitrate reagent is applied to the sample. The chloride penetration depth, as evidenced by the precipitation on the specimen of silver chloride, is measured at least seven depths to an accuracy of 0.1 mm (0.0039 in.). The surface chloride content can optionally be measured by cutting a 5 mm (0.197 in.) concrete slice on the surface exposed to the chloride solution and measuring the acid-soluble chloride content in the slice. This chloride content can be used to get information on the concrete sample chloride binding capacity.
Use of Secondary/ Supplementary Cementitious Materials (SCMs)
The addition of SCMs to concrete can substantially increase the concrete’s resistance to chloride ingress. The use of SCMs can improve concrete’s durability, resistance to degradation due to multiple mechanisms, and strength gain behaviour.
SCMs have two primary forms of reaction that influence the properties of the concrete. The hydration and chemical reactivity of SCMs are functions of their compositions, with many SCMs showing varying ranges of each type of reactivity.
• Latent Hydraulic Reactivity: The material will react with water to form strength-bearing phases, with or without the presence of Portland cement. SCMs of this form typically will contain both calcium and reactive silicates.
• Pozzolanic Reactivity: The SCMs will react chemically with water and the hydrated cement paste to form additional strength-bearing phases and cause a densification of the microstructure. Pozzolanic materials are typically siliceous in nature and need not contain lime-bearing phases.
The reaction rates of SCMs impact their influence on the pore structure, and as a result reducing the rate of chloride diffusion through concrete.
For the purpose of this study, the following materials were used in concrete and the test results evaluated to study the chloride migration characteristics of concrete:
- Ground Granulated Blast Furnace Slag (GGBS).
- Fly Ash.
- Alccofine (UFS)
Ground granulated blast-furnace slag, is a by-product of steel production. Slag is primarily composed of CaO, SiO2, Aluminum oxide (Al2O3), and Magnesium oxide (MgO). When used as part of a Portland cement concrete, slag reacts with both the water (latent hydraulic reaction) and the hydrated cement paste (Pozzolanic reaction), resulting in a more refined microstructure than that of a plain Ordinary Portland cement (OPC).There are many manufacturing facilities in India producing ggbs in India and the major producer of ggbs in India is JSW Cement limited and also ggbs is manufactured globally by many building materials companies of repute.
Fly Ash
Fly ash is a by-product of coal combustion and composed primarily of silicon dioxide (SiO2) and calcium oxide (CaO). When added to concrete, fly ash reacts with the hydrated cement paste in a primarily Pozzolanic reaction; the result is a denser microstructure over time. Flyash is available from many thermal power plants in India like NTPC, State owned power generation plants and Private sectors plants.
Alccofine (UFS)
Alccofine is a new generation, ultrafine, low calcium silicate slag product manufactured by Counto Microfine Products Private Ltd. (CMPPL) - a joint venture between Ambuja Cement Limited & Goa based, Alcon group. The production facility is at Pissurlem Industrial Estate.
Concrete Mix Design
Concrete trials were conducted with the following proportions:
- OPC alone.
- OPC + Fly Ash, replacing 20%, 35% , 40% & 60% of Fly Ash in cementitious content.
- OPC + GGBS, with replacing 35%, 50%, 70% & 90% of GGBS in cementitious content.
- OPC + Alccofine, with replacing of 5%, 15%, 25% & 35% of Alccofine(UFS) in cementitious content.
- OPC + Fly Ash + 5% Alccofine,(UFS) replacing 20%, 35%, 40% & 60% of Fly Ash in cementitious content.
- OPC + GGBS + 5% Alccofine,(UFS) with replacing 35%, 50%, 70%& 90% of GGBS in cementitious content.
- OPC + Fly Ash + 3% Alccofine,(UFS) replacing 20%, 35%, 40% & 60% of Fly Ash in cementitious content.
- OPC + GGBS + Alccofine, (UFS) with replacing 35%, 50%, 70% & 90% of GGBS in cementitious content.
Following figure shows the test results of RCPT at 7, 28 and 56 days for M40 grade of concrete with various combinations of SCMs and cement.
Rapid Chloride Penetration Test results at 7, 28 and 56 days for M40 grade of concrete
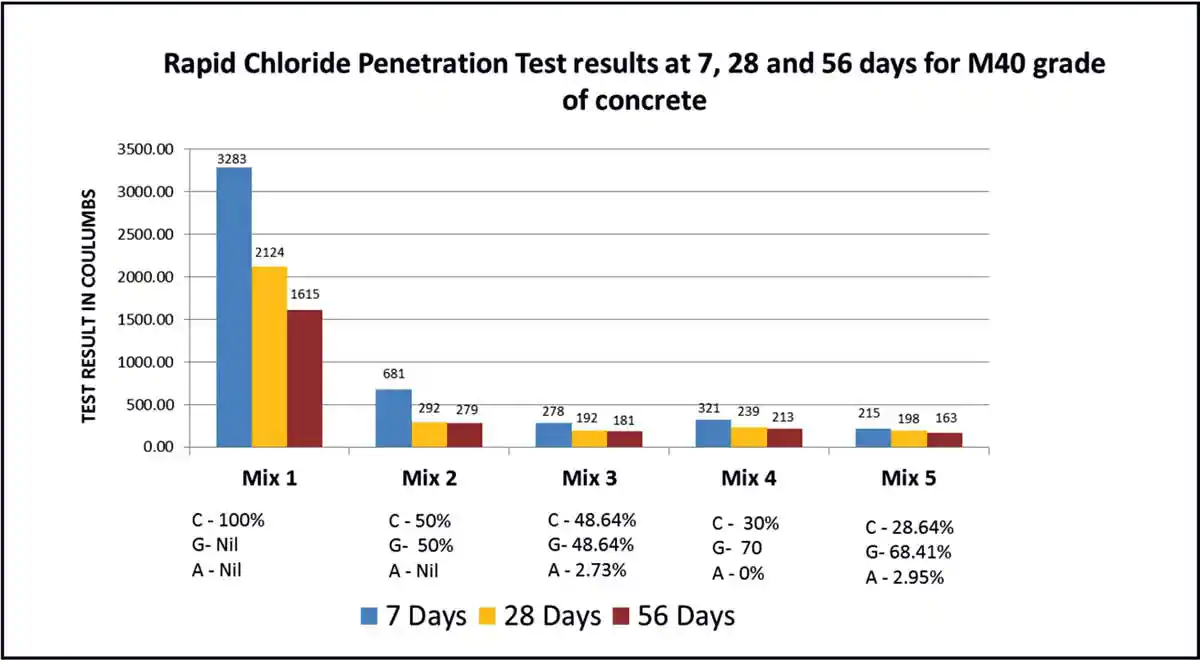 Figure 5: Test Results of RCPT
Figure 5: Test Results of RCPT
Figure 5: Test Results of RCPTWorked out Example to demonstrate economy achieved in concrete production by using Secondary Cementitious Materials
In the above mix proportioning for 1 cubic meter concrete cement required is 440 kg without using secondary cementitious materials (SCM).
I. Using SCM as per Indian Standard Code:
If we use GGBS in maximum allowable quantity as per Indian Standard Code i.e. 70% of cement weight, then weight of cement per cubic meter of concrete will be 30% and that of GGBS will be 70%.
These get calculated as:
30% of 440 kg = 132 kg of cement;
70% of 440 kg = 308 kg of GGBS.
Basic rate of cement 50 kg bag in Mumbai Considered during the calculation = INR 310/-;
Present rate basic rate of GGBS 50 kg bag in Mumbai considered during the calculation = INR 200/-.
So the new requirements of cement and GGBS will be:
Cement bags = 132/50 = 2.64 rounded to 3 bags
GGBS bags = 308/50 = 6.16 bag rounded to 7 bags
Therefore cost of cement = 3 x 310 = 930/- ≈ INR 930.00
And cost of GGBS = 7 x 200 = 1400/- ≈ INR 1400.00
So total cost of cementitious materials = 930.00 + 1400.00 = INR 2330.00
If GGBS is not used, the cost of cementitious material is 310 x 9 = INR 2790/-
So it is clear that we can save 2790 – 2330 = INR 460/-. (A) with pure OPC Mix of M40.
If the basic cost of 1 cubic meter of M40 concrete in Mumbai is considered (INR 5900/- per m3),
then saving is 460/5900 = 0.0779
So 7.8% cost is saved.
Apart from this, coarse aggregates of 40 mm can be used in foundations and substructure which will reduce the cementitious materials amount further by 30% (As per Table No.6 of Indian Standards-IS 456-2000). Hence the cost of total cementitious material will be:
930+1400= INR 2330.00
30% of this cost will be saved if we use 40 mm coarse aggregates.
0.3×2330= 699/-
So another INR 699/- will be thus saved. (B)
Therefore final saving in cost of concrete per cubic meter is
A + B = 460+699 = 1159/-.
For achieving early strength development of concrete, we have to add a small percentage say 3 to 4% of ultrafine slag like Alccofine 1203, cost of which will add to the cost of cementitious material. Considering the cost of Alccofine 1203,
21 rupees per kg and for a total quantity of roughly 15.4 kg (3.5% of 440kg) comes to be equal to 324 rupees. (C)
So, final savings will be
A + B – C = 460+699-324= 835
Therefore total savings are 835/5900 =0.1415 which is 14.15%.
II. Use of SCM as per BS Code
If we use GGBS in maximum allowable quantity as per British Standard Code i.e. 85% of cement weight, then weight of cement per cubic meter of concrete will be 15% and that of GGBS will be 85%.
These get calculated as:
15% of 440 kg = 66 kg of cement;
85% of 440 kg = 374 kg of GGBS.
Present rate of cement 50 kg bag in Mumbai = INR 310/-
Present rate of GGBS 50 kg bag in Mumbai = INR 200/-.
So the new requirements of cement and GGBS will be:
Cement bags = 66/50 = 1.32 say 2 bags
GGBS bags = 374/50 = 7.48 say 8 bags
Therefore cost of cement = 2 x 310 = 620/- ≈ INR 620.00
And cost of GGBS = 8 x 200 = 1600/- ≈ INR 1600.00
So total cost of cementitious materials = 620.00 + 1600.00 = INR 2220.00
If GGBS is not used, the cost of cementitious material is 310 x 8.8 = INR 2780/-
So it is clear that we can save 2780 – 2220 = INR 508/-. (A)
If the basic cost of 1 cubic meter of M40 concrete in Mumbai is considered (INR 5900/- per m3),
then saving is 508/5900 = 0.086
So 8.6 % cost is saved.
Apart from this, coarse aggregates of 40 mm can be used in foundations and substructure which will reduce the cementitious materials amount further by 30% (As per Table No. 6 of Indian Standards IS456-2000). Hence the cost of total cementitious material will be:
620+ 1600= INR 2220.00
30% of this cost will be saved if we use 40 mm coarse aggregates.
0.3× 2220 = 666/-
So another INR 666/- will be thus saved. (B)
For early strength development, Alccofine 1203 in 3.5% will have to be added. The cost of it will be rupees 323/-. (C)
Therefore final saving in cost of concrete per cubic meter is
A + B - C = 508+666 - 323 = 1174-323 = 851/-.
Hence the final saving in the cost of concrete making is
851/5900 × 100 = 14.42%.
Final Saving in making of 1 cubic meter of M40
concrete = 14.42%
Lastly, addition of ultrafine slag cementitious material like Alccofine 1203 in an amount 3 to 4% has been found to be beneficial in the following ways:
Based on the addition of alccofine-1203,
- maximum strength of concrete was achieved at an early age
- increased the self-compatibility characteristics such as passing and filling ability and segregation resistance.
It can be concluded from the above that considerable cost saving in concrete can be achieved by using SCM, ultrafine cementitious material as well as partial replacement of 20 mm coarse aggregates by 40 mm coarse aggregates in foundation and substructures concretes.
Conclusion
- It can be concluded from the above that considerable cost saving in concrete can be achieved by using SCM, ultrafine cementitious material as well as partial replacement of 20 mm coarse aggregates by 40 mm coarse aggregates in foundation and substructure.
- Small percentage, 3 to 5%, Ultrafine materials like, Alccofine 1203 (UFS) can be further used under the supervision of an expert to achieve nearly 3.4% savings of the total cost of concrete.
- By the study included in this paper on the various aspects of SCMs like physical properties and effect on important properties of concrete like strength, workability and durability, it is clearly seen that use of secondary cementitious materials(SCM) for making concrete can bring miraculous achievements in economy, durability as well as sustainability which help the structure last longer up to 100+ years on continuous structural health monitoring of structures.
- Summary of Effectiveness of SCMs on Concrete Durability
| Type of SCM | % Addition with respect to Total Cementitious ontent | Resistance to Alkali-Silica Reaction/Ex pansion | On Carbonation Resistance | On Chloride Resistance | On Sulphate Resistance | On Industrial Waste |
| Fly ash | 10% to 25% | Good to Very Good | Moderate | Good | Good | a) Slightly better than OPC |
| 26% to 50% | Excellent | Moderate | Excellent | Good | b) Better than 1(a) | |
| GGBS | 50% | Very Good | Moderate | Very Good | Very Good | Very Good |
| 50 to 70% | Excellent | Poor | Excellent | Excellent | Excellent | |
| Silica Fume | 5 to 10% | Excellent | Moderate | Very Good | Moderate | - |
| Metakaoline | 10 to 20% | Excellent | Moderate | Very Good | Moderate | - |
- Whiting, D., “Rapid Determination of the Chloride Ion Permeability of Concrete,” Final Report No. FHWAJRD-371/1 19. US Federal Highway Administration (1981).
- Development and Standardisation of Rapid Methods for Assessing the Fluid Penetration Resistance of Concrete, Hooton, R. D., Charmchi, G. and Karkar, E., XII International Conference on Durability of Building Materials and Components (XII DBMC), RILEM Proceeding Pro 96, Sao Paulo, 2-5 September 2014.
- Revisiting Rapid Chloride Permeability Test, Milind Joshi and Siddika Mapari, POV, ICJ, 2010
- Shi Caijun, Another look at the Rapid Chloride Permeability Test (ASTM CI 202 or ASSHTO T277)
- Tang, L. and Nilsson, L.O., “Rapid Determination of Chloride Diffusivity in Concrete by applying an Electrical Field,” ACI Matls. J., 89 (1) (1991)49-53.
- Standard test method for electrical indication of concrete’s ability to resist chloride ion phenomenon, ASTM C1202-97, American Society for Testing and Materials, USA.
- NT Build 492 “Chloride Migration Coefficient from Non-Steady State Migration Experiments.
- State-of-the-Art Report (Draft), RILEM TC 230 – PSC, RILEM Technical Committee on Performance Specification for Concrete Structures.
- Krieg, Willfried, Rapid Chloride Permeability Testing- a critical review.
- Nayak, N. V., GGBS-The Most Effective SCM for Concrete-Civil Engineering and Construction Review, May 2020, pp-24-30
Authors acknowledge continuous encouragement given by Dr Manjunatha L.R, Vice president –Direct sales and sustainability, JSW cement Limited , for writing this paper and getting it published.
Published on:
10 May 2022
Published in: Concrete Construction April - May 2022
Share:
We Value Your Comment


































