
Impact of Ground Granulated Blast Furnace Slag on High-Performance Concrete
Concrete, being a physical mixture of cement, aggregate (sand and crushed rocks), and water, is the key construction material across the world. There is now a huge demand for infrastructure which has increased concrete consumption to a great extent. The demand for concrete has led to various researches to develop High Performance Concrete (HPC) by improving its two major characteristics: strength and durability.
Higher strength concrete demands higher cement content (600 kg/m3 to 700kg/m3) which is not allowed as per the IS code, as it increases the heat of hydration, resulting in the formation of thermal cracks and thereby deteriorating the performance of the structure. Increase in OPC content means increased carbon footprint which is hazardous to the environment. Keeping sustainability as the prime factor, the present work is performed using Ground Granulated Blast Furnace Slag (GGBS) as the Supplementary Cementitious Material (SCM), which is a waste by-product from steel industries. In this study, four grades of concrete were designed with the powder content ranging from 550 kg/m3 to 700 kg/m3 of which about 40% of OPC was replaced by GGBS, to produce sustainable and economical high-performance concrete. Crushed stone sand is used instead of natural river sand; and 12.5mm downsized coarse aggregates and PCE based Superplasticizer are used as the other ingredients in the design. Fresh and hardened properties such as workability, compressive strength, tensile strength, and flexural strength of concrete are evaluated by standard test methods. From the study, it can be observed that 40% replacement of OPC by GGBS renders the desired properties without causing any adverse effect.
Concrete is being used for a variety of purposes to make it withstand different atmospheric conditions. In such cases, ordinary concrete may not exhibit the required quality performance and durability. Concrete properties like high strength and high-performance demands greater cementitious material, but it is known that to reduce the carbon footprint of the concrete and as per IS – 456:2000, the maximum cement content has to be limited to 450 kg/cum. Also, increasing the cement content alone will not only increase the cost of concrete per m3 but also increase the heat generated during hydration, and shrinkage cracks in the initial period itself. These issues can be addressed by incorporating supplementary cementitious materials (SCMs) such as Fly Ash, Ground granulated blast furnace slag (GGBS), Silica fume (SF), rice husk ash (RHA), etc. to replace OPC in a compressive way and hence produce environmentally sustainable concrete. Therefore, great attention has been paid to produce HPC with less cost and lower emission while providing the equivalent properties.
The concept of high strength concrete (HSC) started during the 1970s due to the demand for speedy construction. In many instances, HSC typically consists of a high cement content resulting in the high heat of hydration and shrinkage cracks. Only the strength criterion is not sufficient to decide the quality of concrete but durability should also be considered. This is the key factor to focus on the concept of high-performance concrete (HPC). The raw materials for both HSC and HPC are the same, but the knowledge about the materials, their properties and their interaction plays a very important role in making HPC differ from HSC. Researchers started using industrial by-products (which are pozzolanic/cementitious in nature) in concrete so that the problem of high cement content along with high carbon footprint is solved to a greater extent.
GGBS is one of the promising cementitious materials that can be blended with Portland cement for production of durable concrete, and at the same time, it is a value-added product. Addition of GGBS to Portland cement not only improves the early strength of concrete but also forms a calcium silicate hydrate (CSH) gel around the cement particles which is highly dense and less porous. This may increase the strength of concrete against cracking.
GGBS is used as a direct replacement for Portland cement, on a one-to-one basis by weight. Replacement levels for GGBS vary from 30% to 85%. Typically, 40 to 50% is used in most cases.
Applications of HPC
HPC offers various application opportunities for infrastructure work, building construction, and many non-structural products which are of architectural importance. Within the last two decades, research projects have been extensively conducted across the world to industrialize HPC technology as the future sustainable construction material. Around 200 bridges have been constructed using HPC in one or more of its components. Few other areas of application include building components such as sunshades, cladding, and roof components. HPC is preferred in the precast industry as it can produce light, slender, durable, and aesthetic structures. It is also widely used as an overlay to the existing concrete structures, thus improving its mechanical and durability properties, resulting in lesser maintenance work. It is used in marine construction as well due to its great resistance to aggressive agents. UHPC has become an innovative and economical solution in many areas where conventional concrete has been a struggle.
Objectives
The objective of the research is to develop High-performance concrete (HPC) using mineral admixture GGBS contrary to the traditional method of using pure OPC cement in concrete production with the following key factors in mind while designing the concrete mixes. GGBS Produced from JSW Cement was used in the current study. Key factors in developing high-performance concrete are:
- Need for early strength for early de-moulding to increase productivity.
- High Flow requirement.
- Improve Surface finishing.
- Compatibility with cement replacements.
Normally, HPC is composed of the following components: Ordinary Portland Cement (OPC), fine aggregates, coarse aggregates, mineral admixtures, chemical admixtures like superplasticizers and water. OPC 53 conforming to IS 12269-2013 was used in the present investigation. Crushed Stone Sand (CSS) is used as fine aggregate and 12.5mm downsize coarse aggregate (retained on 4.75mm sieve) of granite origin is used as coarse aggregates. GGBS which is a by-product from steel plant is used as Supplementary Cementitious Material. Superplasticizer is used as a chemical admixture which aids to reduce the water content in the concrete and to reach the required workability of HPC. In this work, a different proportion of GGBS has been used to form the HPC, and the strength is calculated through the compressive strength and split tensile strength.
Ground Granulated Blast Furnace Slag (GGBS)
GGBS, being the by-product from blast furnace, contains cementitious properties. To develop ultra high-performance concrete, higher cement content (>600kg/m3) is required, which in turn, results in higher heat of hydration. To overcome this and to increase durability, cementitious materials such as GGBS can be used as the partial replacement for the % cement volume. Replacement levels for GGBS may vary from 20% to 70%. Typically, 40 to 50% is replaced in most instances. For the present study, GGBS is procured from JSW, meeting the requirement of IS 10289:1987 and properties are as shown below.
| Table 2.1 Properties of GGBS | |
| Brand | JSW |
| Specific gravity | 2.9 |
| Particle size (µ) | 0.1 to 40 |
| Fineness(m2/kg) | 380 |
| Bulk Density (kg/m3) | 1200 |
| Colour | Off white |
| Table 2.2 Chemical composition | |
| Ingredient | % by mass |
| Calcium Oxide (CaO) | 40 |
| Silica Oxide (SiO2) | 35 |
| Alumina (Al2O3) | 10 |
| Magnesia (MgO) | 8 |
| Glass Content | 95 |
GGBS has similar surface morphology as that of cement showing finer yet angular and non-spherical particles. Figure 3.2 shows the SEM image of GGBS sample.
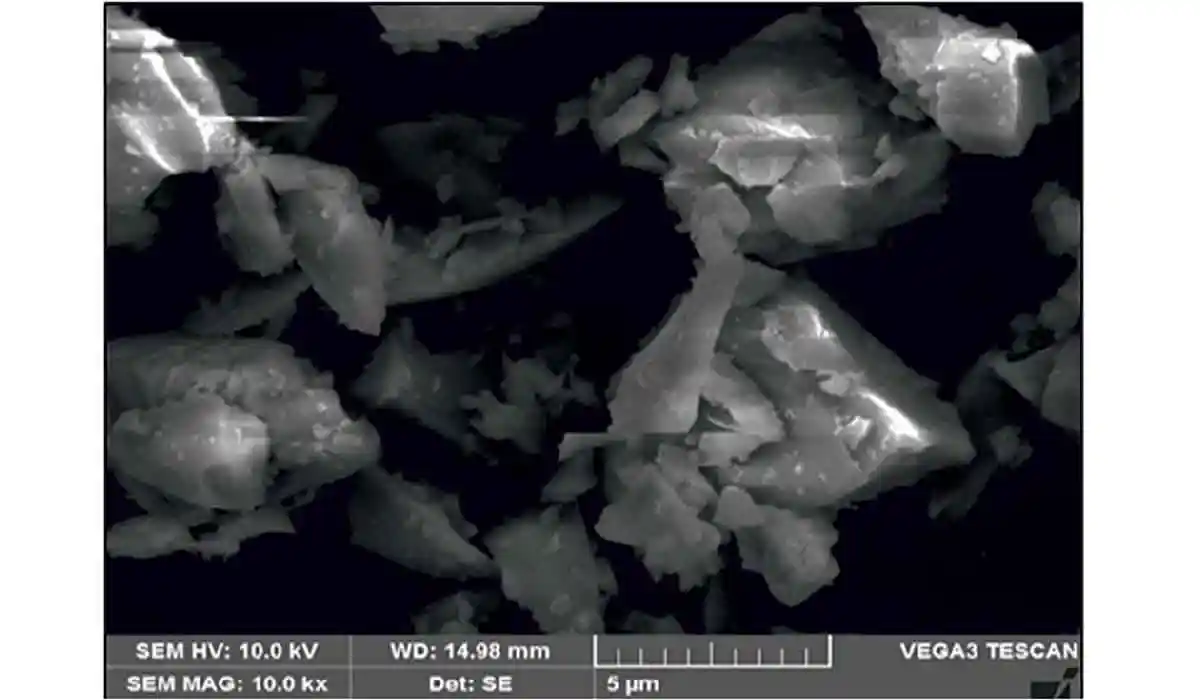 Figure: 2.1 SEM of GGBS
Figure: 2.1 SEM of GGBSMix Proportion
Developing High-Performance Concrete requires careful selection and a good understanding of the materials to be used, basic properties and its behaviour when used in concrete. It is a well-known fact that voids in concrete inhibit its mechanical properties; hence, it is necessary to keep the volume of voids as less as possible. Taking this into consideration, concrete mix was designed by absolute volume method considering least voids of aggregates as the volume of paste.
The least voids possible for different percentage combinations of CA and FA blended together are studied initially. To begin with, the specific gravity and density of different percentage combination of coarse and fine aggregates were calculated and then by using the formulae percentage voids is calculated. The formulae used to calculate % voids is
Percentage voids =100x (G - γ)/ G
Where,
G = Specific gravity of aggregate,
γ = Bulk density of aggregate in g/cc. [IS 2386 (III)]
The percentage of the least void obtained was 20.35% for the combination of 47:53 (CA: FA) by adopting the above-mentioned procedure. Based on the least void established by aggregate proportioning, the paste content was varied from 27% onwards. On performing repeated trials 36% to 39% of paste volume provided the optimum results, hence the volume of paste (Vp) for concrete mixes was fixed at 36% to 39%.
Four different grades of concrete were designed, with cement content varying from 380 Kg/m3 to 450 Kg/m3. But to obtain HPC/UHPC the cement content should be as high as 600 Kg/m3 and above. The permissible limit of cement content per meter cube as per IS 456: 2000 is 450Kg/m3. Therefore, it was necessary to replace some amount of cement with mineral admixtures. As per IS 10262: 2019 about 25% to 50% of the total cement can be replaced by GGBS. Hence in the present study, about 40% of the cement was replaced by GGBS, taking care that paste volume remains in between 0.36 to 0.39. Mix designs are performed using a volumetric approach.
| Table 3.1 Mix proportions for HPC | ||||||
| Mix | OPC (kg/m3) | GGBS (kg/m3) | W/B | CA (Kg/m3) | FA (Kg/m3) | Admixture (%) |
| M-1 | 380 | 180 | 0.32 | 775 | 864 | 0.6 |
| M-2 | 410 | 200 | 0.3 | 755 | 841 | 0.7 |
| M-3 | 430 | 210 | 0.27 | 757 | 844 | 0.8 |
| M-4 | 450 | 220 | 0.23 | 764 | 851 | 1.2 |
Results
Flow and Compressive Strength
High-performance concrete is not only about strength, but it is also about other parameters of concrete. In the present work, flow values above 600mm were achieved without compromising with the strength parameter of HPC. Even by keeping the water to cement ratio as low as 0.23, we were able to achieve the flow of 680mm without any segregation or bleeding.
Compressive strength is the measure of the capability of the concrete to carry the load without any cracking or deflection. The test was performed using Compression Testing Machine (CTM) conforming to IS 14858, which is of 3000KN capacity. The test was conducted at 1 day, 3 days, 7 days and 28 days as per IS 516:2018. Cubes of size 100*100*100 mm were tested at a loading rate of 14 MPa per minute. Satisfactory results were achieved in all four grades of concrete and the compressive strength results are as shown in the table below.
| Table 4.1 Flow and Compressive Strength | |||||
| Mix | Flow (mm) | Compressive strength (MPa) | |||
| 1day | 3days | 7days | 28days | ||
| M1 | 640 | 11.02 | 33.98 | 57.45 | 75.64 |
| M2 | 690 | 13.25 | 36.51 | 60.52 | 83.27 |
| M3 | 650 | 15.06 | 49.08 | 73.55 | 96.95 |
| M4 | 680 | 24.25 | 60.87 | 90.73 | 110.73 |
Split Tensile and Flexural strength
Split tensile strength test was conducted based on the IS: 5816:1989 on cylindrical specimens of 100mm diameter and 200mm height. The test was performed on Compression Testing Machine conforming to IS 14858. Tensile strength is a measure of maximum load at which the concrete may crack. It is directly correlated with the compressive strength.
Flexural strength is the measure of the ability of a concrete member to resist bending failure. The test was conducted on the beam specimen of dimension 500mm*100mm*100mm. Strain Controlled Flexure Testing Machine was equipped to conduct the test.
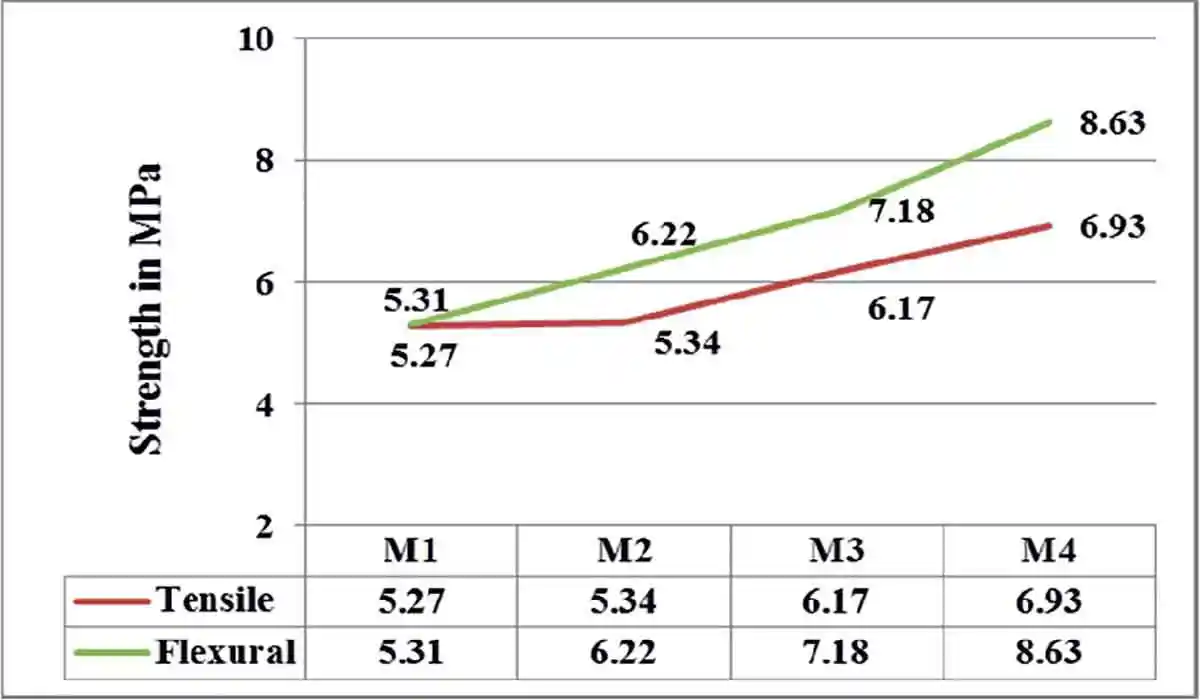 Figure: 4.1 Split Tensile and Flexural strength
Figure: 4.1 Split Tensile and Flexural strengthConclusion
One should plan to utilize mineral admixtures like GGBS in the construction industry to make it financially savvy and eco-friendly. We could achieve the desired concrete products with all the quality prerequisites. Components with good surface finishing can also be achieved. We can even increase the quantity of GGBS by reducing the OPC content in concrete. This will spare the characteristic assets from diminishing ozone-depleting substances and CO2 discharges.
- The adopted method of obtaining HPC with least voids of aggregate is beneficial in achieving high strength concrete even with as less as 380kg/m3 of Cement content.
- Using GGBS as SCM proved to be beneficial in achieving HPC with flow greater than 600mm without any segregation or bleeding
- Targeted compressive strength is achieved for all the grades of the concrete easily by using GGBS
- It is evident that even with OPC content of 450 Kg/cum, we can achieve 100 MPa concrete with the help of GGBS.
- Concrete also behaves satisfactorily well in tensile and flexural parameters when GGBS is incorporated in the mix.
- Use of GGBS not only enhances the quality of concrete but also gives commercial benefits as its cost is way lesser than OPC
- A Elahi, P.A.M Basheer, S.V.Nanukuttan, Q.U.Z Khan, “Mechanical and durability properties of high performance concrete containing supplementary cementitious materials”. Construction and Building Materials, 24, 2010, pp 292-299.
- Caijun Shi, Zemei Wu, Jinfan Xiao, Dehuiwang, Zhengyu Huang, Zhi Fang, “A review on ultra-high performance concrete: Part 1, Raw materials and mixture design” Construction and Building materials 101, 2015, pp 741-751.
- Dehui Wang, Caijun Shi, Zemei Wu, “A review on ultra-high-performance concrete: Part II. Hydration, microstructure and properties”, Construction and building materials 96, 2015, pp 368-377.
- Zemei Wu, Caijun Shi, Wen He, “Comparative study on flexural properties of ultra-high-performance concrete with supplementary cementitious materials under different curing Regimes”. Construction and Building Materials 136, 2017, pp 307-313.
- N M Azmee and N Shafiq, “Ultra High-Performance Concrete: From Fundamental to Applications”, Case Studies in Construction Materials, 2018
- Naveen A katavi, “A Study on the Properties of Ultra High Performance Concrete (UHPC) Using Nano Materials”, M. tech Dissertation report submitted to VTU, 2017.
- Shashikiran M R, “Development of high early strength concrete using ultrafine mineral admixtures”. M.tech Dissertation report submitted to VTU, 2017.
- Shivalingayya, “Development of Ultra High Perfromance Fiber Reinforced Concrete”, M.tech Dissertation report submitted to VTU, 2018.
- IS 456: 2000, “Plain and Reinforced Concrete - Code of Practice”, BIS, New Delhi
- IS 12269: 1987, “Specification for 53 Grade Ordinary Portland cement”. BIS, New Delhi.
- IS 2386 (Part 1 and Part 3), “Methods of Test for Aggregates for Concrete- particle size and shape”, BIS, New Delhi.
- IS 383-1970, “Specifications for coarse and fine aggregate from natural sources for concrete”, BIS, New Delhi.
- IS 5816:1999- “Methods of Test Splitting Tensile Strength of Concrete”, BIS, New Delhi.
- IS 1199-1959, “Methods of sampling and analysis of concrete”, BIS, New Delhi.
- IS 516-2018, “Methods of tests for strength of concrete”.
Published on:
09 December 2020
Published in: NBM&CW December 2020
Share:
We Value Your Comment












