Samir Surlaker &
Sunny Surlaker, MC-Bauchemie India Private Limited, Mumbai
Concrete is the most versatile man made material of our times. As a material, its use today in the world is second only to water. This is because of its mouldability when fresh and its strength and durability characteristic when set. Concrete technology has made tremendous strides in past decade. Concrete is now no longer a material consisting of cement, aggregates, water and admixtures but it is an engineered material with several new constituents. The concrete today can take care of any specific requirements under most of different exposure conditions. In today’s construction practices, many extra properties are demanded of the concrete in terms of speed of construction, workability characteristics, early strength gain, excellent durability, resistance to aggressive media and a long service life. In this context, it is natural that High Performance Concrete (HPC) will soon gain a mainstream appeal, especially in fast developing nations like India.
High Performance Concrete (HPC)
There are no unified definitions for High Performance Concretes (HPC) and different Institutions and experts define High Performance Concrete differently. The American Concrete Institute defines High Performance Concrete as “Concrete that meets special performance and uniformity requirements that cannot always be obtained by using conventional ingredients, normal mixing procedure and typical curing practices.”
In simpler words, HPC is a concrete that has atleast one outstanding property viz. Compressive Strength, High Workability, Enhanced Resistances to Chemical or Mechanical Stresses, Lower Permeability, Durability etc. as compared to normal concrete. For example, Self- compacting Concrete is a specific part of High Performance Concrete, which distinguishes itself with self-consolidation properties coupled with high flowability. Table 1 shows the Properties and Areas of application of High Performance Concretes. Table 1a shows some properties and areas of Application of HPCs.
| Table1: Properties and Areas of Application of HPC |
| Property |
Types of Concrete |
Areas of Application |
| Compressive Strength |
High Strength Concrete |
Construction Elements in High Rise Buildings |
| Workability |
Self Compacting Concrete |
Precast Industry
Filigree Construction Elements |
| Durability |
High Resistance Concrete
Chemical-Mechanical |
Natural Draught Cooling Tower
Tank Bund Areas |
| Density |
High Density Concrete with low Permeability |
Marine Structures |
| Table 1a: Properties and Areas of Application of HPC |
|
Properties of HPC
|
Areas of Application of HPC
|
- Increase of Durability by lowering of Permeability
- Increase of Concrete Density
- Increase of Compressive Strength
- Improvement in ratio of Flexural Strength to Compressive Strength
- Increase of resistance to Corrosion Attack
- Increase of Chemical Resistance
- Improvement of Abrasion Resistance
- Reduction of Segregation and Bleeding
- Increased resistance to Alkali-Silica-Reaction (ASR)
- Improved sulphate resistance and low chloride ion penetration
|
- Production of High Strength Concrete
- Production of highly Durable Concrete
- Guniting and Shotcrete Applications
- Underwater Concreting
- Concrete in Marine Environment
- Concrete for Nuclear Projects
- Concretes for Sewage Treatment Plants
- Concrete for Underground Structures
- Highly Abrasion and Chemical Attack Resistant Concrete
- Concrete to take Thermal Stresses
|
Most of these concretes will have very low water cement ratios to achieve durability and this would call on New Generation Super Plasticizers. The advantage of New Generation Super Plasticizers over Older types is the performance; wherein New Generation Super Plasticizers are highly effective at water cement ratios as low as 0.2. Further Acrylate family (AP) and Polycarboxylate (PCE) based Super Plasticizers have minimum loss of slump with respect to time and they do not retard the concrete. The process of hydration begins immediately and there is remarkable development in strengths within 6-8 hours as against the old generation retarding Super Plasticizers. New Generation Super Plasticizers have better compatibility as well as they are found suitable for usage in concrete where Microsilica, Flyash, GGBSF, Aluminosilicates, Colloidal Silica, etc. are used.
In addition to High Strength Concrete which has become relatively common, some HPC applications, which is of interest for the Indian market can be classified as:
- Self-compacting Concrete / High workability concrete
- Concretes resistant against acids / aggressive media
- High Performance Waterproof Concretes
Self-compacting Concrete
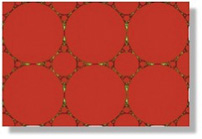
Self-compacting Concrete (SCC) as the name signifies should be able to compact itself by its self-weight under gravity without any additional vibrations or compaction. SCC should be able to assume complicated formwork shapes without forming cavities and entrapping air. The reinforcement should be effectively covered and the aggregates should be fully soaked in the concrete matrix. In addition, the concrete should be self-leveling and self-defoaming without any external compaction. Figure.1 shows the flow of SCC.
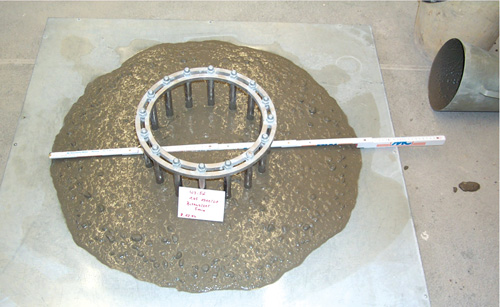 |
| Figure 1 |
Self-compacting Concrete has the following special advantages:
- Saves costs on machinery, energy and personnel for vibrating the concrete
- Considerably improved finished surfaces (Fairfaced Concrete), less efflorescence
- Saving in initial cost of formwork and more usage
- Marked improvements in durability on account of better compaction
- Extremely suitable for slim and complicated moulds (filigree elements)
- Covers reinforcement effectively
- Better adhesion between cement binder and aggregates
- Reduces demoulding time
- No sound pollution
The economy of SCC is calculated as extra cost incurred for New Generation Super plasticizers and stabilizers minus the cost of formwork, early demoulding time, purchase of vibrating equipments as well as material saving for concrete cosmetics repair. When these costs are considered & coupled with the durability of conc- rete obtained, the gap between the cost of SCC and normal concrete is substantially narrowed down.
Technology for Self-compacting Concrete
The major difficulty faced in development of Self-compacting Concrete (SCC) is on account of contradictory factors that the concrete should be fully flowable but without bleeding or segregation. It is therefore required that the cement and mortar of Self Compacting Concrete should have higher viscosity to ensure flowability while maintaining stability of bigger aggregates. Special PCE based chemical admixtures and specialized mineral admixtures like Microsilica or Aluminosilicates are required in the production of SCC. To meet the concrete performance requirements, the following three types of self-compacting concretes are available. Figure 2 shows the different concepts for production of SCC.
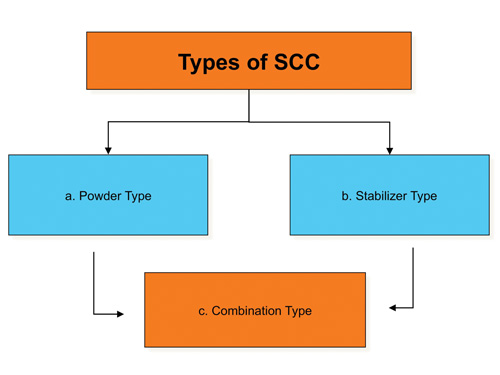 |
| Figure 2: Concepts of Production of SCC |
Based on these concepts, the general proportioning guideline for SCC is given in Figure 3.
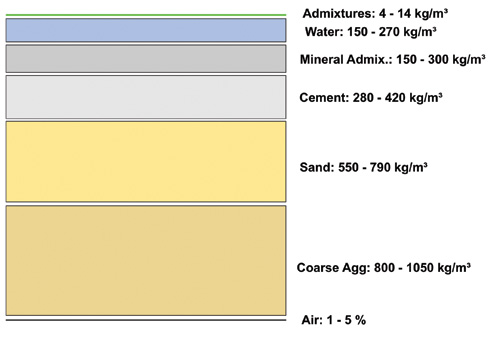 |
| Figure 3: General Proportioning Guideline for Self-Compacting Concrete |
Acid Resistant Concrete
One of the major applications of HPC is to increase the durability of concrete where acid attacks or aggressive media are anticipated. This can be achieved physically by resorting to very dense aggregate packing. The packing curve is shown in Figures 4 and 5. This is practically possible by selecting a very smooth sieve line from largest aggregate to the smallest grain of Mineral Additives like Microsilica or New Generation Aluminosilicate slurries. Chemically, cement by itself is not acid resistant. The acid resistant binder is formed by combination of cement, microsilica / aluminosilicate and flyash. To control permeability very low w/c ratio has to be adopted. These types of concretes are especially suited for External Structural Elements in Industrial Areas, piles in aggressive soils, etc.
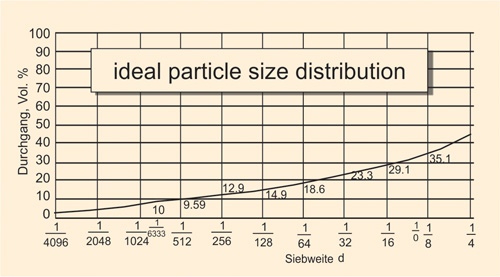 |
| Figure 4: Ideal Particle-Size Distribution |
So as to provide the essential concrete properties a high-performance PCE (polycarboxylate ether) needs to be incorporated in the mix. By adjusting the particle size distribution on a micro scale, the permeability of the concrete is reduced which minimizes the penetration of aggressive substances. This approach also minimizes amount of cement used in the mix. Permeability reduction is also achieved by addition of the latest generation aluminosilicates or Microsilica. Depending on the degree of dispersion these material particles more or less completely fill the spaces between the cement particles. During hydration, the pozzolanic silica reacts with the free calcium hydroxide to form calcium silicate hydrates. This gives a denser concrete structure.
 |
|
 |
| Figure 5: Ideal Particle-Size Distribution in Acid Resistant Concrete |
|
Figure 6: Cooling Tower Built using ARC |
General Mix Design for Acid Resistant Concrete is given in Table 2. Figure 6 shows a cooling tower built entirely with Acid Resistant Concrete.
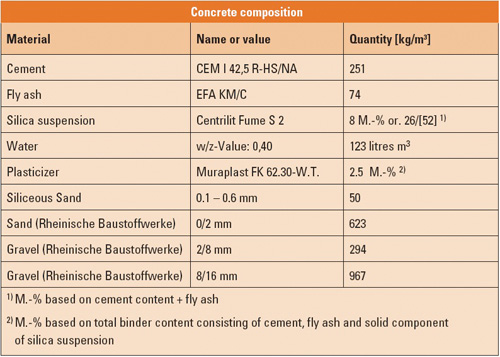 |
| Table 2 |
High Performance Waterproof Concrete
For a fast developing nation like India, the future focus will be to reduce maintenance costs of structures. We will NEED to adopt a stance to prevent deterioration of structures by using the latest available material technology. Taking into consideration today’s general concrete manufacturing and placing process, it becomes imperative to waterproof the concrete as insurance against its deterioration. If manipulating the properties of concrete itself can prevent water ingress through the concrete, the longevity of the structure can be maintained. This method will ensure that the concrete is protected against water and aggressive media and the structure is protected from failure through its design life. Quite simply this can be achieved by blocking the pores and capillaries in concrete using one of the following methods:
- Using high performance PCE polymers to reduce water cement ratio of concrete
- Use of materials like Silica-fume or Aluminosilicate slurries in concrete
- Use of highly specialized latest generation Integral waterproofing compounds that work on process of Dynamic SynCrystallization® (DySC) technology
Using PCE Polymers to improve watertightness
 |
| Figure 7: Structure and Functioning of PCE Polymer Molecules |
Using PCE polymers, give excellent water reduction as compared to normal plasticizers. This helps to reduce the w/c ratios and cement contents, even in normal concretes. Lower the w/c ratio, lower are the number of capillaries in concrete. It is also a well documented fact that PCE based admixtures do not have the side effects of retardation often seen with normal retarding superplasticizers. This is beneficial as workability time of concrete can be controlled but the hydration and setting of concrete will proceed unhindered. This ensures that any subsequent vibration to concrete after initial set will not open up capillaries, as is the case if concrete is retarded for a very long period of time, thereby rendering concrete relatively waterproof. Figure 7 shows the structure and functioning of the latest PCE Polymer molecules.
Use of Condensed Silica Fume or Aluminosilicates to improve watertightness
Again it is well-known that Condensed Silica Fume or Aluminosilicates are extremely fine materials that function both as micro-fillers as well as pozzolanic materials that hydrate in the presence of the Calcium Hydroxide in Concrete. The combined effect of these materials, as micro-fillers and hydrating materials, close capillaries in concrete, thereby rendering it waterproof.
Using Integral Waterproofing Compounds working by Dynamic SynCrystallization
Keeping today’s constructional practices and economy in mind it may be difficult to incorporate the use of PCE plasticizers, Silica Fume or Aluminosilicates in concrete. In this case, the best alternative would be to use the latest generation, highly specialized Integral waterproofing compounds working on the principle of Dynamic SynCrystallization® (DySC) and Hydrophobic Pore Blocking. The ease-of-use and relative economy of such a material makes it ideal for use even in concretes up to 60 MPa in strength. Therefore, even normal concretes can be converted into high performance waterproof concretes.
Use of special latent hydraulic and pozzolanic Nanoparticles in special integral waterproofing additives cause the cement matrix to be densified by a complex process called Dynamic SynCrystallization (DySC®). The strength of any cement-based material is based on the hydration of clinker. The C-S-H gel so formed alongwith interlocked hydration crystals form the dense cement matrix. In the presence of water, the Nanoparticles in the capillary pores now act as additional crystallization seeds that lead to new C-S-H gels and crystal formation thus continuing mineralization of the cavity structure. Over time the structure of the matrix is thus becoming more refined, overall porosity decreases, micro-cracks are sealed and pore size distribution is optimized. This DySC® mechanism reduces pore content of the concrete making it water tight.
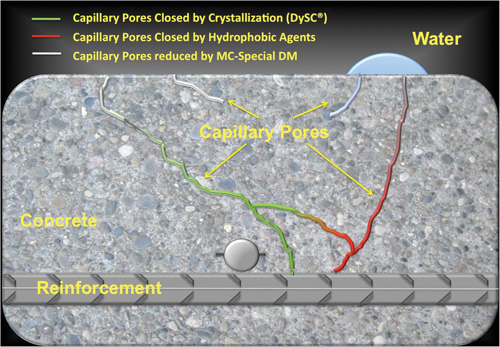 |
| Figure 8: Mechanism of DySC® and Hydrophobic pore Blocking |
In addition to the DySC mechanism, special additives in the integral waterproofing compounds cause a contraction of capillaries and also convert the water-absorbing capillary forces into water repellant capillary forces due to the hydrophobic effect. It is specially formulated and designed to prevent the passage of water through pores and capillaries of the concrete, making the concrete watertight. Figure 8 shows the combination of processes rendering the concrete watertight. Table 3 shows a comparison of performance of Dynamic SynCrystalliztion based Product versus no protection.
| Table 3: Comparative Results of Concrete With and Without DySC based Additives |
| Test Result |
Control Mix |
MC-Special DM Mix |
| Water Absorption at 7D, % |
1.3 |
0.9 |
| Water Absorption at 28D, % |
1.3 |
0.7 |
| Compressive Strength 7D, N/mm2 |
66 |
67.5 |
| Compressive Strength 28D, N/mm2 |
75.5 |
76 |
| Water Penetration @ 1kgf/cm2, cm |
10.1 |
4 |
| Water Penetration @ 3kgf/cm2, cm |
14.1 |
9.1 |
| Water Penetration @ 5kgf/cm2, cm |
19.4 |
11.8 |
| Initial Drying Shrinkage, % |
0.026 |
0.030 |
| Wetting Expansion, % |
0.016 |
0.005 |
Conclusion
The latest applications of concrete will necessitate the use of High Performance Concrete incorporating new generation materials such as PCE based admixtures, Microsilica, New Generation Aluminosilicates, and the latest Generation Integral Waterproofing Admixtures. New generation PCEs can answer the call of stringent requirement of high workability, self-compaction and long hauling times. The New Generation Superplasticizer cannot be equated with High Range Water Reducing Agents combined with Retarders, as the latter would not give the desired high early strength. The new generation superplasticizers would have to be of the type that would give very low loss of slump over a period of time without delaying the hydration process. Using a combination of these materials a new generation of concretes can be made which improve the durability of structures for maximum benefit.
Presently, the cost of raw materials of New Generation Superplasticizers as well as of new generation materials like Microsilica/Aluminosilicates is relatively higher and therefore blending of raw materials can be resorted to. But rather than initial cost, lifecycle cost and a cost to benefit ratio should be considered. These new materials bring forward a new frontier in construction, which can make construction much faster, durable and cheaper in the long run and this should be recognized. Till date, the usage of these new generation materials is not substantial in India, but soon the technology and commonplace use of HPC, will pick up considering the speed at which infrastructure projects are being launched in the country.



































