
High Performance Concrete - Novel Approach with Pre blended Material
Dr. S. K. Manjrekar, Chairman and Managing Director, Sunanda Speciality Coatings Pvt. Ltd, Mumbai.
 The development of high performance concrete is a giant step in making concrete a high-tech material with enhanced characteristics and durability. High performance concrete is an engineered concrete obtained through a careful selection and proportioning of its constituents. The concrete is made with the same basic ingredients but has a totally different microstructure than ordinary concrete. The low water/binder ratio of high performance concrete, that is its universal characteristic, results in a very dense microstructure having a very fine and more or less well connected capillary system. high performance concrete’s dense microstructure make the migration of aggressive ions more difficult, consequently high performance concrete are more durable when exposed to aggressive environmental conditions. This fact has been endorsed by a case study of the use of specially formulated HPC in an aggressive chemical environment at a fertilizer plant in Gujarat.
The development of high performance concrete is a giant step in making concrete a high-tech material with enhanced characteristics and durability. High performance concrete is an engineered concrete obtained through a careful selection and proportioning of its constituents. The concrete is made with the same basic ingredients but has a totally different microstructure than ordinary concrete. The low water/binder ratio of high performance concrete, that is its universal characteristic, results in a very dense microstructure having a very fine and more or less well connected capillary system. high performance concrete’s dense microstructure make the migration of aggressive ions more difficult, consequently high performance concrete are more durable when exposed to aggressive environmental conditions. This fact has been endorsed by a case study of the use of specially formulated HPC in an aggressive chemical environment at a fertilizer plant in Gujarat.
The Strategic Highway Research Programme (SHRP) is a $150,000.00 product-driven research program under the Federal-aid highway program in U.S.A. SHRP was developed in partnership with the State Departments of Transportation, American Association of State Highway and Transportation (AASHTO), Transportation Research Board (TRB), industry, and the Federal Highway Administration (FHWA).
SHRP defined HPC as :
Despite the fact that most high performance concrete mixtures contain at least one supplementary cementitious material, which should favor the use of more general expression water/binder ratio, the water/ binder and water/cement ratios should be alongside each other. This is because most of the supplementary cementitious materials that go into high performance concrete are not as reactive as portland cement, which means that most of the early properties of high performance concrete can be linked to its water/ cement ratio while its long-term properties are rather linked to its water/binder ratio.
Concrete compressive strength is closely related to the density of the hardened matrix. High performance concrete has also taught us that the coarse aggregate can be the weakest link in concrete when the strength of hydrated cement paste is drastically increased by lowering the water/binder ratio. In such cases, concrete failure can start to develop within the coarse aggregate itself. As a consequence, there can be exceptions to the water/binder ratio law when dealing with high performance concrete. In some areas, decreasing the water/binder ratio below a certain level is not practical because the strength of the high performance concrete will not significantly exceed the aggregate’s compressive strength. When the concrete’s compressive strength is limited by the coarse aggregate, the only way to get higher strength is to use a stronger aggregate.
Particular attention must be paid to water content. Even seemingly insignificant volumes of water present in the aggregates or admixtures must be accounted for. Compressive strengths from 50 to 75 MPa can usually be achieved easily with most cements.2
Cement paste hydration is accompanied by an absolute volume contraction that creates a very fine pore network within the hydrated cement paste. This network drains water from coarse capillaries, which start to dry out if no external water is supplied. Therefore, if no drying is occurring and if no external water is added during curing, the coarse capillaries will be empty of water as hydration progresses, just as though the concrete was drying. This phenomenon is called selfdesiccation. The difference between drying and selfdesiccation is that, when concrete dries, water evaporates to the atmosphere, while during selfdesiccation, water stays within concrete means it only migrates towards the very fine pores created by the volumetric contraction of the cement paste.
In ordinary concrete with a high water/cement ratio greater than 0.50, for example, there is little cement and more water than is required to fully hydrate the cement particles present. A large amount of this water is contained in well connected large capillaries, in ordinary concrete. This means that the hydrated cement paste does not shrink at all when selfdesiccation develops.
In the case of high performance concrete with a water/binder ratio of 0.30 or less, significantly more cement and less mixing water have been used, so that the capillary network that developed within the fresh paste is essentially composed of fine capillaries. When self-desiccation starts to develop as soon as hydration begins, the menisci rapidly develop in small capillaries if no external water is added. Since many cement grains start to hydrate simultaneously in high performance concrete, the drying of very fine capillaries, can generate high tensile stresses that shrink the hydrated cement paste. This early shrinkage is referred to as autogenous shrinkage. Of course, autogenous shrinkage is as large as the drying shrinkage observed in ordinary concrete when these two types of drying develop in capillaries of the same diameter.
But, if there is an external supply of water, the capillaries do not dry out as long as they are connected to this external source of water. The result is that no menisci, no tensile stress, and no autogenous shrinkage develops within the high performance concrete.
Therefore, an essential difference between ordinary concrete and high performance concrete is that ordinary concrete exhibits no autogenous shrinkage whether or not it is water-cured, whereas high performance concrete can experience significant autogenous shrinkage if it is not water-cured during the hydration process. Autogenous shrinkage will not develop in high performance concrete if the capillaries are interconnected and have access to external water. When the continuity of the capillary system is broken, then and only then, will autogenous shrinkage start to develop within the hydrated cement paste of a high performance concrete.
High performance concrete must be cured quite differently from ordinary concrete because of the difference in shrinkage behavior described above. If HPC is not water-cured immediately following placement or finishing, it is prone to develop severe plastic shrinkage because it is not protected by bleed water, and later on develops severe autogenous shrinkage due to rapid hydration reaction. While curing membranes provide adequate protection for ordinary concrete (which is not subject to autogenous shrinkage), they can only help to prevent the development of plastic shrinkage in high performance concrete. They have no value in inhibiting autogenous shrinkage. Therefore, the most critical curing period for any HPC runs from placement or finishing up to 2 or 3 days later. During this time, the most critical period is usually from 12 to 36 hours. In fact, the short time during which efficient water curing must be applied to HPC can be considered a significant advantage over ordinary concrete. Those who specify and use HPC must be aware of the dramatic consequences of skipping early water curing. Initiating water curing after 24 hours is too late because, most of the time, a great deal of autogenous shrinkage will already have occurred and, by this time, the microstructure will already be so compact that any external water will have little chance of penetrating very deep into the concrete.
Water ponding, whenever possible, or fogging are the best ways to cure HPC; one of these two methods must be applied as soon as possible immediately following placement or finishing.
The water curing can be stopped after 7 days because most of the cement at the surface of concrete will have hydrated and any further water curing will have little effect on the development of autogenous shrinkage due to compactness of the HPC microstructure. Moreover, after 7 days of water curing, HPC experiences little drying shrinkagedue to the compactness of its microstructure and because autogenous shrinkage will have already dried out the coarse capillaries pores. Even then, the best thing to do is to paint HPC with an sealing agent so that the last remaining drops of water in the concrete can hydrate more cement particles. There is no real advantage to paint a very porous concrete since it is impossible to obtain an absolutely impermeable coating; painting HPC, however, is easier and more effective.
A specially designed high performance, selfleveling, nonshrink pre-blended high performance concrete was formulated and was put into use against the aggressive chemical environments at a fertilizer plant in Gujarat – Gujarat Narmada Fertilizers Ltd. (GNFC).
This pre-blended high performance concrete was specially formulated to meet the MES & VES proportion as defined in the SHRP programme.
GNFC is a world largest single stream manufacturer of ammonia and urea. Subsequently, for diversification various products viz. Ammonium Nitro-phosphate (ANP), Calcium Ammonium Nitrate (CAN) etc. were added. CAN is a physical mixture of ammonium nitrate and lime mixed at a particular temperature to form granules. As the mixture is not a chemical reaction, it results into availability of free lime in CAN granules. Lime is inert and remains in dormant condition as far as effect on concrete structure is concerned, but CAN which is available in free form in the CAN granules, reacts with hydration products of concrete and deteriorates concrete. CAN also reacts with reinforcement present in RC member and causes corrosion.
These observations were immediately followed by the signs of corrosion wherein debonding and spalling of concrete, corrosion of reinforcement and disintegration of concrete by dissolution of cement slurry were observed.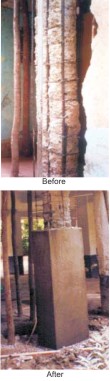
Based on all the above properties and parameters coupled with ease in application and fast strengths which will delay CAN particles from depositions again POLYCRETE was suitably selected for the project.
Repair procedures were suggested which included a Low viscosity Bonding agent and shear keys as per design requirements. This system has been applied in end of September, 1997. Repaired area was continuously observed and there are no signs of deterioration observed since then. Strength of the repaired mass was measured in December 1997 and it was found to be around 650 Kg/cm2. This system has ensured that the repaired portion has an excellent mechanical strength and all chances of its getting debonded from original surface are eliminated.
This system has been applied in end of September, 1997. Repaired area was continuously observed and there are no signs of deterioration observed since then. Strength of the repaired mass was measured in December 1997 and it was found to be around 650 Kg/cm2. This system has ensured that the repaired portion has an excellent mechanical strength and all chances of its getting debonded from original surface are eliminated.
What is High Performance Concrete?
The concrete that was known as high-strength concrete in late seventies is now referred to as high performance concrete because it has been found to be much more than simply strong.The Strategic Highway Research Programme (SHRP) is a $150,000.00 product-driven research program under the Federal-aid highway program in U.S.A. SHRP was developed in partnership with the State Departments of Transportation, American Association of State Highway and Transportation (AASHTO), Transportation Research Board (TRB), industry, and the Federal Highway Administration (FHWA).
SHRP defined HPC as :
- Concrete with a maximum water-cementitious ratio (W/C) of 0.35
- Concrete with a minimum durability factor of 80%, asdetermined by ASTM C 666
- Concrete with a minimum strength criteria of either
- - 21 Mpa within 4 hours after placement (Very Early Strength, VES),
- - 34 MPa within 24 hours (High Early Strength, HES), or
- - 69 MPa within 28 days (Very High Strength, VHS)
Water/Cement or Water/Binder Ratio
Both expressions were deliberately used above, either singly or together, to reflect the fact that the cementitious component of high performance concrete can be cement alone or any combination of cement with supplementary cementitious materials, such as, slag, flyash, silica fume, metakaolin, rice husk ash, and fillers such as limestone. Ternary systems are increasingly used to take advantage of the synergy of supplementary cementitious materials to improve concrete properties in the fresh and hardened states and to make high performance concrete more economical.Despite the fact that most high performance concrete mixtures contain at least one supplementary cementitious material, which should favor the use of more general expression water/binder ratio, the water/ binder and water/cement ratios should be alongside each other. This is because most of the supplementary cementitious materials that go into high performance concrete are not as reactive as portland cement, which means that most of the early properties of high performance concrete can be linked to its water/ cement ratio while its long-term properties are rather linked to its water/binder ratio.
Concrete compressive strength is closely related to the density of the hardened matrix. High performance concrete has also taught us that the coarse aggregate can be the weakest link in concrete when the strength of hydrated cement paste is drastically increased by lowering the water/binder ratio. In such cases, concrete failure can start to develop within the coarse aggregate itself. As a consequence, there can be exceptions to the water/binder ratio law when dealing with high performance concrete. In some areas, decreasing the water/binder ratio below a certain level is not practical because the strength of the high performance concrete will not significantly exceed the aggregate’s compressive strength. When the concrete’s compressive strength is limited by the coarse aggregate, the only way to get higher strength is to use a stronger aggregate.
High performance Concrete: A Composite Material
Standard concrete can be characterized solely by its compressive strength because that can directly be linked to the cement paste’s water/cement ratio, which still is the best indicator of paste porosity. Most of concrete’s useful mechanical characteristics can be linked to concrete compressive strength with simple empirical formulas. This is the case with elastic modulus and the modulus of rupture (flexural strength), because the hydrated cement paste and the transition zone around coarse-aggregate particles constitute the weakest links in concrete. The aggregate component (especially the coarse aggregate) contributes little to the mechanical properties of ordinary concrete. As the strength of the hydrated cement paste increases in high performance concrete, the transition zone between the coarse aggregate and the hydrated cement paste practically disappears. Since there is proper stress transfer under these conditions, high performance concrete behaves like a true composite material.1Making HPC
High performance concrete can not be made by a casual approach. Each ingredient viz : cement, supplementary cementitious materials, sand, course aggregates, superplasticizer, and the other admixtures must be carefully selected and checked, because their individual characteristics significantly affect the properties of the final product.Particular attention must be paid to water content. Even seemingly insignificant volumes of water present in the aggregates or admixtures must be accounted for. Compressive strengths from 50 to 75 MPa can usually be achieved easily with most cements.2
Concrete Shrinkage
If water curing is essential to develop the potential strength of cement in plain concrete, early water curing is crucial for high performance concrete in order to avoid the rapid development of autogenous shrinkage and tocontrol concrete dimensional stability, as explained below.Cement paste hydration is accompanied by an absolute volume contraction that creates a very fine pore network within the hydrated cement paste. This network drains water from coarse capillaries, which start to dry out if no external water is supplied. Therefore, if no drying is occurring and if no external water is added during curing, the coarse capillaries will be empty of water as hydration progresses, just as though the concrete was drying. This phenomenon is called selfdesiccation. The difference between drying and selfdesiccation is that, when concrete dries, water evaporates to the atmosphere, while during selfdesiccation, water stays within concrete means it only migrates towards the very fine pores created by the volumetric contraction of the cement paste.
In ordinary concrete with a high water/cement ratio greater than 0.50, for example, there is little cement and more water than is required to fully hydrate the cement particles present. A large amount of this water is contained in well connected large capillaries, in ordinary concrete. This means that the hydrated cement paste does not shrink at all when selfdesiccation develops.
In the case of high performance concrete with a water/binder ratio of 0.30 or less, significantly more cement and less mixing water have been used, so that the capillary network that developed within the fresh paste is essentially composed of fine capillaries. When self-desiccation starts to develop as soon as hydration begins, the menisci rapidly develop in small capillaries if no external water is added. Since many cement grains start to hydrate simultaneously in high performance concrete, the drying of very fine capillaries, can generate high tensile stresses that shrink the hydrated cement paste. This early shrinkage is referred to as autogenous shrinkage. Of course, autogenous shrinkage is as large as the drying shrinkage observed in ordinary concrete when these two types of drying develop in capillaries of the same diameter.
But, if there is an external supply of water, the capillaries do not dry out as long as they are connected to this external source of water. The result is that no menisci, no tensile stress, and no autogenous shrinkage develops within the high performance concrete.
Therefore, an essential difference between ordinary concrete and high performance concrete is that ordinary concrete exhibits no autogenous shrinkage whether or not it is water-cured, whereas high performance concrete can experience significant autogenous shrinkage if it is not water-cured during the hydration process. Autogenous shrinkage will not develop in high performance concrete if the capillaries are interconnected and have access to external water. When the continuity of the capillary system is broken, then and only then, will autogenous shrinkage start to develop within the hydrated cement paste of a high performance concrete.
High performance concrete must be cured quite differently from ordinary concrete because of the difference in shrinkage behavior described above. If HPC is not water-cured immediately following placement or finishing, it is prone to develop severe plastic shrinkage because it is not protected by bleed water, and later on develops severe autogenous shrinkage due to rapid hydration reaction. While curing membranes provide adequate protection for ordinary concrete (which is not subject to autogenous shrinkage), they can only help to prevent the development of plastic shrinkage in high performance concrete. They have no value in inhibiting autogenous shrinkage. Therefore, the most critical curing period for any HPC runs from placement or finishing up to 2 or 3 days later. During this time, the most critical period is usually from 12 to 36 hours. In fact, the short time during which efficient water curing must be applied to HPC can be considered a significant advantage over ordinary concrete. Those who specify and use HPC must be aware of the dramatic consequences of skipping early water curing. Initiating water curing after 24 hours is too late because, most of the time, a great deal of autogenous shrinkage will already have occurred and, by this time, the microstructure will already be so compact that any external water will have little chance of penetrating very deep into the concrete.
Water ponding, whenever possible, or fogging are the best ways to cure HPC; one of these two methods must be applied as soon as possible immediately following placement or finishing.
The water curing can be stopped after 7 days because most of the cement at the surface of concrete will have hydrated and any further water curing will have little effect on the development of autogenous shrinkage due to compactness of the HPC microstructure. Moreover, after 7 days of water curing, HPC experiences little drying shrinkagedue to the compactness of its microstructure and because autogenous shrinkage will have already dried out the coarse capillaries pores. Even then, the best thing to do is to paint HPC with an sealing agent so that the last remaining drops of water in the concrete can hydrate more cement particles. There is no real advantage to paint a very porous concrete since it is impossible to obtain an absolutely impermeable coating; painting HPC, however, is easier and more effective.
Durability of HPC
The durability of a material in a particular environment can only be established by time. Based on years of experience with ordinary concrete, we can safely assume that high performance concrete is more durable than ordinary concrete. Indeed, the experience gained with ordinary concrete has taught us that concrete durability is mainly governed by concrete impermeability and the harshness of the environment.A specially designed high performance, selfleveling, nonshrink pre-blended high performance concrete was formulated and was put into use against the aggressive chemical environments at a fertilizer plant in Gujarat – Gujarat Narmada Fertilizers Ltd. (GNFC).
This pre-blended high performance concrete was specially formulated to meet the MES & VES proportion as defined in the SHRP programme.
GNFC is a world largest single stream manufacturer of ammonia and urea. Subsequently, for diversification various products viz. Ammonium Nitro-phosphate (ANP), Calcium Ammonium Nitrate (CAN) etc. were added. CAN is a physical mixture of ammonium nitrate and lime mixed at a particular temperature to form granules. As the mixture is not a chemical reaction, it results into availability of free lime in CAN granules. Lime is inert and remains in dormant condition as far as effect on concrete structure is concerned, but CAN which is available in free form in the CAN granules, reacts with hydration products of concrete and deteriorates concrete. CAN also reacts with reinforcement present in RC member and causes corrosion.
Problem
The signs of damages/ deterioration on concrete particularly in CAN plant were first observed in the form of cracks on edges of RC member which started widening within a span of 6 to 8 months. Concrete in cover portion started sounding hollow which would ultimately result into debonding. As such, this type of failure in RC members can be due to many reasons but one observation which narrowed down the probabilities was observation of watery droplets around these members. The droplets were chemically analysed and they were found to be containing CAN. It was found on further investigation that CAN is highly hygroscopic and hence it would attract moisture from atmosphere and form watery layer all around the surface on which CAN is present. In addition to this hollow sound and cracks, diminishing of cement slurry and erosion like failure was also observed. Coarse aggregates could be seen on the surface of RC member. These are the signs of medium corrosion of RC members wherein cracks, loss of external finish, leaching of liquid and progressive reduction in strength etc. would occurThese observations were immediately followed by the signs of corrosion wherein debonding and spalling of concrete, corrosion of reinforcement and disintegration of concrete by dissolution of cement slurry were observed.
Conventional Solution
Two alternatives were initially decided to be implemented. One was to build up the thickness of damaged/removed concrete by concrete of higher grade after water washing of exposed surface of beam, application of good bond coat and repairing of the reinforcement bars by welding was carried out. Second method was to build up the thickness with epoxy screed after similar preparations. In first method, the thickness was to be built up by pouring concrete after providing suitable shuttering and in second method, thickness was to build up in layers. Both the alternatives were tried but they failed. First method failed earlier as compared to second method. Additionally, huge wastage was observed in second method which made the second method uneconomical.Limitations of Conventional Solution
- Repairing was carried out in running plant where airborne CAN dust and humidity were present.
- CAN, present in core of concrete which was not apparently visible and hence it was not removed.
- Immediate coating of repaired surface, stopping the breathing of repair mortar and implemented.
- Stresses resulting in debond of the repair mortar Unapproachability to surface ofcut outs due to their covering by ducts/equipment which enclosed a part of surface and could not be approached and repaired.
- Minor vibrations transmitted from the equipment during repairing activity.
- Repair system limitation was that the repairing was in layers each of 25 mm thickness which sandwiched CAN dust in-between every layer and did not allow to establish a proper inter layer bond.
Innovative Solution
All these advertise were examined jointly with the representatives of GNFC. Considering the overall view of the problems as well the limitations involved the job demanded a robust, fast setting, non-shrink, impermeable high performance concrete. POLYCRETE is a high strength, fast setting and non shrink specially formulated HPC. Besides combining all the above properties it also is free flowing and self levelling. Its application procedures are much simple than conventional methods.Based on all the above properties and parameters coupled with ease in application and fast strengths which will delay CAN particles from depositions again POLYCRETE was suitably selected for the project.
Repair procedures were suggested which included a Low viscosity Bonding agent and shear keys as per design requirements.
Present Scenario
References
- Baalbaki, W., Benmokrane, B., Chaallal, 0., Aitcin, P.-C., (Sept.- Oct. 199) “Influence of Coarse Aggregate on Elastic Properties of high performance concrete,” ACI Materials Journal, Vol. 88, No. 5, pp. 499-503.
- Aitcin, P.-C., (1993) “Durable Concrete–Current Practice and Future Trends,” ACI SP-144, pp. 83-104.
- Nilsen, A.U., Aitcin, P.-C.(Vol. 14, No. 1, Summer, 1992), “Properties of High-Strength Concrete Containing Light-, Normal–and Heavyweight Aggregate,” Cement, Concrete and Aggregates, pp. 8-12.
- Lessard, M., Dallaire, E., Blouin, D., Aitcin, P.-C (Sept. 1994)., “High Performance Concrete Speeds Reconstruction of McDonald’s,” Concrete International, Vol. 16, No. 9, pp. 47-50.
- Aitcin, P.-C., Neville, A.M., Acker, P., (Sept., 1997) “The Various Types of Shrinkage Deformation in Concrete: An Integrated View,” to be published in Concrete International, Whiting, D., “In-Situ Measurements of the Permeability of Concrete to Chloride Ions,” ACI SP-82 1984, pp. 501-524.
- Kreijger, P.C. (1987), “Ecological properties of Building Materials,” Materials and Structures, Vol. 20, pp. 248-254.
Published on:
05 November 2008
Published in: NBM&CW October 2007
Share:
We Value Your Comment












