
Effect of Aggregate-Cement Ratio on Engineering Properties of Pervious Concrete

Pervious concrete is a specialisation of conventional concrete containing no fines or a very small amount of fines. Due to large amount of interconnected voids, it is used for various engineering applications such as water percolation, heat insulation, noise barrier etc. Pervious concrete may be used for normal roads having very low traffic and pavements as the efficiency of drainage system during floods could be improved significantly. These are also used for rain water ground recharge structures. In this study, variation of aggregate-cement (A/C) ratio on engineering properties of pervious concrete e.g. permeability, porosity, compressive strength etc. have been studied through various standard experiments. Physical properties has been studied through standard experiments of porous media e.g. falling head method for finding permeability, water displacement method for porosity. Results of this study proved the significance of pervious concrete in drainage system. Experiments conducted showed that increasing trend of permeability can be achieved through increase in the A/C ratio but with considerable fall in compressive strength
Prajanya Kr. Yadav, Parijat Pushpam, Prabhat Kumar, Prof. K.K.Pathak, Department of Civil Engineering, IIT (BHU), Varanasi (UP) 221005, India
Pervious concrete is a composite type of material containing coarse aggregate, little or no fine aggregate, cement and water. In pervious concrete, carefully controlled amount of water and cementitious materials are used to create a paste that forms a thick coating around aggregate particles. Unlike conventional concrete which contains only 3-5% voids, pervious concrete contains around 15-35% of voids, which allows water to percolate through it much rapidly. Pervious concrete has a relatively lower compressive strength, higher permeability, and a lower unit weight, approximately 70% of conventional concrete. It could be used in a large number of ways such as in pavements, swimming pools deck, park, runways etc.
History
In the 19th century Pervious concrete was utilized in Europe. Pervious concrete had its earliest beginnings in a variety of applications such as load bearing walls, prefabricated panels, and paving. In United Kingdom in 1852, two houses were constructed using gravel and concrete. Cost efficiency seems to have been the primary reason for its earliest usage due to the limited amount of cement used.
It was not until 1923 when pervious concrete resurfaced as a viable construction material. This time it was limited to the construction of 2-storey homes in areas such as Scotland, Liverpool, London, and Manchester. Use of pervious concrete in Europe increased steadily, especially in the post World War II era. Since pervious concrete uses less cement than conventional concrete and cement was scarce at that time, it seemed that pervious concrete was the best material for that period. Once again housing construction was its primary use. Pervious concrete continued to gain popularity and its use spread to areas such as Venezuela, West Africa, Australia, Russia, and the Middle East.
Uses
Potential uses of pervious concrete are as follows(1)
For water percolation:
- Residential roads , alleys and driveways
- Sidewalks and pathways
- Parking areas
- Tennis court
- Sub-base for conventional concrete pavements
- Patios
- Artificial reefs
- Slope stabilization
- Well linings
- Tree grates in sidewalks
- Foundations/floors for greenhouses, fish hatcheries, aquatic amusement centres, and zoos.
- Hydraulic structures
- Swimming pool decks
- Pavement edge drains
- Groins and seawalls
For Thermal insulation
Benefits
Following are the major benefits of pervious concrete(2):- Eliminates untreated storm water and creates zero runoff
- Directly recharges groundwater
- Mitigates “first flush” pollution
- Protects streams, watersheds, and ecosystems
- Mimics the drainage and filtration of bioswales and natural soils
- Reduces surface temperatures and heat island effects
- Provides a higher albedo surface reflectivity index (0.35 or higher)
- Eliminates need for expensive collection and detention systems
For mix design of pervious concrete three different A/C ratios were taken along with PPC cement, 10 mm aggregate with single gradation with constant W/C ratio 0.30 and 1% superplasticizer. The properties of cement, aggregates and super plasticizer are given in Table 1, 2 and 3, respectively.
| Table 1: Physical properties of PPC | |
| Fineness | 9% |
| Setting time(Initial) | 80 min |
| Specific gravity | 3.03 |
| Unit weight | 1440kg/m3 |
| Consistency | 36% |
| Table 2: Physical properties of Aggregate | |
| Size | Passing through 12.5 mm sieve and retained on 10.0 mm |
| Unit weight | 1550 kg/m3 |
| Table 3:- Specification of Superplasticizer | |
| Specific Gravity | 1.20 to 1.21 at 30oC |
| Chloride content | Nil. to IS:9103-1999 and BS:5075 |
| Air entrainment | Approx. 1.5% additional air over control |
(i) A/C ratio- 4.5:1
Quantity of material used for 3 cube moulds, each mould having dimension of 15cm×15cm×15cm is:-
- Cement: 5.8 kg
- Aggregate: 26.18 kg
- Super plasticizers: 58 ml
- Water: 1.74 Lt.
Quantity of Material used for 3 cube moulds, each mould having dimension of 15cm×15cm×15cm.
- Cement: 4.9 kg
- Aggregate: 27.10 kg
- Super plasticizers: 49 ml
- Water: 1.47 Lt.
Quantity of Material used for 3 cube moulds, each mould having dimension of 15cm×15cm×15cm.
- Cement:4.25 kg
- Aggregate: 27.7 kg
- Super plasticizers: 42.5 ml
- Water: 1.275 Lt.
For mixing of materials the standard procedures(3) have been followed as stated below:
- The mixer was lubricated with adequate amount of water (other than from what is required for experiment) and then it was poured out from it. A fixed quantity of aggregate was firstly cast in the mixture and the estimated absorbed water mixed with superplasticizer was spilled on aggregate for 1 minute, to ensure that the aggregate surface was wet. The cement was afterwards added to the mixture, for another 1 minute, with the wet aggregate. Finally the amount of water (mixed with super plasticizer) remaining was added to the mixer for another 2 minutes.
- Mixing was performed using the standard procedure. Slump test was performed immediately along with unit weight test of fresh concrete mix. During performing slump test and unit weight test, slump cone and unit weight cylinder was filled in 3 layers and each layer was compacted uniformly 25 times with proctor compaction hammer and upper most surface layer was smoothened with tampering rod.
After performing slump test and unit weight test of green pervious concrete, the iron moulds of dimension 15 ×15 ×15cm were filled immediately. Iron moulds were first greased uniformly and then filled in two layers and each layer was compacted uniformly with proctor compaction hammer and then top layer was smoothened with tampering rod.
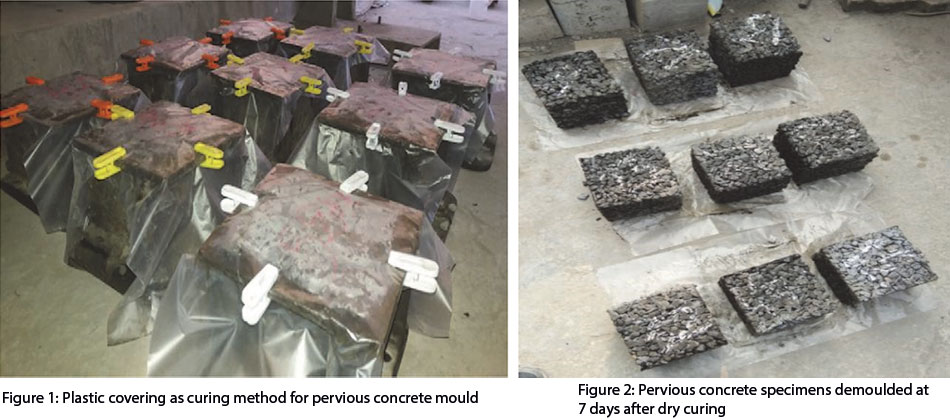
Immediately after filling of mould, water was sprinkled over the moulds and the cube moulds were covered with plastic cover tightly in order to prevent the evaporation of water from the mix so that water is locally available for the curing(4) of pervious concrete.
Time elapsed during the concrete mix is being prepared and curing of the pervious concrete started should not be more than 20 minutes. Plastic covering as shown in Fig.1 is provided continuously for 7 days. At 7th day specimen is demoulded as shown in Fig.2 and tests were performed.
Test Methods
Following tests were performed on the pervious concrete in this study-
(i) Water permeability test
Permeability is the property of a structure that is an indication of the passage of water through it. There are two methods by which we can measure the permeability of any porous media like pervious concrete such as-
(a) Falling head method(FHM)- In this method, a head is given initially which further begins to decrease with passage of time.
(b) Constant head method(CHM)- In this method, a head is given initially which is maintained by equalising the discharges at the inlet and outlet of the apparatus.
Falling Head Method(5) was followed in this study-
Different apparatus may be used for the same but the mechanism of pressure fall is the same. A faucet supplies sufficient water in the in let and allows water flow through the sample and finally drains from the outlet. The water head in the inlet is allowed to any desired level and then maintained a steady flow through pipes.
When the test commences, the water supplied faucet is closed to free the water head in the inlet dropping progressively to level the water head at the outlet. Apparent permeability kfal of the sample can be computed by-
kfal=[a x L / A x t] ]n (ho/h1)
where,
L is length of sample.
A is cross sectional area of sample.
a is cross sectional area of the water in falling head pipe.
t is the time elapsed the water to fall from ho to h1.
ho is the initial height.
h1 is the final height reached in the time interval t.
(ii) Porosity test
Porosity is the percentage ratio of volume of voids to the total specimen volume. The total porosity is measured using the water displacement method based on Archimedes buoyancy principle. The total porosity includes both open and closed pores and can be measured simply with a sufficiently filled bucket of water. For this dry mass submerged mass and total volume must be known(6).
p = [1 — w1 - w2/ ρw x v] x 100
where,
p- Total porosity of pervious concrete (%)
w1 - Weight of a pervious concrete sample air-dried for 24 hours (kg)
w2 - Weight of a pervious concrete sample sub merged in water (kg)
v- Volume of a pervious concrete sample (mm3)
ρw- Density of water (kg/mm3)
(iii) Compressive strength
Compressive strength is a very important parameter for deciding the concrete quality and its performance. The compressive strength test was conducted according to ASTM C 39(7). Cube specimens measuring 150 x 150 x 150 mm were prepared for each mix and tested. The compressive strength was reported based on the average of three cube specimens.
Result and Discussion
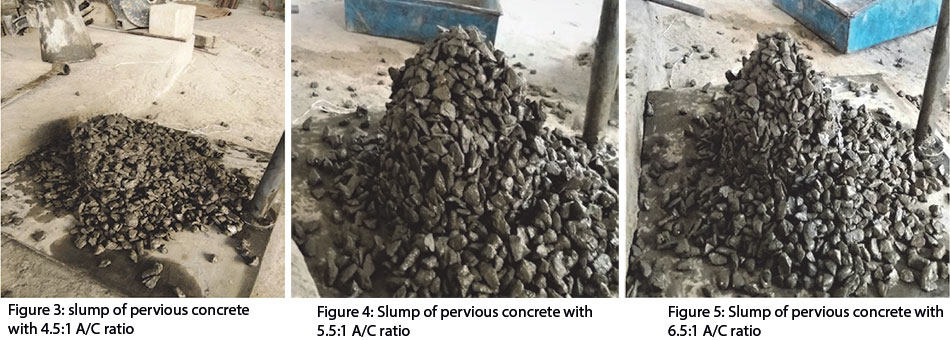
a) Slump Test
In the experiment of pervious concrete, slump value indicates effective binding .It has no reference to workability of pervious concrete. From the Table 4 we could infer the different slump values at different aggregate-cement ratios. As the A/C ratio increases due to lack of concentration of cement paste relative to aggregate slump value increases. Its value ranges from 155mm to 163 mm as A/C ratio varies from 4.5:1 to 6.5:1.
Table 4: Slump variation with A/C ratio |
|
| A/C ratio | Slump (mm) |
| 4.5:1 | 155 |
| 5.5:1 | 157 |
| 6.5:1 | 163 |
b) Unit Weight Test
Table 5 gives the different unit weights at different aggregate cement ratios. Using this, graph of porosity vs A/C ratio is shown in Fig.6.
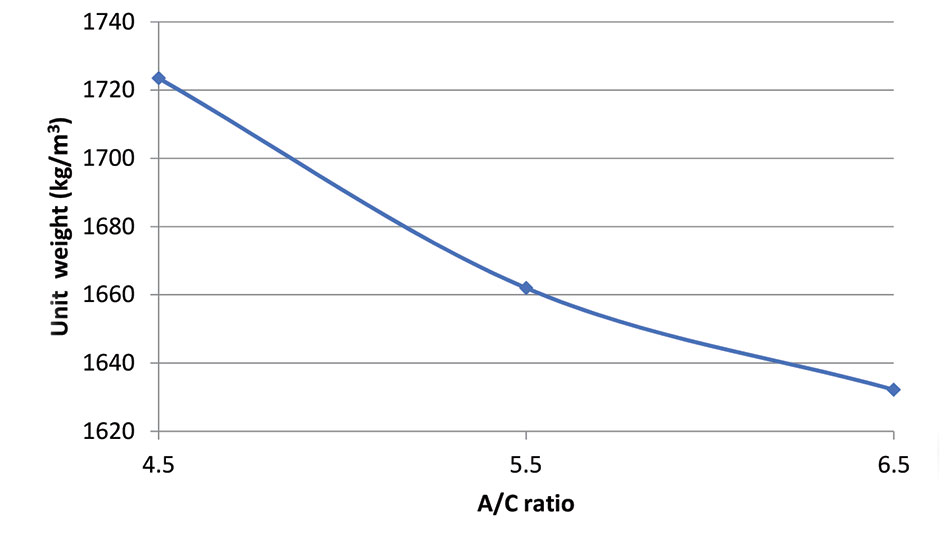
Figure 6: Unit weight Vs A/C ratio
Unit weight test refers to bulk density of pervious concrete. It is basically ratio to the mass of pervious concrete compacted with proctor compaction hammer in a container to the volume of that container. As the A/C ratio increases, concentration of void increases. Hence air content per unit volume increases. So bulk density of pervious concrete decreases.
| Table 5: Unit Weight variation with A/C ratio | |
| A/C ratio | Unit Weight (Kg/m ) |
| 4.5:1 | 1723.5 Kg/m3 |
| 5.5:1 | 1662.0 Kg/m3 |
| 6.5:1 | 1632.2 Kg/m3 |
It is clear from Fig 6, that its value ranges from 1723.5 kg/m3 to 1632.24 kg/m3 as A/C ratio increases from 4.5:1 to 6:1.
c) Porosity Test
Table 6 gives the different porosity values at different aggregate cement ratios. Using this, graph of porosity Vs A/C ratio is shown in Fig.7.
| Table 6: Porosity variation with A/C ratio | |
| A/C ratio | Porosity (%) |
| 4.5:1 | 23.85% |
| 5.5:1 | 24.38% |
| 6.5:1 | 26.28% |
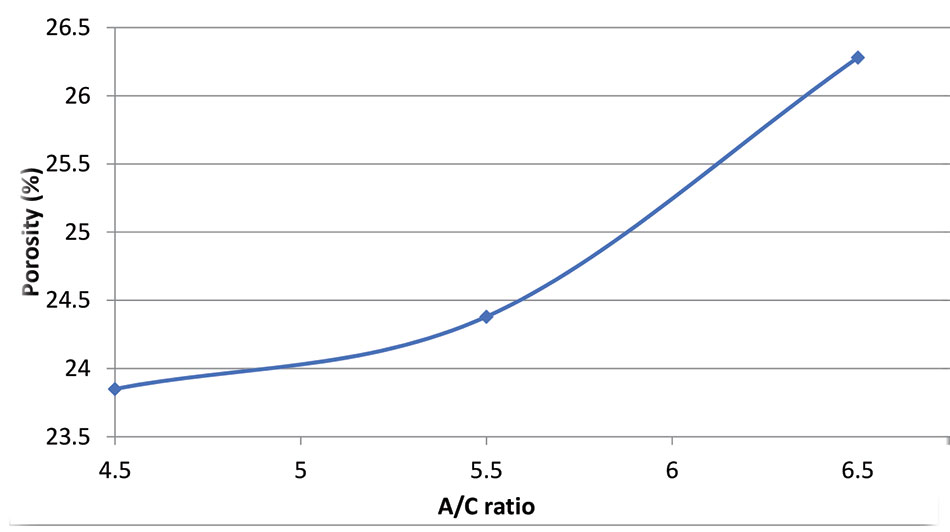
Figure 7: Porosity vs A/C ratio
It is clear from Fig.7 that as the A/C ratio increases, porosity increases. Its value ranges from 23.85% to 26.28% as A/C ratio varies from 4.5:1 to 6.5:1.
d) Permeability Test
Table 7 shows the different permeability values at different aggregate cement ratios. Using this, graph between permeability and A/C ratio is shown in Fig.8.
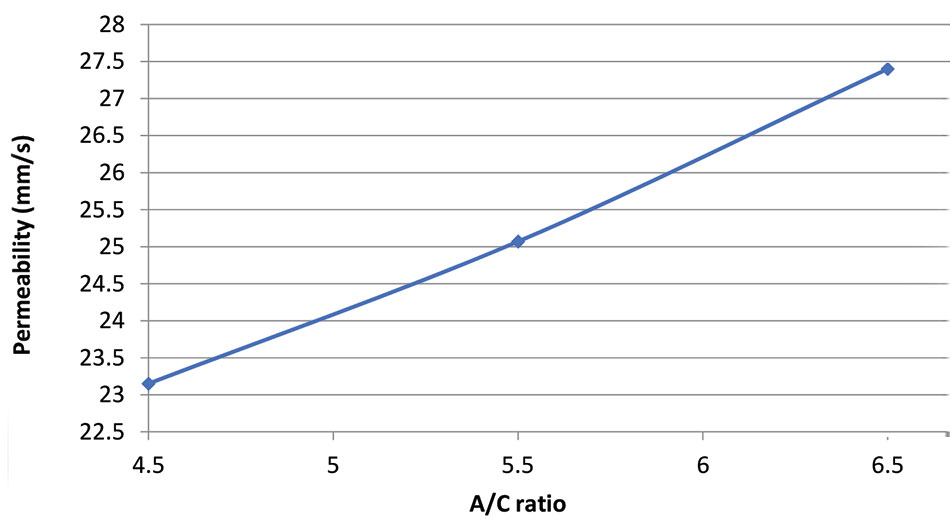
Permeability-A-C-ratio.jpg
It is clear from Fig.8 that as A/C ratio increases permeability increases. Its value ranges from 23.15mm/sec to 27.4mm/sec as A/C ratio varies from 4.5:1 to 6.5:1. Fig. 9 shows top view of permeability test apparatus.
| Table 7: Permeability variation with A/C ratio | |
| A/C ratio | Permeability (mm/sec) |
| 4.5:1 | 23.15 |
| 5.5:1 | 25.07 |
| 6.5:1 | 27.40 |
Figire 9: Top view of permeability test apparatus
e) Compressive Strength (After 7 Days)
Table 8 shows different compressive strength values at different aggregate cement ratios. Using this, graph between compressive strength and A/C ratio is shown in Fig.10.
It is clear from the Fig.10 that as A/C ratio increases compressive strength of pervious concrete decreases. Its value ranges from 6.16 MPa to 3.84 MPa as A/C ratio varies from 4.5:1 to 6.5:1.
| Table 8: Compressive strength with A/C ratio | |
| A/C ratio | Strength (N/mm2) |
| 4.5:1 | 6.16 |
| 5.5:1 | 4.52 |
| 6.5:1 | 3.84 |
Conclusion
Following are the salient conclusions of this study on pervious concrete:
- As the A/C ratio increases permeability increases linearly, with a considerable fall in compressive strength values.
- As the A/C ratio increases, porosity increases. Rate of increase is quite fast at higher A/C ratios.
- Decrement in unit weight is quite steep up-to A/C ratio of 5.5:1 and the rate slows down afterwards.
- Based on these results, optimum A/C ratio can be obtained for desired engineering parameters.
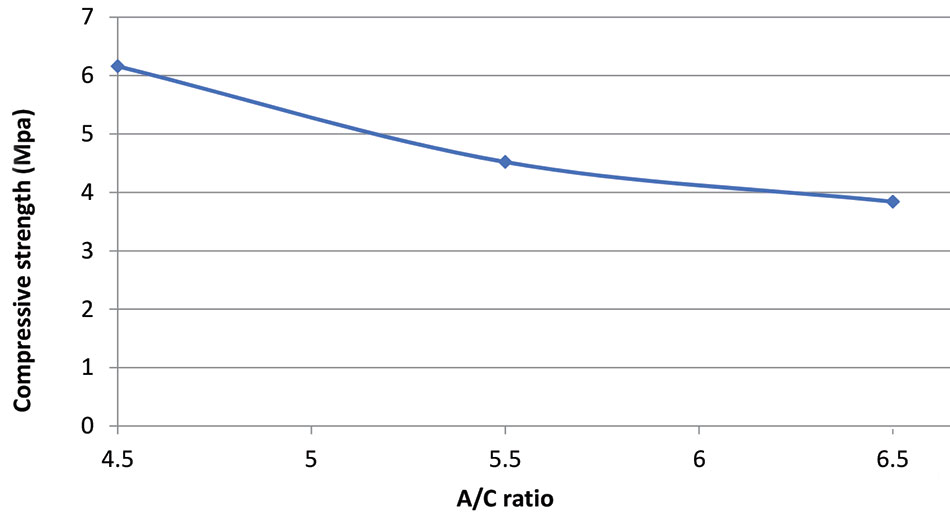
Figure 10: Compressive strength vs A/C ratio
Future Scope
- The study could further be extended by varying and introducing more parameters like grading in coarse aggregate. Use of other cementitious material like ultra fly ash cement, pozzolana with rice husk and formation of new pervious concrete by use of old recycled pervious concrete etc. and quantify their effect on overall permeability, compressive strength and porosity.
- To find its suitability for different types of pavements and for different load conditions like wheel and axle load for pavements, as primary and secondary load bearing element for various structural purposes could be investigated by load analysis and mathematical modelling.
- To investigate various efficient and economical techniques for removal of dust and waste materials that would clog the pores of pervious layer during its service life, which in turn adversely affects the performance of its service life.
- http://perviouspavement.org/applications/index.html.
- http://www.perviouscrete.com/en/benefits/.
- Yinghong Qin, Haifeng Yang, Zhiheng Deng and Jiang He: Water permeability of pervious concrete is dependent on the Applied Pressure and Testing methods. Hindawi Publishing Corporation, Advances in Material science and engineering Volume 201, Article ID 404136, 6 pages, http://dx.doi.org/10.1155/2015/404136.
- Malhotra, V.M., No-Fines Concrete – Its Properties and Applications, ACI Journal, November 1976, Vol. 73, Issue 11, pp 628-644.
- ASTM Standard C192: Standard practice for making and curing concrete test specimens in the laboratory concrete, cylinders, laboratory, prisms, strength testing. West Conshohocken, PA ASTM International,2012.
- ASTM international, Standard test method for permeability of granular soils(FHM), ASTM D2434-68, ASTM International, West conshohocken, Pa, USA,2000.
- ASTM Standard C39: Standard test method for compressive strength of concrete specimens, 2014.
Published on:
12 February 2019
Published in: NBM&CW February 2019
Share:
We Value Your Comment


































