
Durable Aluminium Reinforced Environmentally friendly Concrete Construction (DARE2C)
Cement is a key binder component of concrete production in the building industry. It is a complex hydraulic binder, made up of four main clinker components; alite (Ca3SiO5), belite (Ca2SiO4), tricalcium aluminate (Ca3Al2O6) and ferrite (Ca2AlFeO5), which are milled together with gypsum to regulate setting time. In recent years, the production of cement has been identified as the third largest emitters of carbon dioxide (CO2), accounting for approximately 5 to 8% of the total global anthropogenic emissions, with 60% coming from decomposition of limestone in the raw meal and 40% from fuel to reach clinkerization temperatures of 1450°C for a pure Portland clinker. Four main methods are currently in place to mitigate this challenge; i) switching from fossil fuels to alternative fuels, ii) increase efficiencies in factories, iii) implementation of supplementary cementitious materials (SCMs) replacing cement clinker [1] and iv) carbon capture and storage (CCS) [2]. Among which, clinker partially replaced by SCMs is the most promising on a short term [1], whereby significant reduction in CO2 emission could be expected depending on how much emission is associated with the SCM (transport, calcination energy etc.). Replacing cement with SCM will also reduce the amount of raw meal needed per unit cement and increase the cement production volume of a cement plant. Most of the cement produced today has clinker replaced with SCMs with an average global clinker factor of 0.85 in 2003 [3], but higher clinker replacement with a greater variety of SCMs is expected in the near future. The potential SCMs of the future include combustion ashes, slag, calcined clay and limestone. Fly ash is commonly employed in current cements with replacement of 20% in Norway. Calcined clay or marl is a new and upcoming SCM due to its abundance as increased clinker replacement demands large volumes of available SCMs. Additionally, previous studies displayed that calcined marl is a potential SCM up to a replacement level of 50% in terms of equal 28 day strength according to Justnes [1], but generally it is limited to < 35% replacement if sufficient alkalinity is to be maintained to protect steel from corroding in the long run.
The most common reinforcement for structural concrete is rebars made of steel. At the same time the most common degradation mechanism of reinforced concrete is corrosion of the steel initiated by carbonation (i.e. CO2 from the air diffuse in and lower the pH by neutralization) or by chlorides exceeding a critical limit in spite of maintained pH. Thus, there as a need for concrete reinforcement that will not corrode, but at the same time being composed of common chemical elements since a gross volume of 1010 m3 concrete is produced annually world-wide. “Stainless steel” exists that will not corrode, but there is “not enough chromium in the world” to make a significant replacement feasible and it is rather pricy. Some efforts have been made to make rebars out of fibre reinforced plastic (FRP), but these tend to have a brittle failure unlike metals being ductile. Karlsson [4] made a review and evaluation of alternative concrete reinforcement. Naturally, aluminium was not a part of this evaluation since it will be degraded by the high pH of regular concrete and can only function in a sufficiently low pH concrete. On the other hand, aluminium is a very common element in earth’s crust.
The main durability design of concrete today is in relation to preventing the steel reinforcement from corroding. The major degradation mechanisms; chloride ingress and carbonation, does not jeopardize the integrity of the concrete binder itself. Steel needs the high pH of conventional concrete to be passive towards corrosion while aluminium metal will be corroded by high pH and develop hydrogen gas. Environmentally friendly concrete is often designed by either using blended cement where maximum 35% of the clinker is replaced by supplementary cementitious materials (SCMs) to secure the presence of calcium hydroxide over time that will buffer a pH of 12.5 passivating steel, or by replacing cement in concrete mixes with corresponding amounts of SCM. In order to secure long service life for steel reinforced concrete, low w/c is used for low permeability often leading to much higher strength than required. Low w/c can also create complications in the construction phase as lower workability is calling for use of super-plasticizing admixtures. Using more cement to attain low w/c can create higher temperature and subsequent thermal cracking risk generated by hydration heat as well as chemical shrinkage. The required compressive strength for the bulk of concrete today is still in the range of 25-30 MPa (B25).
The DARE2C concept is to make environmental friendly concrete with > 50% cement replacement by a combination of SCMs where some are so pozzolanic active that the pH is kept so low that the concrete can be reinforced with aluminium metal rods without formation of hydrogen gas. The w/c can then be so high that it is only determined by required compressive strength for construction. Then workability should not be a problem and neither hydration generated heat. Permeability is not important as aluminium metal is resilient to atmospheric CO2 and chlorides (when alloyed with 5% Mg), and high initial permeability is in fact beneficial for the concrete to carbonate as fast as possible to reduce the carbon footprint further and lower the pH further for the long run. The concrete cover over the reinforcement can be made much thinner (20 mm) than today (50-70 mm) reducing weight and further improving the carbon footprint by using less concrete. Justnes [5] discussed the options of making a concrete with lower pH than usual ranging from large cement replacement (>50%) to calcium sulphoaluminate-belite cement systems with a smaller content of pozzolana.
Proof of the DARE2C concept
As a proof of concept, two paste mixes with w/c = 0.60 were made with 100% ordinary Portland cement and 50% calcined marl [6] replacing cement. These pastes were poured into a plastic cup and an aluminium plate placed in each of them as shown in Fig. 1. The paste of pure cement separated and after a few minutes hydrogen gas started to bubble vigorously along the aluminium plate as seen from the left side of Fig. 1, while for the mix with 50% calcined marl some water was added on top for better visualization, but only a few small bubbles were observed. After the pastes had hardened, the samples were split and the imprints of the front and back of the aluminium plates on the pastes are shown in Fig. 2. It is clearly much more cavities in the OPC sample next to the plate, while only a few small gas voids are seen on the interface for the paste with 50% calcined marl. One cannot rule out that the minor gas voids are due to entrained air by the high shear mixer, and the only way to find out is to capture and measure the evolved gas volume [7] or to detect hydrogen specifically by a gas chromatograph.
If one place an aluminium bar in pure OPC paste, it will be totally corroded until there is just gibbsite, Al(OH)3, left (see Eq. 5) as shown in Fig. 3. Placing the same bar in paste where 55% cement has been replaced by calcined bar render a non-corroded bar as seen from Fig. 3 as white corrosion products would easily have been spotted against the red-brown paste.
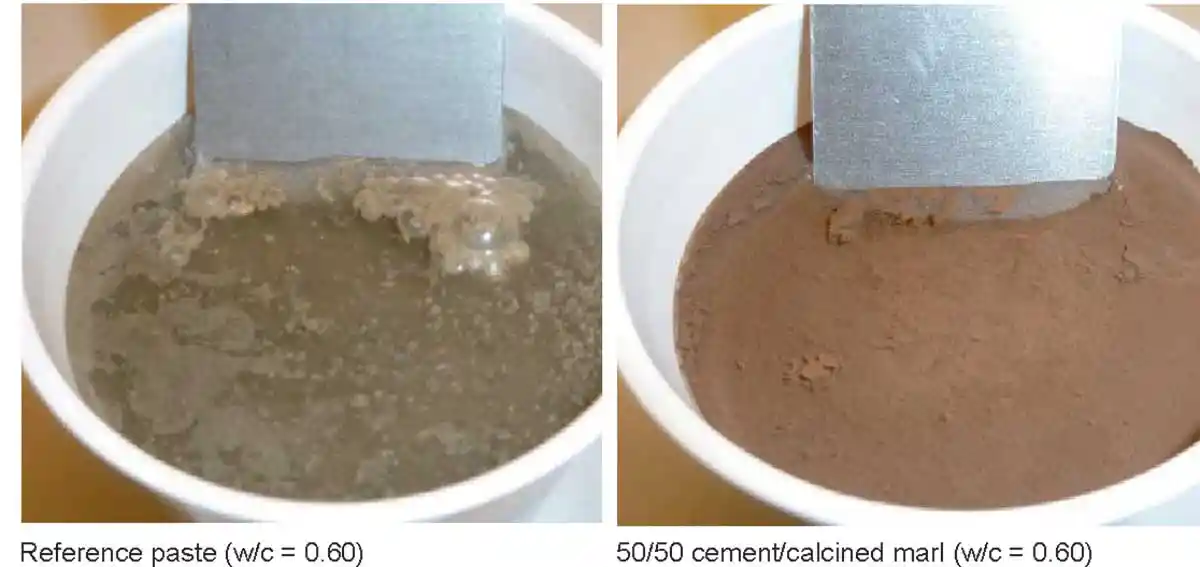 Figure 1: Aluminium plates inserted in pastes of different composition for gas observation
Figure 1: Aluminium plates inserted in pastes of different composition for gas observation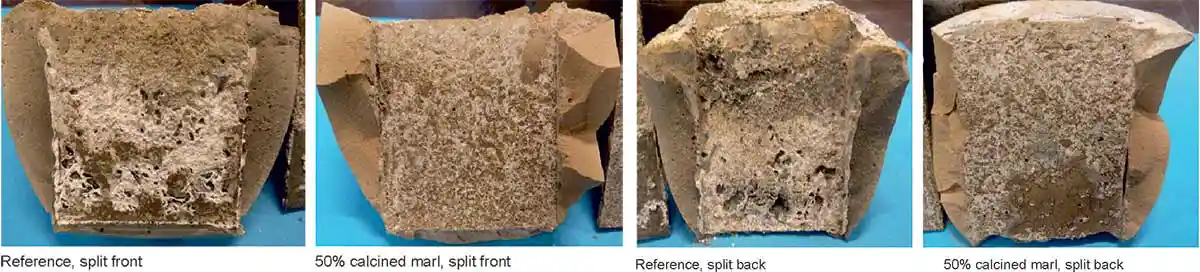 Figure 2: Interfaces between aluminium plate inserts and pastes after hardening showing the difference in cavities formed by hydrogen gas evolution
Figure 2: Interfaces between aluminium plate inserts and pastes after hardening showing the difference in cavities formed by hydrogen gas evolution Figure 3: Al/5% Mg alloy rods placed in OPC paste (left) and totally converted to gibbsite after 28 days curing in moist condition, while same rod placed in paste where OPC is replaced with 55% calcined marl is in pristine condition without any corrosion products in its imprint (right)
Figure 3: Al/5% Mg alloy rods placed in OPC paste (left) and totally converted to gibbsite after 28 days curing in moist condition, while same rod placed in paste where OPC is replaced with 55% calcined marl is in pristine condition without any corrosion products in its imprint (right)Testing of concrete reinforced with aluminium bars
Concrete formulation for low strength concrete
The basic binder was made out of 45% low-alkali CEM I cement 55% marl calcined at 750°C, with chemical composition as given in Tab. 1. The specific surface of the cement (Blaine) was 388 m2/kg while the specific surface (BET) of the calcined clay was 38 m2/g. Pastes of the same binder were blended in a high shear mixer to a water-to-powder ratio of 0.7. The pH evolution of this paste is shown in Fig. 4 together with a paste where also a soluble magnesium salt (0.57% Mg2+ of binder mass) was added.
| Table 1. Chemical composition (%) of the cement and calcined marl and kaolinitic clay (MK) | |||
| Oxide | CEM I | Marl | MK |
| SiO2 (%) | 21.12 | 49.03 | 60.6 |
| Al2O3 (%) | 4.60 | 16.14 | 30.0 |
| Fe2O3 (%) | 3.77 | 9.41 | 3.4 |
| CaO (%) | 63.21 | 10.55 | 0.1 |
| MgO (%) | 1.71 | 2.47 | 0.4 |
| SO3 (%) | 3.87 | - | - |
| K2O (%) | 0.40 | 2.38 | 3.2 |
| Na2O (%) | 0.35 | 0.78 | - |

where cement chemist’s short hand notation is used; C = CaO, H = H2O, K = K2O, N = Na2O, S = SiO2 and A = Al2O3. The alkali hydroxides dissolves alumina and silica from the aluminosilicate that react with calcium hydroxide (CH) to amorphous calcium silica hydrate (CSH) gel and crystalline calcium aluminate hydrates (CAH) as binder. After reaction with CH the alkali hydroxides are regenerated, and the loop continues until all calcium hydroxide is consumed and they end up as alkali silicate and alkali aluminate that in theory should not attack the aluminium metal in the rebars even though they result in high pH. Justnes et al [8] showed that paste where cement is replaced with 50% calcined marl showed no traces of calcium hydroxide after 2 years by XRD.
Aluminium metal forms a dense layer of Al2O3 in contact with air that prevents further oxidation (or corrosion). This layer may dissolve by alkali hydroxides and open up for further corrosion evolving hydrogen gas;
Oxidation: Al (s) + 4 OH- = Al(OH)2O- + H2O + 3 e-
E0 = +2.333 V ---(2)
Reduction: 2 H2O + 2 e- = H2 (g) + 2 OH-
E0 = -0.828 V ---(3)
Total: 2 Al (s) + 2 OH- + 4 H2O = 2 Al(OH)2O- + 3 H2 (g)
E0 = +1.502 V ---(4)
According to the total reaction in Eq. 4, there will be a net consumption of one hydroxide ion per aluminium oxidized, or none if gibbsite, Al(OH)3, is precipitated rather than the dissolved anion;
2 Al (s) + 6 H2O = 2 Al(OH)3 + 3 H2 (g) ---(5)
The purpose of adding a soluble magnesium salt was to lower the initial pH by precipitating brucite;
Mg2+ + 2OH- = Mg(OH)2 (s) ---(5)
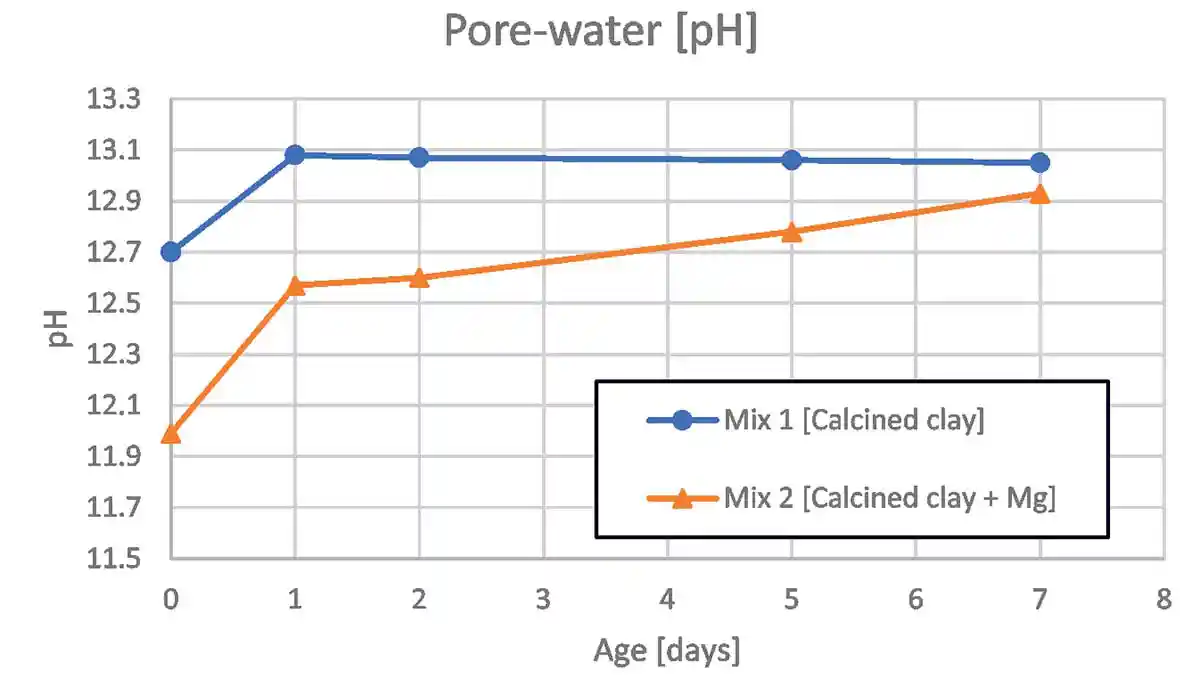 Figure 4: pH evolution as a function of sealed curing age at 20°C. Mix 1 = paste with 45% CEM I, 55% calcined marl and w/p = 0.70, while Mix 2 = mix 1 added additional 0.57% Mg2+ of powder mass.
Figure 4: pH evolution as a function of sealed curing age at 20°C. Mix 1 = paste with 45% CEM I, 55% calcined marl and w/p = 0.70, while Mix 2 = mix 1 added additional 0.57% Mg2+ of powder mass.By using a magnesium salt, the alkali hydroxides would then in theory become neutral alkali salts. Brucite has equilibrium pH 10.5. There would also be a chance that hydrotalcite, Mg6Al2(OH)18·3H2O, would form in the longer run and further reduce pH by binding more hydroxyl ions. However, as can be seen from Fig. 4, the pH of the mix with magnesium salt increases over time after the first initial reduction. This is in retrospective explained by ion exchange between OH- and X- by AFm phases like hydrocalumite in Eq. 6;
Ca4Al2(OH)12(OH)2·4H2O (s) + 2NaX (aq) = Ca4Al2(OH)12X2·4H2O (s) + 2NaOH (aq) ---(6)
This is yet to be confirmed by X-ray diffraction on corresponding paste without aggregate. The abrupt pH increase from the first data point (fresh state) to the second (hardened) is due to consumption of water to hydrates and thereby higher concentration of soluble species, but release of alkalis from the reacting clay cannot be ruled out as the pozzolanic reaction starts. The initial pH of pure CEM I without calcined marl was 13.5.
The composition of the concrete is given in Table 2, and a soluble magnesium salt (0.57% Mg2+ of binder mass) was also added. The compressive strength, splitting tensile strength and static E-modulus of cylinders (Ø100 mm∙200 mm) was measured after 28 days curing under wet burlap and plastic wrapping to avoid drying, and the results listed in Table 3. The concrete was made in two batches and used to cast 18 cylinders and three 150·250·1100 mm beams reinforced with Ø10 mm aluminium bars alloyed with 5% magnesium. The beams were tested in a 4-point bending and the crack pattern compared to finite element calculations (not reported here). After the bending test, one of the beams were cut and split to inspect the bars for corrosion. As seen from Fig. 5, there was no sign of corrosion on the bars (left image) and the imprint in the concrete (right image) was clean without corrosion products. Prior to these bigger batches, a smaller trial mix was made, and a number of 10 cm cubes cast in steel moulds. The strength evolution for the trial mix versus curing age at 98% RH and 20OC is plotted in Fig. 6, and the temperature evolution in a 3.5 litre Styrofoam mould (10 mm wall thickness) shown in Fig. 7 indicating a setting time of 4.5 h (270 min).
| Table 2: Concrete composition | |
| Component | Mass (kg/m3) |
| CEM I | 143.9 |
| Calcined marl | 175.9 |
| Free water | 223.9 |
| Adsorbed water | 5.7 |
| 0-8 mm Granite sand | 970.9 |
| 8-16 mm Granite gravel | 702.4 |
| SIKA Viscocrete RMC-315 | 1.92 |
| Table 3: Mechanical properties of concrete cylinders | ||
| Property | No. samples | Value |
| Density (kg/m3) | 12 from 2 batches | 2328±16 |
| Compressive strength (MPa) | 8 from 2 batches | 22.3±0.9 |
| Splitting tensile strength (MPa) | 4 from 2 batches | 2.3±0.2 |
| Dynamic E-modulus (GPa) | 4 from 2 batches | 20.3±0.9 |
 Figure 5: Split concrete beam at 40 days age showing that aluminium bars (left image) are not corroded (including a T-profile bar in same alloy perpendicular to them) and that the imprints in the concrete (right image) are free from corrosion products.
Figure 5: Split concrete beam at 40 days age showing that aluminium bars (left image) are not corroded (including a T-profile bar in same alloy perpendicular to them) and that the imprints in the concrete (right image) are free from corrosion products.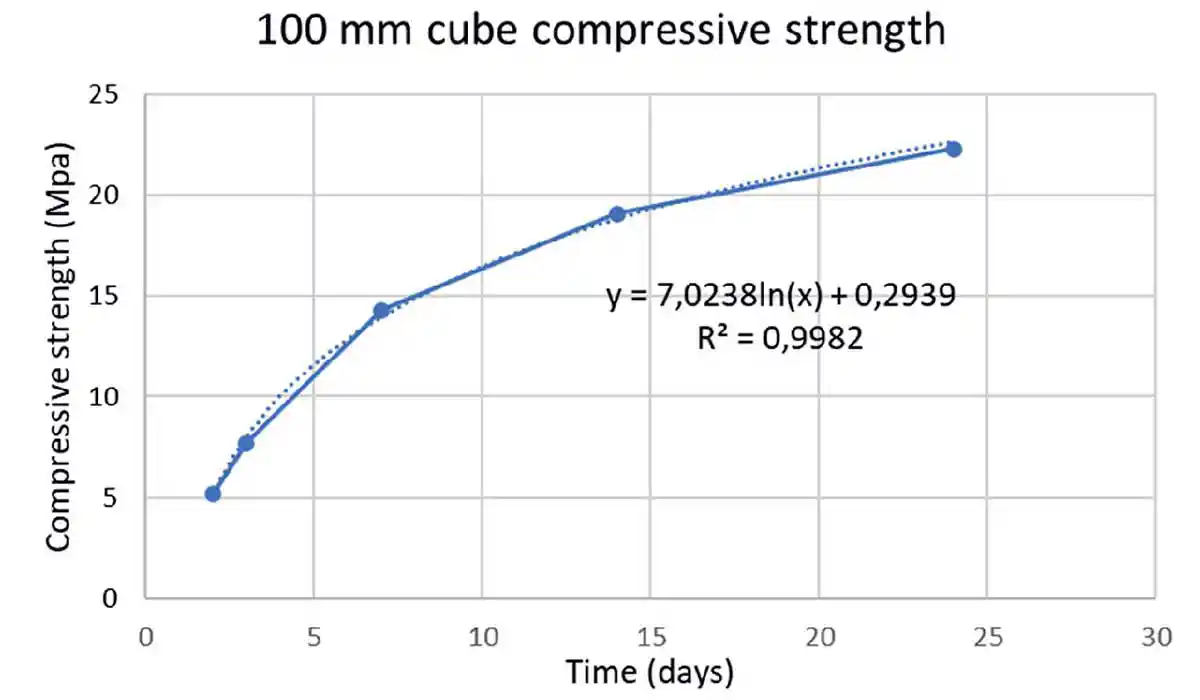 Figure 6: Compressive strength of concrete as a function of curing time at 98% RH and 20⁰C.
Figure 6: Compressive strength of concrete as a function of curing time at 98% RH and 20⁰C.The aluminium rebars are produced by an extrusion process. The screw extrusion process is patented by Werenskiold et al [9]. A prototype extruder along with fundamental knowledge of the process have been developed to a level that allows industrial implementation. Compared to the traditional process route based on re-melting and extrusion, direct screw extrusion of scrap material represents a significant reduction in energy consumption according to Duflou et al [10]. Moreover, this process is well suited for utilization of swarf material from material removal processes such as cutting, milling and turning that is commonly of less value than other scrap types. This is further contributing to the environmental friendliness of the overall DARE2C concept.
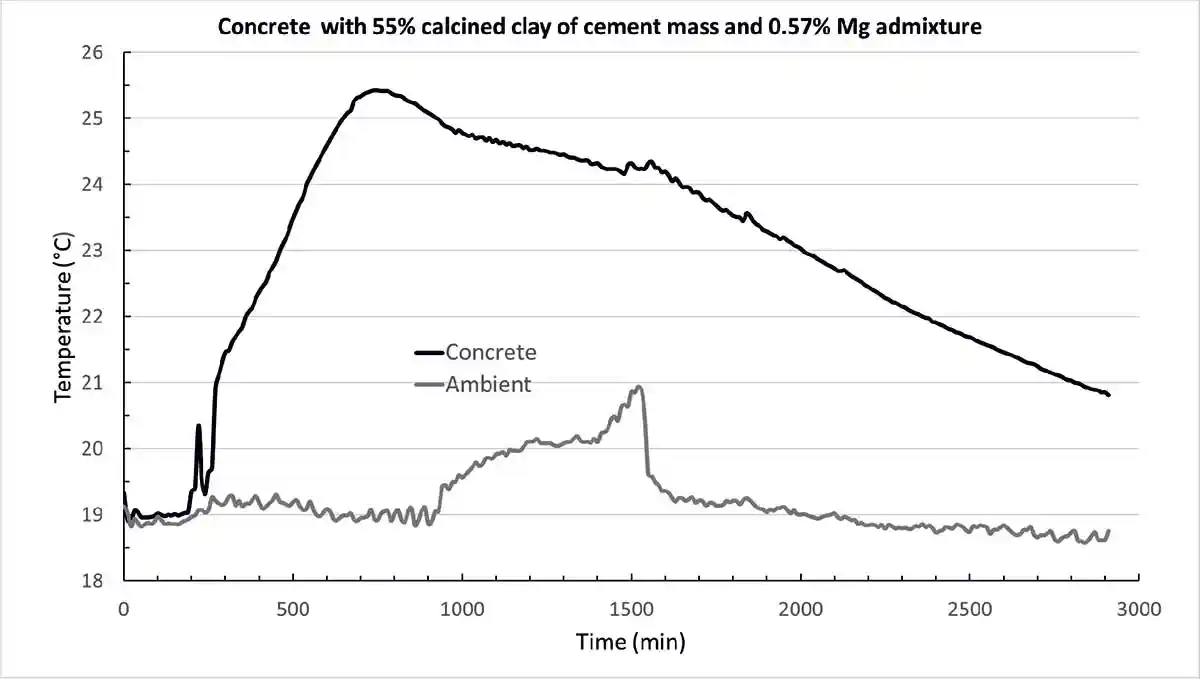 Figure 7: Temperature evolution in concrete in 3.5 litre Styrofoam mould versus ambient
Figure 7: Temperature evolution in concrete in 3.5 litre Styrofoam mould versus ambientSince the DARE2C concept is to let the concrete carbonate as fast as possible for both the sake of environment and to ensure long term/low pH stability of aluminium, a test was made on mortar to see the effect of carbonation on strength.
The compressive strength of carbonated mortar versus non-carbonated mortar was measured to 20.2±0.2 and 23.7±0.5, respectively. The mortar composition was 0.45 parts CEM I, 0.55% calcined clay and w/p = 0.7 cured for 28 days at 90% RH and 20°C for 28 days before one set of 3 prisms were carbonated through in a 5% CO2 chamber with 60% RH and the other set just stored at 60% RH in a closed box for same length of time. According to Justnes et al [11] the strength reduction is higher for cements blended with alumina containing SCMs than for OPC since the higher amount of calcium aluminate hydrates formed [12] will lead to a porosity increase when they carbonate, unlike calcium hydroxide leading to a volume decrease upon carbonation.
The molar volume change (ΔVm) for ettringite (AFt) carbonating to calcite, gibbsite, gypsum and liquid water;
Ca3Al2O6∙3CaSO4∙32H2O (s) + 3H2CO3 (aq) = 3CaCO3 (s) + 2Al(OH)3 (s) + 3CaSO4∙2H2O (s) + 26H2O ---(7)
ΔVm = 3∙36.93 + 2∙32.22 + 3∙74.50 – 705.91 = -307.18 cm3/mol AFt
For calcium monosulphoaluminate hydrate (AFm) carbonating to calcite, gibbsite, gypsum and liquid water;
Ca3Al2O6∙CaSO4∙12H2O (s) + 3 H2CO3 (aq) = 3 CaCO3 (s) + 2 Al(OH)3 (s) + CaSO4∙2H2O (s) + 10 H2O ---(8)
ΔVm = 3∙36.93 + 2∙32.22 + 74.50 – 308.94 = -59.21 cm3/mol AFm
For calcium monocarboaluminate hydrate carbonating to calcite, gibbsite and liquid water;
Ca3Al2O6∙CaCO3∙11H2O (s) + 3 H2CO3 (aq) = 4 CaCO3 (s) + 2 Al(OH)3 (s) + 11 H2O ---(9)
ΔVm = 4∙36.93 + 2∙32.22– 261.28 = -49.12 cm3/mol monocarboaluminate
For calcium hemicarboaluminate hydrate carbonating to calcite, gibbsite and liquid water;
Ca3Al2O6∙½CaCO3∙½ Ca(OH)2∙11.5H2O (s) + 3.5 H2CO3 (aq) = 3.5 CaCO3 (s) + 2 Al(OH)3 (s) + 12 H2O ---(10)
ΔVm = 3.5∙36.93 + 2∙32.22– 284.36 = -90.67 cm3/mol hemicarboaluminate
The same increase in porosity and decrease of strength also holds for other SCMs high in alumina. For mortars with binders based on 30% siliceous fly ash and 5% limestone stabilizing ettringite cured for 56 days [11], the water vapour diffusion coefficient, kd (10-12 kg/Pa·m·s), increased upon carbonation (from 0.41±0.09 to 3.06±0.04) unlike mortar based on OPC (changed from 0.76±0.10 to 0.59±0.10).
Concrete formulation for higher strength concrete
The recipe for a higher strength concrete is given in Table 4 where we used another type of clay being kaolin rich (denoted MK in Table 1). The water-to-powder ratio is now 0.54. The compressive strength for 100 mm cubes at 28 d was 43.9±1.2 MPa and for Ø10·200 mm cylinders 36.5±1.0 MPa for 3 parallels. The splitting tensile strength was 3.4 MPa and the E-modulus was 30.9 GPa after 1st and 32.9 GPa after 2nd loading. The compressive strength evolution for the cubes is shown in Fig. 8 for a logarithmic time scale.
This concrete recipe was developed for consideration of loadbearing structures, and as a start to show the stability of aluminium metal, a bench was made as shown in Fig. 9. Since aluminium does not corrode in this concrete mix and not in air, decorative or practical details can be made where the aluminium reinforcement comes out of the concrete and can be used for rails etc.
| Table 4: Concrete composition | |
| Component | Mass (kg/m3) |
| CEM I | 156.4 |
| Calcined clay (MK) | 178.7 |
| Silica fume | 22.3 |
| Limestone filler | 14.9 |
| Free water | 195.6 |
| Adsorbed water | 6.0 |
| 0-8 mm Granite sand | 1037.7 |
| 8-16 mm Granite gravel | 720.4 |
| SIKA Viscocrete RMC-315 | 2.2 |
Structural considerations
The E-modulus of pure aluminium metal (70 GPa) is 1/3 of steel (210 GPa), but the density of aluminium (2.70 kg/l) is also about 1/3 of iron (7.87 kg/l). The ultimate tensile strength of pure aluminium is 110 MPa, while it for rebar steel is 400 MPa, but aluminium can be alloyed to approach steel in tensile strength. To put it simply, a full replacement with same design for e.g. a beam means three times more volume aluminium reinforcement than steel while the weight will be the same. However, some of this may be alleviated by designing the aluminium rebars differently.
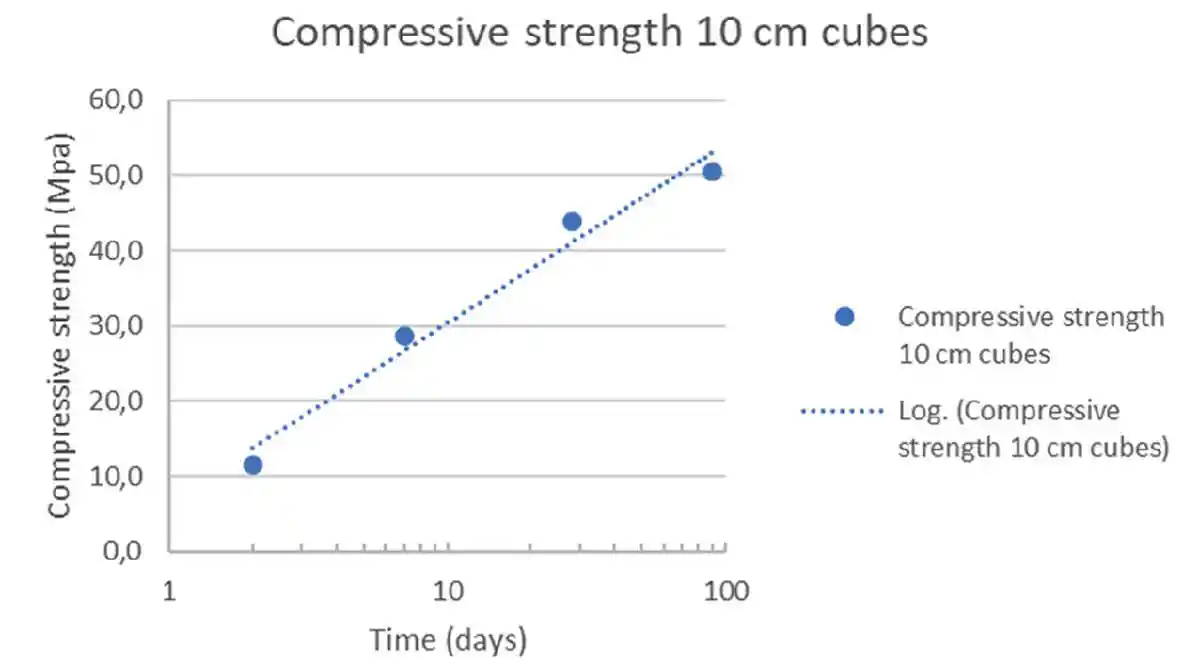 Figure 8: Compressive strength evolution for 100 mm cubes from 2-91 days
Figure 8: Compressive strength evolution for 100 mm cubes from 2-91 days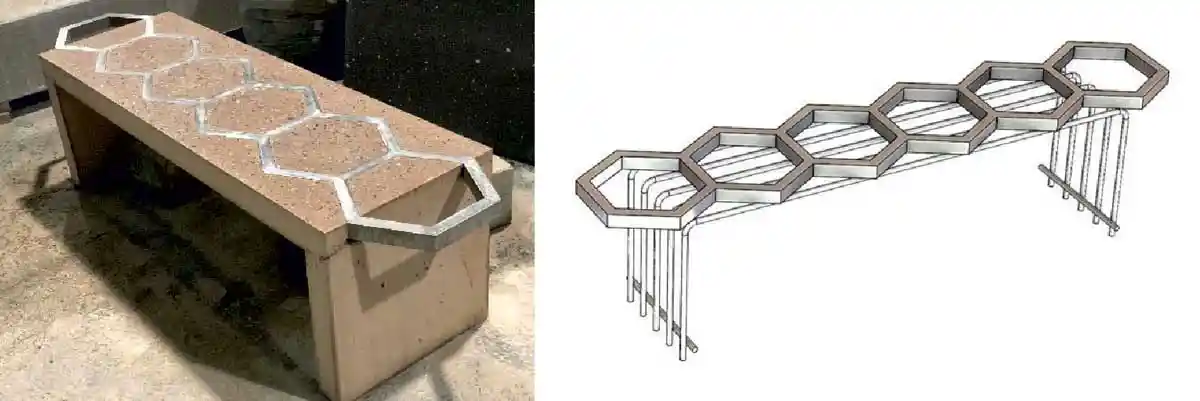 Figure 9: Bench with polished top surface and reinforcement configuration in aluminium
Figure 9: Bench with polished top surface and reinforcement configuration in aluminium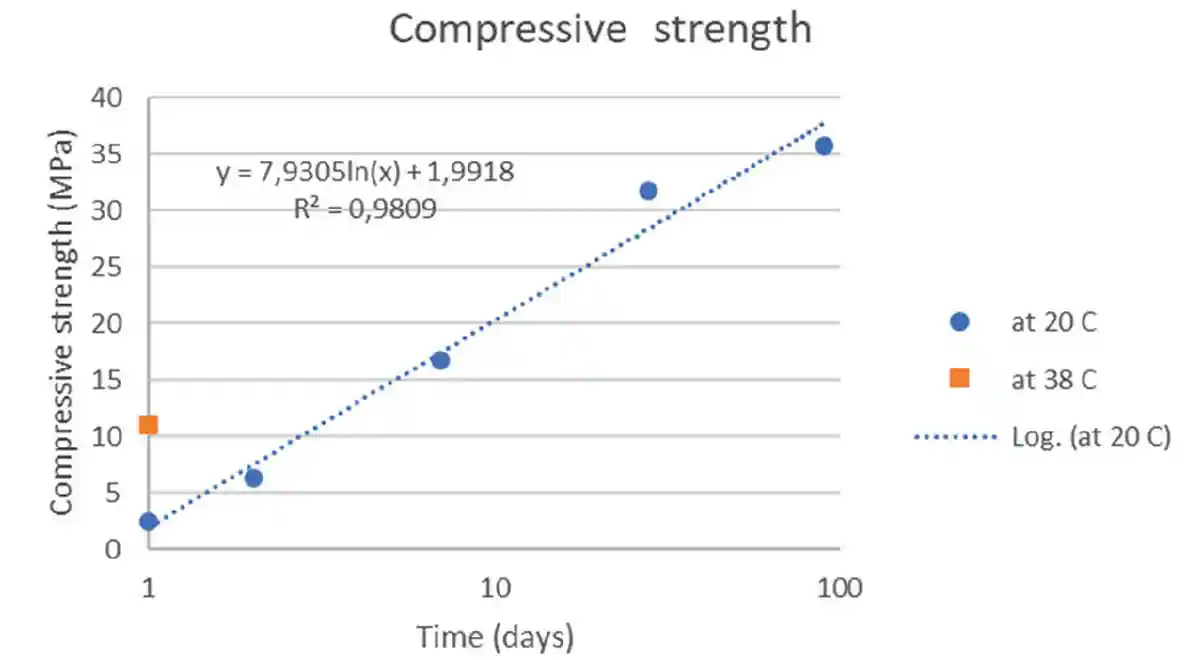 Figure 10: Strength evolution for mortar with same binder recipe as in Table 4
Figure 10: Strength evolution for mortar with same binder recipe as in Table 4As comparison, FRP rebars made with glass, basalt or carbon fibres have E-modulus of 45, 60 and 145 GPa, and tensile strength of 700, 800 and 2000 MPa, respectively, according to Karlsson [4]. In the SEACON project [13] a bridge is built using FRP rebars demonstrating the feasibility of constructing with rebars with such lower E-modulus than steel.
Another issue is the difference in linear thermal expansion coefficient. Concrete has 6-14·10-6 m/m·K, while pure iron and pure aluminium has 10 and 22·10-6 m/m·K, respectively. The thermal expansion of aluminium can be reduced by alloying (in particular by silicon). As comparison, glass fibre reinforced polyester has a linear thermal expansion coefficient of 25·10-6 m/m·K. The consequence of difference in thermal dilation between reinforcement and binder will be an issue for further research.
Outlook
Formulating stable concrete reinforced with aluminium metal bars can lead to the following benefits in addition to using an environmentally friendly binder with high content of SCMs;
- Maintenance free reinforced concrete (i.e. no carbonation or chloride induced corrosion)
- Any microcracks caused by drying shrinkage etc will not jeopardize reinforcement durability
- Superior sulphate resistance when alumina containing SCMs like calcined marl is used [5]
- Alkali reactive aggregate can be used due to alkali binding [14] or soluble aluminates from clay inhibiting silica dissolution [15, 16]
- Seawater can be used as mixing water when reinforcement is Al alloyed with Mg
- The best strength accelerator, calcium chloride, can be used when reinforcement is aluminium alloyed with Mg (so called sea-water resistant aluminium for boats)
- Much less cover over rebar needed (save 30 mm in concrete cover), probably only 20 mm needed for proper anchoring of reinforcement with concrete.
- Al-reinforced concrete will have significantly lighter unit weight (reduced “dead-weight”)
- Higher w/c allowed giving more permeable concrete leading to
- Easier to cast as the concrete will need less plasticizers or none
- Faster carbonation leading to binding of CO2 and further reduction of Carbon-footprint
- Less thermal expansion/contraction in monolithic concrete
A new concept of durable and environmentally friendly aluminium reinforced concrete is described. Being able to formulate concrete where aluminium metal will not be attacked by the concrete binder constituents, a maintenance free reinforced concrete with very long service life may be at hand.
Binder paste and concrete has been studied where 50-55% cement is replaced by calcined marl or clay with the following findings:
- Aluminium plates immersed in such paste does not appear to evolve hydrogen gas as for 100% CEM I paste.
- Addition of soluble magnesium salts maybe used to lower the initial pH of fresh paste, but the pH approaches the mix without after 14 days curing when using alumina containing SCMs due to possible anion exchange with hydrocalumite
- Concrete with water-to-binder ratio 0.7 can be made without flash setting (sets at 4.5 h) and reach a compressive strength of 22 MPa at 28 days, but can be made stronger by reducing w/c (w/c = 0.54 gives 44 MPa at 28 days)
- Concrete beams reinforced with aluminium metal bars showed no signs of cracking at 40 days nor any corrosion of the bars by visual inspection
The grant no. 269767 from the Research Council of Norway to establish the research project DARE2C; Durable Aluminium Reinforced Environmentally-friendly Concrete Construction, is greatly appreciated.
References
- Justnes, H.: How to Make Concrete More Sustainable, Journal of Advanced Concrete Technology, 13 (2015) p. 147-154
- Bosoga, A., Mazek, O. and Oakey, J.E.: CO2 Capture Technologies for Cement Industry, Energy Procedia, 1 (2009) p.133-140
- Schneider, M., Romer, M., Tschudin, M. and Bolio, H.: Sustainable Cement Production – Present and Future, Cement and Concrete Research, 41(2011) p. 642-650
- Karlsson, J.: Alternative reinforcement approaches – Extended service life of exposed concrete structures. MSc thesis 2014:151, Chalmers University of Technology, Department of Civil and Environmental Engineering, Gothenburg, Sweden, 117 pp
- Justnes, H.: Durable Aluminium Reinforced Environmentally-friendly Concrete Construction – DARE2C, Nordic Concrete Research, 56 (2017) pp. 71-81
- Danner, T., Justnes, H., Norden, G. and Østnor, T.: Feasibility of calcined marl as alternative pozzolan, Proceedings of 1st International Conference of Calcined Clays for Sustainable Concrete, Eds. Karen Scrivener and Aurélie Favier, RILEM Book series Vol. 10, 2015, Springer, pp. 67-74.
- Justnes, H.: Utilizing Pozzolana to Enable Aluminium Reinforced Concrete, 14th International Conference on Recent Advances in Concrete Technology and Sustainability Issues, Supplementary paper proceeding, Beijing, October 30-November 2, 2018.
- Justnes, H., Østnor, T.A. and Ng, S.: Applicability of Nordic clays as SCM, Proceedings of the International RILEM Conference on Materials, Systems and Structures in Civil Engineering, Conference segment on Concrete with Supplementary Cementitious materials, 22-24 August 2016, Technical University of Denmark, Lyngby, Denmark, RILEM Proceedings 113, pp. 331-340.
- Werenskiold, J. C., Auran, L., Roven, H. J., Ryum, N. and Reiso, O.: Screw extruder for continuous extrusion of materials with high viscosity, European Patent 2 086 697 B1, 01.05.2013, 8 pp.
- Duflou, J. R., Tekkaya, A. E., Haase, M., Welo, T., Vanmeensel, K., Kellens, K., Dewulf, W. and Paraskevas, D.: Environmental assessment of solid state recycling routes for aluminium alloys: Can solid state processes significantly reduce the environmental impact of aluminium recycling? CIRP Annals - Manufacturing Technology, 64 (2015) pp. 37–40
- Justnes, H., Skocek, J., Østnor, T.A., Engelsen, C.J. and Skjølsvold, O.: Microstructural changes of hydrated cement blended with fly ash upon carbonation, Cement and Concrete Research 137 (2020) paper 106192
- De Weerdt, K., Ben Ha-Ha, M., Le Saout, G., Kjellsen, K.O., Justnes, H. and Lothenbach, B.: Hydration mechanism of ternary Portland cements containing limestone powder and fly ash, Cement and Concrete Research, 41 (2011) pp. 279-291.
- www.infravation.net/projects/SEACON
- Chappex, T. and Scrivener, K.L.: Alkali fixation of C–S–H in blended cement pastes and its relation to alkali silica reaction, Cement and Concrete Research 42 (2012) pp. 1049–1054
- Chappex, T. and Scrivener, K.L.: The influence of aluminum on the dissolution of amorphous silica and its relation to alkali silica reaction, Cement and Concrete Research 42 (2012) pp. 1645–1649
- Chappex, T. and Scrivener, K.L.: The Effect of Aluminum in Solution on the Dissolution of Amorphous Silica and its Relation to Cementitious Systems, J. Am. Ceram. Soc. 96 (2013) pp. 592–597
Published on:
13 September 2021
Published in: NBM&CW September 2021
Share:
We Value Your Comment












