
Construction Defects Investigation & Remedies
Er. Ravi Ranade, Structural Auditor, NDT, Structural Restoration Consultant & Managing Director, Construction Diagnostic Centre

Issues of structural safety and durability
There are several issues like use of column starters, large eccentricities, and plumb outs in columns, column concreting – large pour height, insufficient curing, cold joint treatments, RMC quality, very short slab concreting cycle, and speedy construction. If we do not attend to these, we will have to deal with a large number of projects and structures with issues of structural safety and durability. Hence, the entire civil engineering fraternity must look into the following aspects of construction:
 Poor Quality Column Starters – What purpose is served ?
Poor Quality Column Starters – What purpose is served ?Column Starters: In the last two decades, at almost all sites, columns are casted in two or three pieces / lifts; first - ‘Starter’ piece at bottom, second lift of 2.4mm high (height of plywood) & the third - column ‘cap’ casted along with beams. Before the 1980’s, there was no such practice of column starters. The only reason pleaded for casting a starter, is proper positioning of column. Apart from this single advantage, the starter poses a number of quality issues.
- The verticality (plumb) of ‘Starter’ cannot be checked, as normally (height of starter is 75 to 150mm) and the height of plumb bob itself is 75 to 125mm.
- The concrete placed in ‘Starter’ is always a very lean mix with practically no coarse aggregate or may be some fraction of 10mm down. Many a times 20mm aggregate is inserted on the top surface of starter, to have the so-called good bond.
- The ‘starters’ are very poorly compacted. The height of starter being very small, compaction with vibrator or hand is practically not possible. To have an effective compaction by a needle vibrator, thickness of at least 200 mm is essential.
- The ‘Starters’ are never cured for the first 24 – 48 hours.
- The most important issue is the structural aspect: the column will have maximum bending moments & shear force at top & bottom junctions. During an earthquake, the values of moments & shear forces are very high. Cold/Construction joint at these locations of maximum bending moment and shear are not recommended. But due to ‘Starter’, we have two closely spaced cold joints at slab top level. We never provide a cold joint in the mid span of beam, as bending moments at these locations is maximum. If we don’t allow cold joint in beam centre, then how can we allow two closely spaced cold joints in column at ‘Starter’ level.
- We have tested a large number of ‘Starters’, with Ultrasonic Pulse Velocity test & extracted a number of cores from ‘Starters’. Our statistics indicate a very poor quality of concrete in the starter, having a lower strength of about 30 to 60% compared to the main column concrete. This is a very serious issue and all structural consultants should stop this wrong practice.
 Which centre line is correct– at plinth level or below ground ?
Which centre line is correct– at plinth level or below ground ?It is recommended to establish a centre line only, either by ‘Total Station’ or by “Laser Instruments” with reference to ground floor columns. An other option is to provide two holes (75mm dia.) in slabs on two adjacent sides of columns on all floors so that the plumb bob can be lowered from these holes right up to ground floor. But this is recommended only for buildings up to 5 storeys high. Further, it is recommended to measure the actual column centres after casting and superimpose the columns centres of all floors with respect to foundation centres. A call has to be taken by the structural engineer at every alternate floor based on this actual site data.
The IS – 456 should also mention a specific tolerance limit for shift in the column centres and column out of plumb limits per meter of height, and maximum total limit for the entire height of the building.
3) Column-Beam Junction: As mentioned above, normally, offsets are observed in columns above slab level. For shuttering purposes, the column-beam junction is always treated as beam instead of column. Normally, beam bottom timber planks have a size of 8½ inch (210-220mm) & the column shuttering is normally of plywood, which will have the correct column width of 230mm. Thus, there will always be an offset of 10-20mm at these locations. Structurally, at column-beam junctions, it acts as a column and the moments are high. Thus, reduction of size by 10-20mm at column–beam junction will impart a structural deficiency in the section. There will be reduction in moment of inertia about y axis ( Iyy ) by about 15 to 30%.
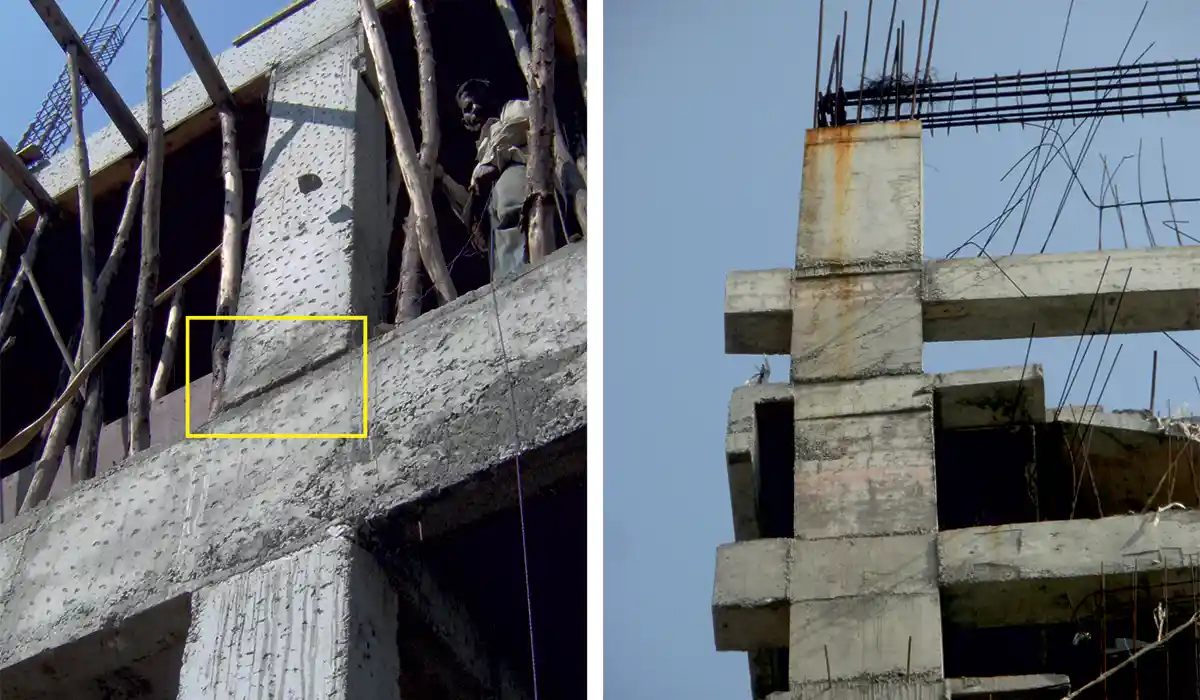 Offsets in external columns & Verticality of Staircase Column – Always Zigzag
Offsets in external columns & Verticality of Staircase Column – Always ZigzagIt is recommended to use plywood bottoms for beams to match the column size and treat column-beam junction as column for shuttering purpose. Similarly, the column size at the column-beam junction should be checked before allowing the concreting.
4) Column Concreting - Pour height: IS-456-2000 recommends to pour the concrete from a height (free fall) of less than 1.5m, but invariably, we follow a pouring height of 2.4m. It is a known fact that concrete segregates if placed from height of more than 1.5 m. The heavier particles (i.e. the coarse aggregate), tend to settle at the bottom portion of about 0.5m & the top portion of about 0.5 m will normally have concrete with more fine aggregate.
The Ultrasonic Pulse Velocity tests carried out on thousands of columns & the cores extracted from top & bottom portion of columns, indicate, that compared to bottom portion of column, the strength of top portion is less by @ 15-30%.
If we follow a practice of casting the columns with ‘window system’ (as shown in the pic), we get a very consistent/ homogenous concrete having almost same strength throughout the height of column. In fact, if we avoid the starter & follow a ‘window’ system for pouring, we save 50% of time in column casting.
Alternatively, we can use a tremee pipe (normally used for pumped concrete). But placing a tremee pipe in smaller width columns (less than 300 mm) poses a practical difficulty, thus it is recommended to use a ‘window’ system.
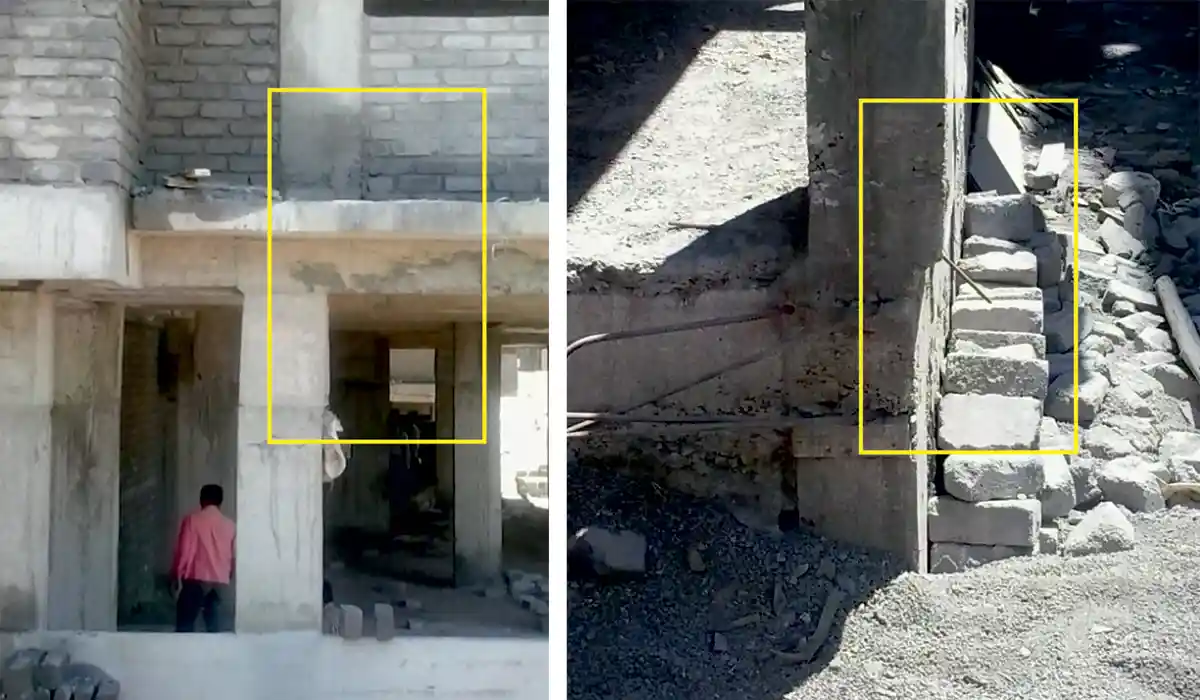 Shift in Column Centres
Shift in Column Centres5) Curing: The most important, but the most neglected aspect of ‘Quality Concrete’ is Curing. Now a days, there is a practice to cast the slabs with a cycle of 10-12 days. At many sites, using ‘Aluminium tunnel shuttering’ (Mivan, Mascon or similar) the slab casting cycle is as low as 4 to 6 days. If one has to stick to this cycle, then there is no choice but to start upper floor column shuttering activity, on the next day of concreting. The first 72 hours are very crucial for proper hydration of concrete. The curing ‘must’ start immediately after final set of cement/concrete. Normally, the concrete activity ends at late evening or night. The making of ‘bunds’ is started on the next day of concreting and after hardening of these bunds, the water is stored on third day. The carpenter who has to start his column erection work, starts breaking / removing these bunds, immediately after they are constructed. On many sites, the practice of ‘bunds’ has totally stopped. Are really the slabs cured (fully ponded) for 10 days (for OPC) & 15 days (in case of blended cements)? Nowadays, the ‘Bhisti’ has vanished; nobody sprinkles water on slab sofit & beam sides even though the cost of ‘Bhisti’ is only 30 to 40 paise / sqft.
This is one of the main reasons why the ‘strength of cores extracted from site concrete (hardly cured) is low as compared to the cube strength (ideally cured for 28 days). A very serious issue but neglected by almost everyone. We always accept the concrete based on the cube strength. The cubes are always cured for 28 days, but site concrete is hardly cured. There is practically no co-relation between strength of cube concrete and site concrete. We should make it mandatory to extract & test the cores from site concrete along with testing of cubes. The acceptance criterion in IS 456 needs to be amended. Our experience indicates, that use of non-destructive testing using Rebound Hammer & Ultrasonic Pulse Velocity test along with core and cube strength, give a very reasonable idea of quality and strength of site concrete and its distribution over the entire area / members. Further, it has been observed that, once the site workers are aware that, the entire structure is going to be audited by ND tests and then only will the concrete be accepted, they become more alert & tend to use lower water / cement ratio and do proper compaction and curing.
6) Excessive load of Flooring, Waterproofing & Plaster: In structural design, it is a practice to assume a flooring weight of @ 100 kg /m2 i.e. about 40-50 mm thick flooring including tile thickness & bedding mortar. Do we rarely cheek, how much is the actual thickness of flooring and the casted thickness of the slab at site. During UPV testing of slabs, we are required to measure the thickness of slab & during our testing at almost all sites, we have observed that the thickness of slab is more, especially near columns, by about 10-50mm. In case of ‘flat slab’ construction, the slabs are noticed to have a deflection of about 25-100mm. These deflections are covered up in flooring bedding mortar, which ultimately lead to total thickness of flooring @ 60-150mm, leading to practically double the load than assumed in design. In almost all cases of forensic investigation, we have observed that flooring loads are much higher than the assumed one.
 Column – Beams junction casted as Beams & not as Column
Column – Beams junction casted as Beams & not as ColumnSame is the case with waterproofing load; the assumed dead load is about 200-250 kg/sqmt, but in reality, the load is about 250-500 kg/ sqmt. Many a times, the structural consultant is unaware of the waterproofing slope directions & the locations of rainwater drain spouts, so he tends to assume a normal average thickness of @ 100 to 125 mm of waterproofing.
Similarly, the actual thickness of plaster at site is much higher than our standard assumptions. The assumed thickness of internal plaster is about 10 to 15 mm and that for external plaster is about 20 to 25 mm. But in reality, the thickness of internal plaster varies between 5 to 50 mm and the thickness of external plaster varies from 15 to 100 mm. This itself indicates that our buildings are not in plumb.
It is recommended that all the drawings (detail working Architectural, RCC, Services and drawings) are superimposed and are studied by all concerned persons (consultants, site engineers) before start of work. The structural engineer should take proper care in estimating all loads such as architectural treatments, facades, flooring, waterproofing etc.

7) Cold joint treatment: It is a normal practice to apply a cement paste at cold joint to bind old & new concrete. We have extracted a number of cores in various structures at such cold joint locations. And it has been observed that, practically, there exists no bond between old & new concrete. It is recommended to apply polymer latex bond coat at these joints. Where the cold joints are at structurally vital locations such as slab-column junction or cantilever end joints; the cold joints should be treated only with ‘epoxy’ based bonding agents. The fresh concrete needs to be placed within a specific time after application of these bonding agents, i.e. when the bonding agent gets a ‘tacky’ condition and is still in ‘tacky’ condition. It has been observed that many a times, the bonding agents are applied just as a formality, and the site engineers are totally unaware of the product specifications.
8) Ready Mixed Concrete: Now RMC is being used on a very large scale in India, especially in big cities. RMC is the choice for speedy construction. Though as a technology, RMC is very good & can produce a consistent quality of concrete, its advantages need not be spelled out again. The quality of RMC is expected to be very good and consistent, still it has been observed that, in many cases, the quality (strength) of RMC supplied by RMC suppliers is doubtful. In a number of occasions it has been observed that the concrete strength of cubes tested at RMC supplier’s lab are high & the cubes casted at site at discharge point and tested at site or other labs have lower strengths.
 Column casting using “Window System”
Column casting using “Window System”In such debates, the RMC suppliers always claim that:
- The cube tested by RMC supplier will only be accepted.
- Site cubes are not cured properly
- The site concrete is not properly compacted & cured.
- Due to site mismanagement, the transit mixers are required to stand at site for a very long time, thus RMC supplier is not responsible for loss of strength.
- RMC suppliers use very high quantity of fly ash.
- The quantity of 20mm agg. is very less or almost missing.
- Transit time is very high.
- Cubes are not filled at the end discharge point of pump but are filled either at RMC plant or at discharge of transit mixer.
- Additional water is added during transit or at the entry of pump; no records of such additional water addition are produced.
- Cube testing at RMC plant is not reliable, it shall be third party.
- RMC will have more cracks than site concrete, so what about the durability of this RMC concrete?
In many cases, after a long debate between Owner and RMC Supplier, approach a lab for NDT. Normally, rebound hammer, UPV & core test are carried out. If the these tests indicate a lower strength, then the reliability of NDT & Core test itself is challenged by RMC supplier.
Similarly, the provisions of RMC code (IS – 4926 - 2003) also needs to be changed. As per this code, the cubes are to be filled at the discharge of transit mixer. But if pumping is also in the scope of the RMC supplier, then the cubes shall be filled at the end discharge point of pump.
It shall be noted that as per IS 456-2000, Core test/Load test is the final acceptance criteria. Yes, it is true that there are some points of discussions even for core strength, but the reliability of cube strength is more questionable. Presently, there is no other reliable method than core test to establish strength of site concrete.
9) Slab concreting cycle: Project completion with the present slab concreting cycle of 5 to 12 days poses a number of quality issue. A reasonable cycle period is 16-18 days. If we really calculate the ‘floats’ available in brick word, plaster filing , plumbing, electrical & finishing item, it will be noticed that we can reduce time of these activities by more than 50-70 days for a typical 10 storey building. After first one or two slabs, RCC activity never comes in “critical path”. It is our psychological thinking driven by blind faith, that RCC work is always a ‘critical path’.
Speed v/s quality in project completion time: It has been observed that now a days, almost all contract documents (Govt. or Private) specify an unrealistic time frame for completion of work. The time periods mentioned in tenders do not have any back-end calculations based on CPR or PERT.
With speedy construction, “quality” will be compromised. All tenders have a clause for timely completion of work with a “bonus” for early completion, but unfortunately, we do not have a “bonus” clause for doing ‘Quality Work’.
The question here is: Why do we not have a “Guarantee” for our structures? A nation-wide discussion on this issue is essential, otherwise quality & durability will remain only on paper & we will have a large number of unhealthy structures to deal with.
Published on:
09 June 2023
Published in: International Concrete Construction Technology, May - June 2023
Share:
We Value Your Comment


































