
Comparative Study of concrete mix design using IS and ACI methods with and without super-plasticizer
Concrete is a widely used building material. It consists of cement, aggregates (fine and coarse), water and super-plasticizer. The properties of concrete can be controlled by using different ratios of cement, water, and aggregates. These ratios can be worked out using different code provisions. Moreover, the properties like setting time, workability, air entrainment etc. can be modified with the use of super-plasticizers. The main objective of present study is to compare the compressive strengths obtained using IS and ACI methods of mix design with and without the use of super-plasticizer at various W/C ratio.

Introduction
Concrete is a composite material consisting of cement, water, and aggregates. These ingredients can be mixed in different ratios to attain desired strengths. Though rough mix ratios for different strengths have been estimated such as for M20 (1:1.5:3), M25 (1:1:2) as per Gambhir [7]. But due to limited availability of materials and complex designs of structures, there’s a need for more accurate and precise mix proportions. Use of code provisions every time for calculating the mix proportion can be a tedious and exhausting process. Thus, dynamic program in excel was created for calculating mix proportions for different exposure conditions, aggregates size and properties desired.
The mix design provided by the codes i.e. Indian Standards [4] and ACI [2]) were carried out using standard materials and empirical tables and graphs. The difference in the results of mix design using different codes arises due to the source of materials and different moisture conditions. The literature review includes the application of ISI and ACI [2, 5-6, 8-10].
With the use of super-plasticizer, the properties of workability and initial strength of concrete attained within 7 days can be altered. In this study, the effects of super-plasticizer were noted on water content, attainment of strength and workability for both the mix designs using IS code and ACI code.
Materials used and Properties
Cement
Cement is the primary material of concrete and has binding properties. OPC grade 43 conforming to IS 8112:2013 was used and tested according to IS 4031:1988. The physical properties of the cement used are given in Table 1.
| Table 1: Properties of Cement | |
| Property | Values |
| Fineness (%) | 4 |
| Consistency (%) | 29 |
| Initial Setting Time (min) | 123 |
| Final Setting Time (min) | 303 |
| Specific Gravity | 3.15 |
| Compressive Strength at 7 days ( N/mm2) | 24.32 |
| Compressive Strength at 28 days ( N/mm2) | 34.64 |
Coarse Aggregates
Coarse aggregates form the major part of the mass of concrete. The physical properties of coarse aggregates were observed to be conforming to IS 383:1970 and are given in Table 2.
| Table 2: Physical properties of coarse aggregates | ||
| Property | Value (20mm gg.) Values(10mm agg.) | |
| Source | Crushed Aggregates | |
| Shape | Angular | |
| Specific Gravity | 2.82 | 2.66 |
| Water Absorption (%) | 0.9 | 1.41 |
| Fineness Modulus | 6.99 | 6.50 |
Fine Aggregates
Fine aggregates fill the voids between the coarse aggregates and make the concrete mass sound. The physical properties fine aggregates were observed to be conforming to IS 383:1970 and are given in Table 3.
| Table 3: Physical properties fine aggregates | |
| Source | River sand |
| Specific Gravity | 2.72 |
| Fineness Modulus | 2.89 |
| Grading Zone | 2 |
| Water Absorption (%) | 2 |
Super-Plasticizer
Super-plasticizers (PCE based) was used to modify the properties of concrete b their chemical and physical characteristics. The properties of super-plasticizer observed and are shown in table 4.
| Table 4: Properties of super-plasticizer | |
| Property | Values |
| Source | Fosroc Constructive Solutions |
| Specific Gravity | 1.32 |
| pH | 6.21 |
| Solid Content | None |
| Appearance | Black |
| Chemical Content | Polycarboxylate Ether (PCE) |
Mix Design and Proportioning
ACI Code Mix Design
The design method adopted is in accordance with ACI 211.1-91. The flowchart in Figure 1 shows the algorithm followed by the excel sheet for calculating the mix proportions.

The inputs required for determining the mix proportions for a given strength according to ACI code are listed below:
- Specific Gravity of FA
- Specific Gravity of CA
- Specific Gravity of Cement
- Fineness Modulus of FA
- Dry rodded bulk density of CA
- Absorptive extent of CA
- Free surface moisture of sand
- Degree of Control
- Type of concrete (Non-air entrained concrete or Air-entrained concrete)
- Exposure Conditions
- Maximum Aggregate size
- Slump of Concrete
- Amount of Plasticizer used by weight of cement
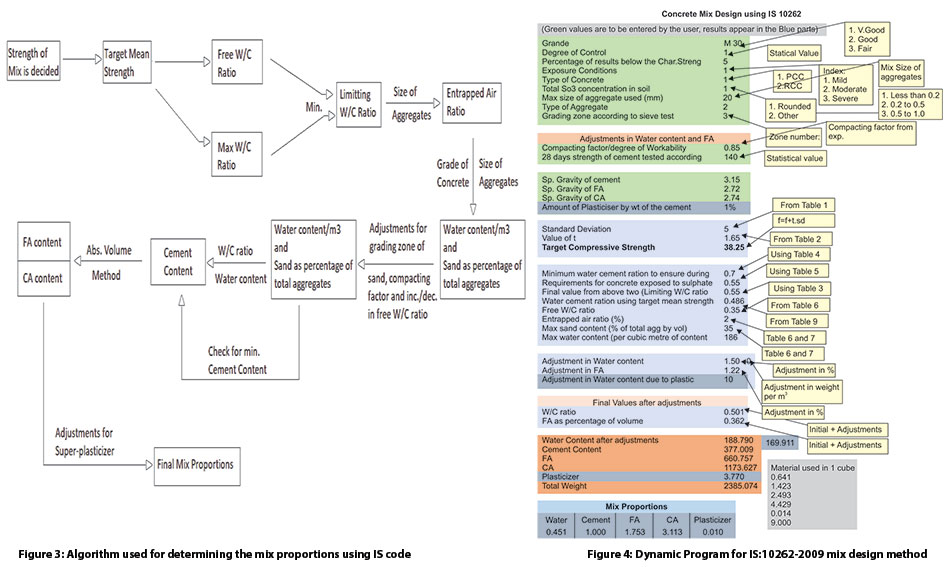
IS Code Mix Design
The design method adopted is in accordance with IS 10262:2009. The flowchart in Figure 3 shows the algorithm followed by the excel sheet for calculating the mix proportions.
The inputs required for determining the mix proportions for a given strength according to IS code are listed below:
- Specific Gravity of cement
- Specific Gravity of FA
- Specific Gravity of CA
- Degree of Control
- Percentage of results below the characteristic strength
- Exposure Conditions
- Type of Concrete (Plain Cement Concrete or Reinforced Cement Concrete)
- Total SO3 concentration in soil (Exposure Conditions)
- Maximum size of aggregate used
- Type/shape of Aggregate (Rounded or angular)
- Grading zone according to sieve testv
- Compacting factor (Degree of Workability)
- The 28-daystrength of cement tested according to IS 4031-1968(N/mm2)
- Amount of Plasticizer by weight of the cement
Mix Proportions
A total of five mix proportions were prepared and tested. The first one (M1) was according to ACI code, second (M2) was ACI with super-plasticizer addition, third one (M3) was according to IS code, fourth (M4) was according to IS code with super-plasticizer addition and keeping the W/C ratio same as in the original IS code mix proportions(M3)and the fifth (M5) was IS code with super-plasticizer addition. The weight of constituents per cubic meter used are given in Table 5:
| Table 5: Weight of constituents per cubic meter of concrete | ||||||
| Mix Names | Description | Mix Proportions | ||||
| Water | Cement | FA | CA | SP | ||
| M1 | ACI | 185.000 | 393.882 | 870.479 | 966.240 | - |
| M2 | ACI + SP | 166.500 | 393.882 | 870.479 | 966.240 | 3.939 |
| M3 | IS | 188.790 | 377.009 | 688.885 | 1146.027 | - |
| M4 | IS + SP (W/C same) | 184.911 | 369.263 | 566.322 | 1286.858 | 3.693 |
| M5 | IS + SP | 169.911 | 377.009 | 688.885 | 1146.027 | 3.770 |
Methodology
- All the selected materials were collected and checked for any discrepancies. Cement is checked for lumps, aggregates for moisture content.
- After the quality of materials is approved, each material is weighed for material required for 12 cubes according to the design mix.
- Aggregates and cement are weighed on a scale having precision up to 100 grams and water and plasticizer are weighed on a scale having precision up to 0.1 grams.
- If superplasticizer is to be added to the mix, then it was taken in the required quantity and added in water and mixed thoroughly.
- The aggregates are taken and put into batch mix plant and are mixed with the mouth of mixer covered to prevent loss of material.
- After that, cement was also added to the mixer and water is gradually added and simultaneously the mass is thoroughly mixed for 2 minutes.
- Then the concrete mass is poured into the concrete tray. Slump/workability of concrete is checked using slump cone test.
- The cube molds are oiled to prevent sticking of concrete and ensuring a smooth surface. Concrete is then poured into the molds.
- After one day, the moldsare opened and the cubes are placed in water pond for curing till they are tested.
Compressive Strength
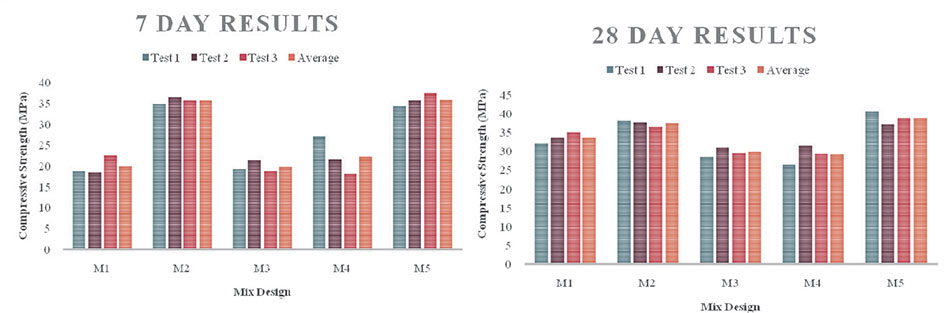
Figure 5 and Figure 6: graphical representation of test results
The compressive strength achieved after 7 days, 28 days were recorded and are shown in Table 6. The same results have been graphically represented with bar charts in figure 5 and figure 6.
| Table 6: compressive strength in MPa with various codes | |||||
| Test Results | |||||
| (All the test values are in MPa.) | |||||
| Mix /result | M1 | M2 | M3 | M4 | M5 |
| ACI | ACI+SP | IS | IS+SP (W/C same) | IS+SP | |
| 7days | |||||
| 1 | 18.57 | 34.77 | 19.23 | 27.02 | 34.16 |
| 2 | 18.37 | 36.31 | 21.4 | 21.49 | 35.6 |
| 3 | 22.45 | 35.56 | 18.59 | 18.04 | 37.41 |
| Average | 19.80 | 35.55 | 19.74 | 22.18 | 35.72 |
| 28Days | |||||
| 1 | 31.92 | 38.18 | 28.57 | 26.2 | 40.49 |
| 2 | 33.56 | 37.68 | 30.88 | 31.49 | 37.09 |
| 3 | 34.97 | 36.35 | 29.43 | 29.26 | 38.57 |
| Average | 33.48 | 37.40 | 29.63 | 28.98 | 38.72 |
As per Constructor.org, the compressive strength achieved at various age with respect to 28-Day compressive strength is shown in figure 7:
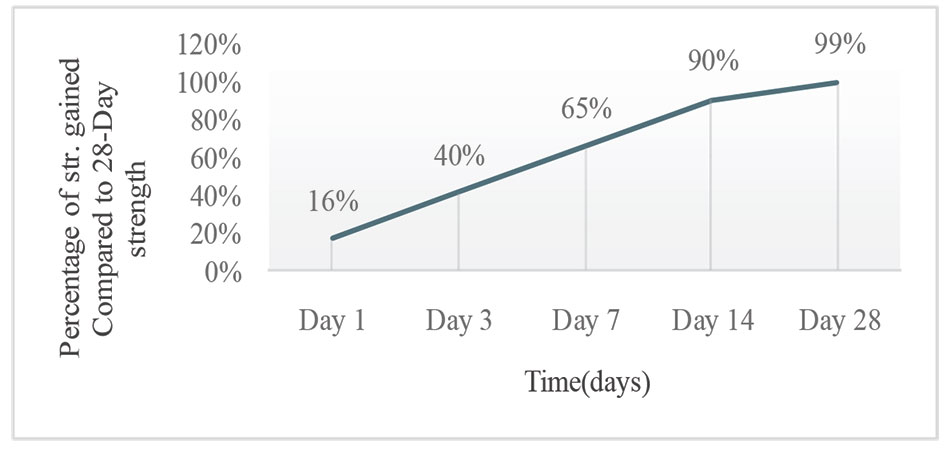
Figure 7: Graphical Representation of Compressive Strength with age
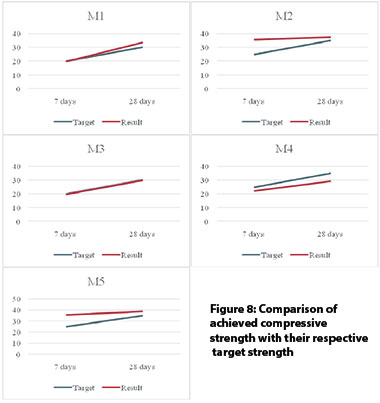
Figure 7 shows that concrete has achieved its actual strength at the age of 28 days of casting. For M30, the target to be achieved within 7 days was taken to be 20 MPa and within 28 days is taken to be 30 MPa.
With the use of super-plasticizers, the strength is achieved earlier as compared to mix design not using Super-Plasticizers. Thus, the target was taken to be 25 MPa for 7 days and 35 MPa for 28 days.
Cost Analysis
A cost analysis was done for all the five mix proportions and an excel program was made to compare the costs. The basic costs were taken from the DAR Civil (Delhi) 2016 for cement, coarse aggregates and sand. For super plasticizer, the cost incurred for buying the specific brand was taken. Table 7 shows the costs of constituents of concrete. Table 8 shows the cost of the mix designs per cubic meter of concrete. Figure 9 gives the graphical representation of costs of mix design of table 8.
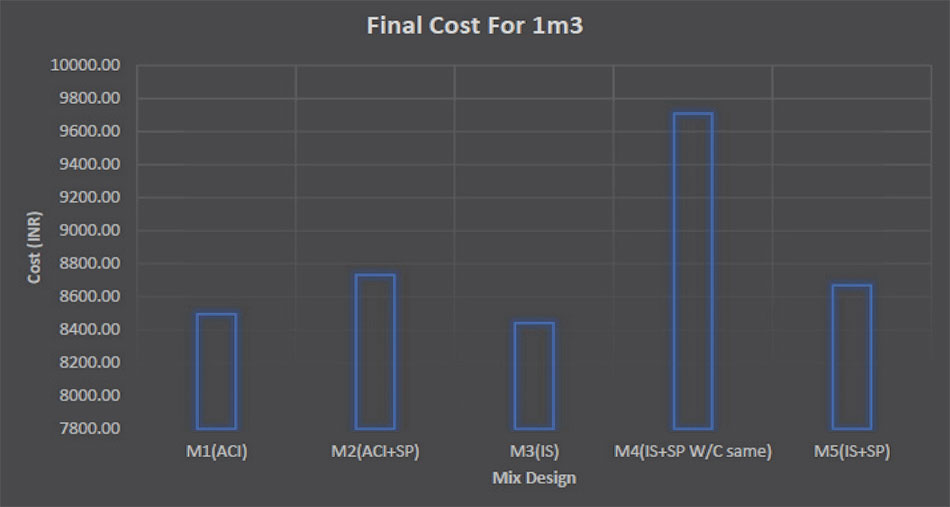
Figure 9: Graphical Representation of cost Analysis
| Table 7: Cost of Materials | ||||
| Material | Cost | Quantity | Unit | Cost of 1kg(INR) |
| Cement | 5700 | 100 | kg | 5.70 |
| FA | 1200 | 1 | m3 | 3.36 |
| CA | 1300 | 1 | m3 | 3.53 |
| Super Plasticizer | 1200 | 20 | kg | 60.00 |
| Table 8: Cost of Mix Designs | |||||
| Design mix | Cements | FA | CA | SP | Cost for 1m3(INR) |
| M1(ACI) | 393.882 | 870.479 | 966.240 | 8496.09 | |
| M2(ACI+SP) | 393.882 | 870.479 | 966.240 | 3.939 | 8732.42 |
| M3(IS) | 377.009 | 688.885 | 1146.027 | 8442.87 | |
| M4(IS+SP W/C same) | 369.263 | 870.479 | 1286.858 | 3.693 | 9709.78 |
| M5(IS+SP) | 377.009 | 688.885 | 1146.027 | 3.770 | 8669.08 |
It is clear from the analysis that M4 design costs the most followed by M2, M5, M1 and M2. Two more mix proportions of IS mix design for M35 (water: 188.790, Cement: 416. 803, FA: 658.789, CA: 1141.730) and ACI mix design for M35 (water: 185.000, Cement: 462.040, FA: 810.448, CA: 966.240) were taken to compare with M5 and M2 and checking their adequacy. The cost of the ACI mix proportion for M35 per cubic meter is INR 8688.87 and cost for IS mix proportion for M35 is INR8556.40. According to test results, M4 is highly undesirable for high costs and less strength.
When the mix proportions without super-plasticizers are compared ACI (M1) gives better results than IS (M3) mix proportion with a very small compromise on cost. Thus, ACI should be preferred for mix design without plasticizer.
While ACI (M2) mix design with super-plasticizer has more cost than the IS(M5) mix design with super-plasticizer, the IS mix design showed better results both at the age of 7 days and 28 days which gives IS mix design a clear edge over the ACI mix design for both economy and test results.
Now, ACI and IS mix designs for M35 which will give approximately same strength are compared to M30 mix designs with super-plasticizer. Though the ACI M35 and IS M35 are more cost-effective than M2 and M5 respectively, it is anticipated that they will gain strength later than M2 and M5, thus increasing the time of construction, but if the time of construction is not necessary than ACI M35 and IS M35 should be preferred. Between ACI M35 and IS M35, ACI M35 should be chosen as ACI mix designs give better results without super-plasticizer.
If the speed of construction is important then IS mix design with super-plasticizer should be chosen for better economy and results.
Conclusion
- ACI mix design gives better results without super-plasticizers with a small compromise on cost.
- IS mix design gives better results with PCE based super-plasticizers and gives better results and is also better economically.
- Maintaining the same water to cement ratio while using super-plasticizers can lead to poor results as the super-plasticizers are meant to reduce water content and increase workability. Thus, the mix design with same water to cement ratio as the initial design using IS mix design failed to show satisfactory results.
- Water content has a direct relationship with time of setting and strength gained at age of 7 days (initial strength). Less is the water content, more is the initial strength and satisfactory workability can be attained with the help of super-plasticizer.
- PCE based super-plasticizers are a practical choice for gaining more initial strength and speeding up the construction but are costlier than the counterparts of more design strengths that provide comparable strength at later stages such as at the age of 28 days.
- ACI 211.1-91.(Reapproved 2002). Standard Practice for Selecting Proportions for. Normal, Heavyweight, and Mass Concrete (ACI 211.1-91). Reported by ACI Committee 211.
- A. Singh, K. Gautam. Comparison of ISI and ACI methods for absolute volume concrete mix design,CI Premier PTE LTD.
- DAR Civil 2016 (Delhi), Analysis of rates for Delhi. CPWD, Vol 1.
- IS: 10262-2009: Guidelines for concrete mix design proportioning by Bureau of Indian Standards.
- K.P. Singh, U.P.Goud, S.M. Mohan, S.S. Reddy. Comparative Study of Concrete Mixed Design, International Journal of Innovative Research in Science, Engineering and Technology, Vol. 5 (9), September 2016.
- K.Krizova, P. Novosad. Study of concrete with various types of plasticizers and their effects on selected properties, International Journal of Mechanical and Production Engineering, ISSN: 2320-2092, Vol- 4 (1), Jan.-2016.
- M.L. Gambhir: Concrete Technology, McGraw Hill Education; Fifth edition (2017)
- M.Garg, S. Singh, S. Singh. Comparative study of M35 and M40 grades of concrete by ACI, DOE, USBR and BIS methods of mix design using rounded aggregate, International Journal of Innovative Research in Science, Engineering and Technology, Vol 02 (4), July-2015
- S. Ahmad, M. Nawaz, A. Elahi. Effect of Superplasticizers on Workability and Strength of Concrete, CI Premier PTE LTD
- V. Malagavelli, N. R. Paturu. Strength and Workability Characteristics of Concrete by Using Different Super Plasticizers, International Journal of Materials Engineering, 2(1), 2012, pp 7-11.
Published on:
12 July 2018
Published in: NBM&CW July 2018
Share:
We Value Your Comment


































