
Characteristics of Alternative building materials

Concrete is widely used construction material around the world. It is due to its wide ranging performance properties, suitability and the ease with which it can be produced regionally. Concrete usage worldwide is second only after water. According to Plunge [01], one tonne of concrete is produced every year per person on this planet. According to another estimate, approximately 17,000 million tonnes of concrete is produced annually world-wide [Mehta [02]]. Concrete is associated with Portland cement, the main ingredient of conventional concrete. Portland cement is undisputedly the most widely used binder in making concrete. With the infrastructure development growing and housing sector booming, the demand for concrete is bound to shoot-up. Annual incremental increase of Portland cement is about 3% as estimated by McCaffrey [03]. The world cement production was about 1 billion tonnes in 1990 [Mehta [02]], 1.5 billion tonnes in 1995 and was about to cross 2.2 billion tonnes in 2010 as reported by Malhotra [04]. It was reported that by the year 2020, conventional cement requirement is estimated as 3.5 billion tones [[Mehta [02]].
A real sustainability meets the requirements of the present without compromising the future generations to meet their own needs [Gajanan M. Sabnis et. al. [5]]. Sustainable development related to the socio-economic along with environmental aspects. The construction industry is uniquely positioned to meet the challenges of sustainable development [Gajanan M. Sabnis et. al. [5]] by reducing the quantity of cement in concrete and by using alternate building materials. It is an established fact that fly ash, Ground granulated Blast Furnace Slag (GGBS) can replace cement partially or completely. Similarly conventional aggregates can replace the recycled aggregates with some modifications.
In case of blended cement, pozzolans like fly ash and GGBS can be used in place of cement partly. In case of high volume fly ash concrete more than half of the cement is replaced by fly ash. Whereas in geopolymers [Davidovits 6,7)] and FaL-G [Radhakrishna, (8)], the conventional cement is completely replaced by industrial by- products.
Around 90% of concrete and masonry waste are dumped at various places without recycling. Use of this waste is the most important strategy but very much neglected in most of the cases. One of the challenges in achieving consistent quality of recycled aggregates is lack of a suitable mix design method and rational approach. According to Fathifazl et al. [9], recycled aggregates can be proportioned by using natural aggregate concrete mix proportioning methods, treating recycled aggreagtes akin to natural aggregate. In an investigation on the hardened concrete properties, it was revealed that concrete with recycled aggregates can be conviently used with natural aggregates.[ Fathifazl et al (10)]. The reinforced recycled aggregate concrete beams show very similar crack patterns and failure feature, irrespective of the recycled aggregate percentage [(Li et al. (11),]. It was found that the mode of failure in shear of recycled aggregate concrete wa similar to that of conventional concrete. However, the shear strength decreases with the recycled aggregate content [Guo, and Shi, 12].
Objectives of the research
The objectives of the proposed research work were as follows:
- To determine the mechanical properties of geopolymer mortar and concrete prepared by conventional aggregates.
- To determine the mechanical properties of mortar and concrete prepared fly ash, GGBFS, manufactured sand, recycled aggregates and recycled water.
- To compare the properties of conventional and geopolymer composites.
The following materials were used to prepare geopolymer concrete:
- Fly ash and GGBFS,
- manufactured sand , natural sand
- recycled aggregates, natural coarse aggregates
- recycled water,
- sodium hydroxide and
- sodium silicate.
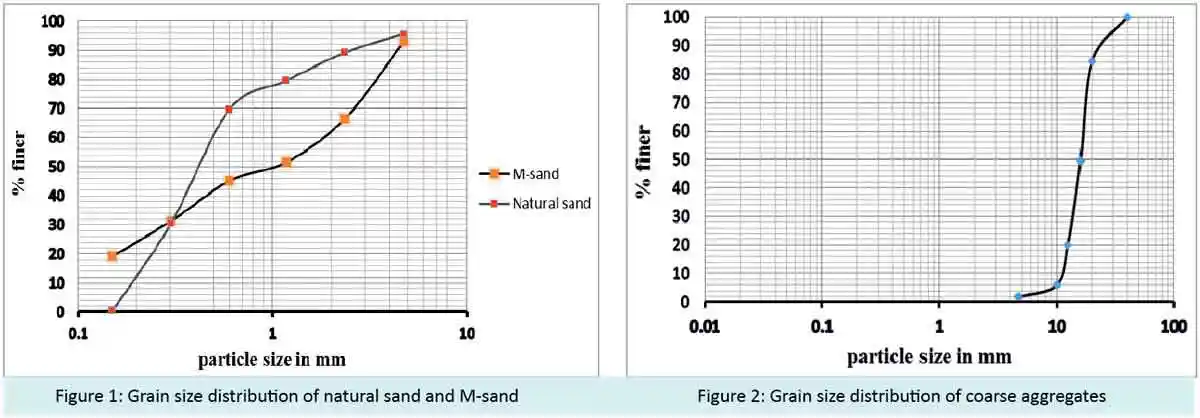
The natural coarse aggregate were derived from granite rock which was locally available having specific gravity of 2.67. The moisture content was 0.4%. The grain size distribution of natural coarse aggregate is shown in Fig. 2.
The recycled aggregate which were used in the research were prepared from the demolition waste which were procured from the construction sites. The maximum size of the recycled coarse aggregates was maintained at 20mm. The specific gravity and the water absorption was found to be 2.4 and 3.80 % respectively.
Recycled water was used in this research. The properties of the recycled water are shown in Table 1.
| Table 1. Properties of recycled water | |
| Parameters | Values |
| Colour | Colour less |
| Odour | Odour less |
| pH | 7.62 |
| Chlorine in mg/l | 0.12 |
| Total suspended solids in mg/l | 21 |
| BOD in mg/l | 26 |
| COD in mg/l | 66 |
Currently no standardized methods of mix design for geopolymer concrete are available. For standard concrete M25 grade was designed using IS 10262:2009 for 100 mm slump. The mix ratio was 1:1.8:2.97 and the fly ash to ground granulated blast furnace ratio was 60:40. The final mix proportions are given in Table 2.
| Table 2. Mix proportion (kg/m3) and mix ratio | ||||
| Ingredients | Fly ash | Ground granulated blast furnace slag | Natural sand/ manufactured sand | Natural coarse aggregate/ recycled coarse aggregate |
| Mix proportion | 236.4 kg | 157.6 kg | 709.2 kg | 1170.2 kg |
The fly ash, GGBS, M-sand and recycled aggregates were first mixed thoroughly in dry condition and then alkali solution was added to prepare geopolymer concrete. The ratio of alkali solution to fly ash, GGBS is 0.5 to 0.7 to keep the workability at 100±10 mm. The geopolymer concrete was placed in 150 mm cube, cylinder of diameter 150 mm, and beam of 100X100X500 mm.
Geopolymer mortar was also prepared with natural sand and m-sand. Fly ash and GGBS to fine aggregate ratio was 1:6. For geopolymer mortar and cement mortar flow test, compressive strength and bond strength test were conducted. Geopolymer mortar was used as masonry mortar of thickness 15 mm to assemble the geopolymer blocks and tested for bond shear strength.
Results and discussion
Two types of building materials were investigated in this research – Concrete and Mortar.
Concrete
The compressive strength of different concrete cubes is shown in Figs. 3 and 4 for different ages. The geopolymer concrete specimens which were cured in open air, developed a strength of 60-70% of the corresponding 28 days strength at 7 days.
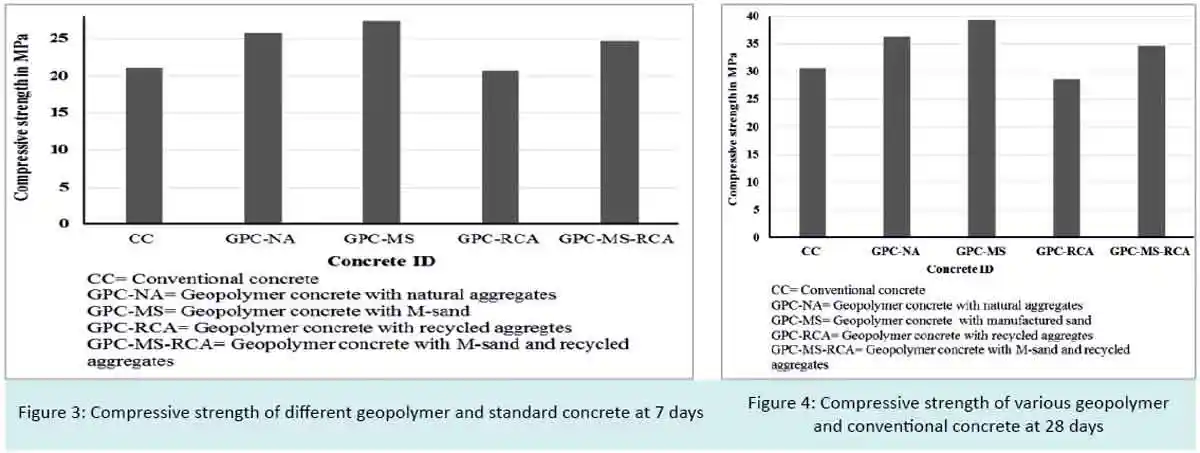
The compressive strength of all the types of geopolymer concretes were marginally higher compared to the conventional concrete, except geopolymer concrete with recycled aggregate. It may be due to the poor grain size distribution in recycled aggregate. This is true for 7 and 28 days age.
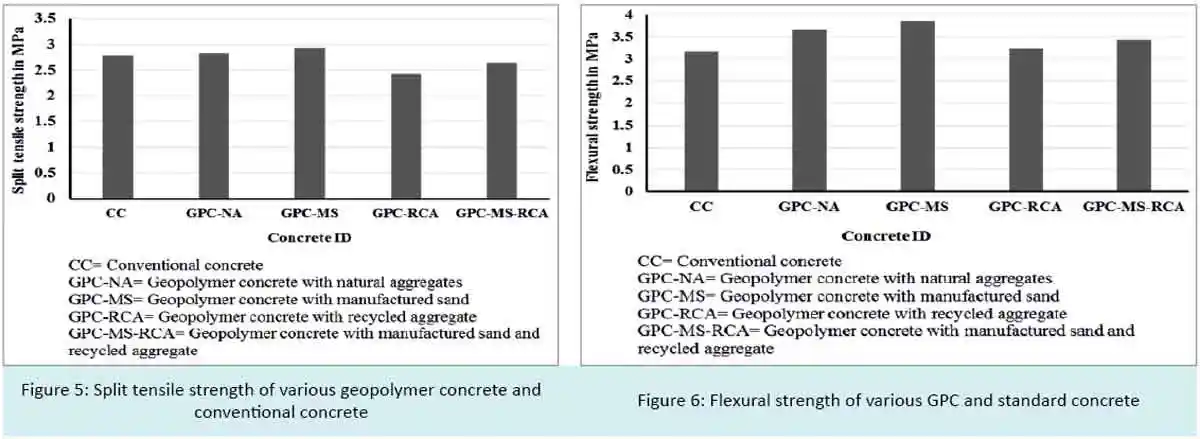
The split tensile strength of the concrete cylinders are shown in Fig 5. It can be seen that the split tensile strength is marginally higher for all geopolymer concrete cylinder compared to the conventional concrete except in the case of geopolymer concrete with recycled aggregate and geopolymer concrete with M-sand and recycled aggregate.
The flexural strength of the concretes are shown in Fig.6. It can be seen that the flexural strength of geopolymer concrete was marginally higher compared to conventional concrete.
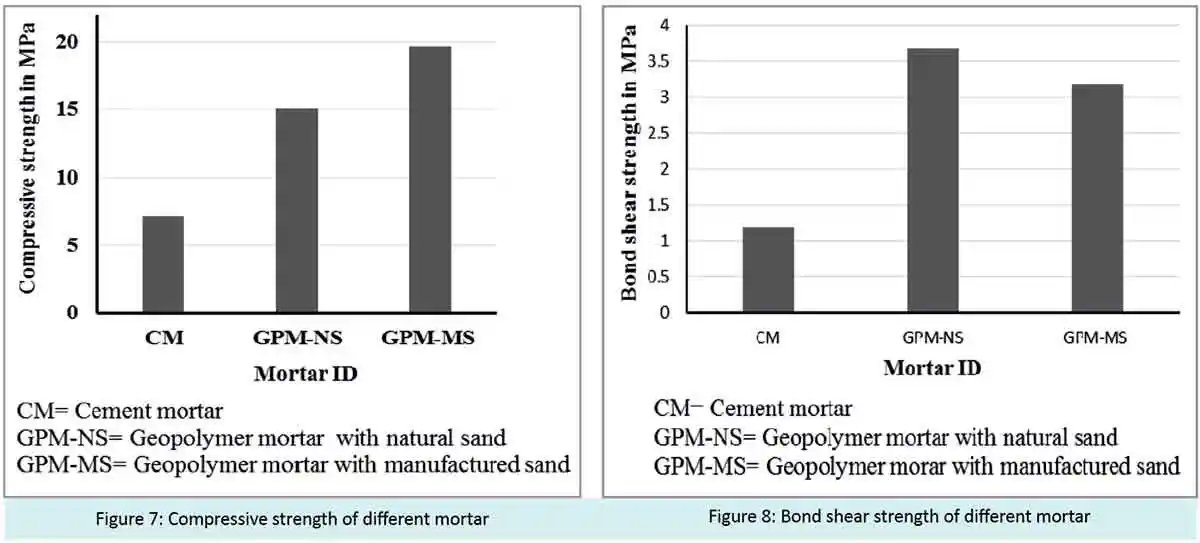
Mortar
Geopolymer mortar was tested for flow, compressive strength and shear bond strength in masonry. It was found that for a flow of 100%, the w/c was 1.2, 1.25 & 1.4 for plain cement mortar, geopolymer mortar with natural sand and geopolymer mortar with manufactured sand respectively. The results of the tests are shown in Table 3.
| Table 3. Flow values of mortar | |||
| Cement mortar (mm) | Geopolymer mortar with natural sand (mm) | Geopolymer mortar with M-sand (mm) | |
| Flow values | 169 | 166 | 164 |
Figure 8 shows the bond shear strength of different mortar. The bond shear strength was found to be higher in geopolymer mortar with natural sand and manufactured sand compared to plain cement mortar.
Hence, this mortar can be recommended for masonry mortar in structural masonry.
Concluding remarks
Based on the limited study, the following conclusions can be made.
- Structural concrete can be prepared by replacing all the ingredients by recycled/ waste material including the water.
- The mechanical properties of geopolymer concrete were higher than concrete conventional concrete.
- It is possible to prepare geopolymer mortar which can be used as masonry mortar and plastering as it exhibits excellent relevant properties.
- Plunge W.H. (2001) Vision 2030: A vision for the U.S. Concrete Industry. Concrete International, Vol. 23, No. 23, Pages 25-34-1.0
- Mehta P. Kumar. (2007) Cements and Concrete Mixtures for Sustainability. Procedings of Structural Engineering World Congress 2007, Bangalore, India.
- McCaffrey R. (2002) Climate Change and Cement Industry. Global Cement and Lime Magazine, (Environmental Special Issue), Pages 15-19
- Malhotra V.M. (1999) Making concrete ‘greener’ with fly ash. ACI Concrete International, Vol. 21, Pages 61-66.
- Gajanan M. Sabnis, Kenneth Derucher and Kristin Cooper Carter. (2009) Concrete Construction and Sustainability. ICI Journal, October-Decembe 2009, Pages 9-15.
- Davidovits J. (1994) Properties of Geopolymer Cements. First International Conference on Alkaline Cements and Concretes. Kiew state Technical University, Ukraine.
- Davidovits J. (1999) Chemistry of Geopolymeric Systems, Terminology. Geopolymer International Conference, France.
- Radhakrishna, “Analysis And Assessment of Compressive Strength In FaL-G Composites”, The Journal of Solid Waste Technology and Management, Volume 36, No.2, May 2010, pp 110-127.
- Fathifazl, G., Abbas, A., Razaqpur, A.G., Isgor, O.B., Fournier, B., Foo, S.: New mixture proportioning method for concrete made with coarse recycled concrete aggregate. ASCE-J. Mater. Civ. Eng. 21(10), 601–611 (2009)
- Fathifazl, G., Razaqpur, A.G., Isgor, O.B., Abbas, A., Fournier, B., Foo, S.: Creep and drying shrinkage characteristics of concrete produced with coarse recycled concrete aggregate (RCA). Cem. Concr. Compos. 33(10), 1026–1037 (2011)
- Li PX, S.: Research on serviceable properties of reinforced recycled concrete beams. (only available in Chinese). J. Build. Struct. S1(Supplementary Issue), 27–31 (2008).
- Guo, Z.H., Shi, X.D.: Reinforced Concrete Theory and Analysis. Tsinghua University Publishing Press, Beijing (only available in Chinese) (2003)
Published on:
14 April 2021
Share:
We Value Your Comment












