
Characteristic Analysis of Flyash and Micro Silica with Reference to Structural and Corrosion Aspects
A.S.S.Sekar, Asst. Prof. in Civil Engg., Alagappa Chettiar College of Engg. & Tech., Karaikudi
V.Sarasvathy, Scientist, Central Electrochemical Research Institute, Karaikudi
Flyash is one of the promising pozzolanic materials that can be blended with Portland cement for the production of durable concrete and at the same time it is a value added product. Addition of flyash to Portland cement not only improves the strength of concrete, but also forms a calcium silicate hydrate (CSH) gel around the cement particles which is highly dense and less porous. This may increase the strength of concrete against cracking. The use of Flyash to replace a portion of Cement has resulted in significant savings in the cost of Cement production. Micro silica is another supplementary cementations material to increase the strength. The strength of the concrete alone is not sufficient, the degree of harshness of the environmental conditions to which concrete is exposed over its entire life is equally important. Therefore, both strength and durability have to be considered at the design stage. So far a systematic and detailed investigation on the corrosion performance of flyash blended concrete and micro silica concrete is very scarce. In the present investigation, a realistic approach has been made using different techniques. Corrosion performance was evaluated using rapid chloride ion permeation test and impressed voltage test and potential-time studies and the results were discussed.
Micro silica is the by-product in the production of silicon metal or Ferro-silicon alloys in the arc furnace. When quarts are subjected to 2000oC reduction takes place and SiO vapours get into fuels. In the course of exit, oxidation takes place and the product is condensed in low temperature zones. When the silica is condensed, it attains non-crystalline state with ultra fine particle size.The super fine particles are collected through the filters. Like any other construction material, flyash has to confirm to certain quality requirements, which will vary, depending upon its use. Since the quality of flyash varies considerably from plant to plant depending upon the chemical composition of the coal used, so it is imperative that the quality of flyash should be tested before its use. The Bureau of Indian Standards (BIS) has published IS 3812-1981, “specifications for flyash for its use as pozzolana and admixture. Use of flyash in roofing construction is due to its pozzolanic properties,which enable it to react with lime to form cementitious compounds.
High-strength concrete has been widely used. Achieving adequate levels of durability in order to improve the performance and reduce the life cycle costs of concrete structures continues to be a serious problem for engineers. Benefits, in terms of high-strength concrete durability, of using additional binder materials are well established and the use of flyash (FA) is now considered commonplace [1-4]. FA, a by-product of thermal power stations, is a most available supplementary cementing material worldwide, which indicates that there is a potential for the use of much larger amounts of FA in concrete. Unfortunately, due to the slow rate of hydration of FA, the concrete with high-volume FA has lower strength and lower durability performance than control Portland cement concrete (PCC) at earlyages [5-8]. This limits the wide use of high-volume FA concrete by engineers. Some attempts were made to increase the early-age properties of the high-volume FA concrete by incorporating some activators and early-strength agents or small percentage (3% and 8.5%)of silica fume in the system [9-12]. However, activators and early strength agents are generally alkaline substances, which maylead to alkali-silica reaction [9]. At the same time, studies have shown that the use of silica fume did not significantly affect the early-age properties of the high-volume FA high-strength concrete (HFAC) [10,11]. In this paper, an effort is made to investigate the influence of combination of FA and ground granulated blast-furnace slag(GGBS) on the strengthdevelopment of concrete. The results of a study by Shannag [13]suggest that certain natural pozzolan-SF combinations canimprove the compressive and splitting tensile strengths,workability, and elastic modulus of concretes, more than naturalpozzolan or SF alone.
The incorporation of a combination of finely ground FA and S with PC was reported to produce higher compressive strengths at all ages than their binary blends [14]. Similarly, according to Li and Zhao, blending FA and S presents an excellent behavior in both short-and long-term compressive strengthsand in resistance to H2SO4 attack; and improves the microstructure and hydration rate [15]. Jianyong and Pei concluded that blending S and SF synergizes the advantages of these two admixtures so that the compressive strength, split tensile strength and rupture strength are improved while the fresh concrete mixture keeps a good workability[16]. The ternary blends of PC, SF and FA or S were also studied and it was found that these blends can increase the ASR resistance [17] and chloride resistance [18] of concrete.
This study investigates the compressive strengths of concretes containing (a) PC only, (b) PC + MS and (c) PC + FA binary binders. The binder content in the concrete mixtures was also varied. The main objective of this research is to determine the effects of using a binary binder to produce high strength concretes by using different amounts of the most widely known additions of flyash and micro silica as binary binders.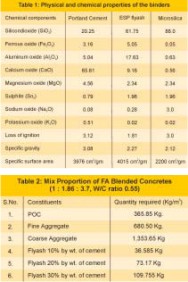 Compressive strength test was carried out in concrete cubes of size 100 × 100 × 100 mm using M20 mix with W/C ratio of 0.55. Specimens with ordinary Portland cement concrete (control) and OPC replaced by flyash (FA) at 10%, 20%, and 30% replacement levels were cast. During moulding, thecubes were mechanically vibrated. After 24 h, the specimens were removed from the mould and subjected to water curing for 7, 14, 28 and 90days. After a specified period of curing, the specimenswere tested for compressive strength using AIMIL compression testing machine of 2000 kN capacity at a rate of loading of 140 kN/min. The tests were carried out on triplicate specimens and the average compressive strength values were recorded.
Compressive strength test was carried out in concrete cubes of size 100 × 100 × 100 mm using M20 mix with W/C ratio of 0.55. Specimens with ordinary Portland cement concrete (control) and OPC replaced by flyash (FA) at 10%, 20%, and 30% replacement levels were cast. During moulding, thecubes were mechanically vibrated. After 24 h, the specimens were removed from the mould and subjected to water curing for 7, 14, 28 and 90days. After a specified period of curing, the specimenswere tested for compressive strength using AIMIL compression testing machine of 2000 kN capacity at a rate of loading of 140 kN/min. The tests were carried out on triplicate specimens and the average compressive strength values were recorded.
Water absorption = (W2-W1) / W2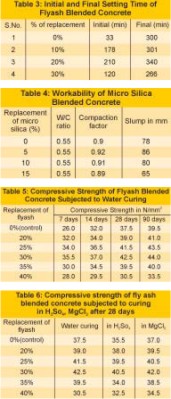
Table 3 shows the initial and final setting time of fly ash replaced concrete. From the table, it is found that the flyash does not affect the initial and final setting time. Table 4 slump and compaction factor of micro silica replaced concrete at various replacement levels. From the table it is found that the replacement of micro silica does not affect the workability of the concrete.
Table 6 indicates the compressive strength of flyash blended concrete immersed in H2So4, MgCl2 after 28days. From this table also it is found that up to 40% replacement there is no change/reduction in compressive strength observed when compared to control concrete.
From Table 7, it is observed that the micro silica replaced concretes showed increase in compressive strength at all percentage of replacement levels at all curing periods. The increase in strength may be due to the dense calcium silicate hydrate (CSH) gel formation.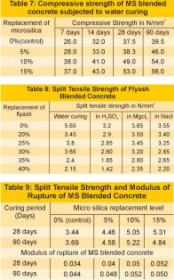 The split tensile strength of fly ash blended concrete up to 40% replacement levels after 7,14, 28 days curing are shown in Table 8. It can be observed from the table that up to 30% replacement of fly ash the split tensile strength has not been affected. Beyond 30% replacement level, a slight decrease in split tensile strength is observed.
The split tensile strength of fly ash blended concrete up to 40% replacement levels after 7,14, 28 days curing are shown in Table 8. It can be observed from the table that up to 30% replacement of fly ash the split tensile strength has not been affected. Beyond 30% replacement level, a slight decrease in split tensile strength is observed.
Table 9 shows split tensile strength and the modulus of rupture of MS blended concrete. It is observed from the tables that, the modulus of rupture and split tensile strength was found to increase with curing period and also replacement level.
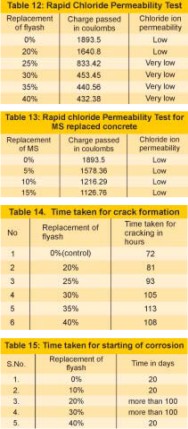
It can be seen that from Table 11 the MS replaced concretes have shown less water absorption values when compared to control and flyash replaced concrete at all replacement levels.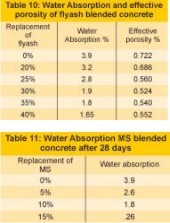 Table 14 shows the impressed voltage test results of OPC and various percentage of flyash replaced concrete after 28 days curing. In ordinary Portlandcement concrete, the specimen was cracked even after 72 h of exposure in 5% NaCl solution. The time taken for crack in fly ash blended concrete was found to be more when compared to the control concrete. This indicates that the replacement of fly ash refined the pores and thereby the permeability gets reduced. In MS blended concrete time taken for cracking is similar to control concrete.
Table 14 shows the impressed voltage test results of OPC and various percentage of flyash replaced concrete after 28 days curing. In ordinary Portlandcement concrete, the specimen was cracked even after 72 h of exposure in 5% NaCl solution. The time taken for crack in fly ash blended concrete was found to be more when compared to the control concrete. This indicates that the replacement of fly ash refined the pores and thereby the permeability gets reduced. In MS blended concrete time taken for cracking is similar to control concrete.
V.Sarasvathy, Scientist, Central Electrochemical Research Institute, Karaikudi
Flyash is one of the promising pozzolanic materials that can be blended with Portland cement for the production of durable concrete and at the same time it is a value added product. Addition of flyash to Portland cement not only improves the strength of concrete, but also forms a calcium silicate hydrate (CSH) gel around the cement particles which is highly dense and less porous. This may increase the strength of concrete against cracking. The use of Flyash to replace a portion of Cement has resulted in significant savings in the cost of Cement production. Micro silica is another supplementary cementations material to increase the strength. The strength of the concrete alone is not sufficient, the degree of harshness of the environmental conditions to which concrete is exposed over its entire life is equally important. Therefore, both strength and durability have to be considered at the design stage. So far a systematic and detailed investigation on the corrosion performance of flyash blended concrete and micro silica concrete is very scarce. In the present investigation, a realistic approach has been made using different techniques. Corrosion performance was evaluated using rapid chloride ion permeation test and impressed voltage test and potential-time studies and the results were discussed.
Introduction
The use of pozzolanic materials has gained significant in the wake of the substantial emphasis on the conversion of industrial waste into potential building materials with a waste to wealth are refuse to resource approach. This has been demanded by the consideration of ecological, economic and environmental sustainability in addition to the pursuit for excelling in high performance concrete with strength as well as durability. Flyash and micro silica are the pozzolanic material. Flyash is generated from thermal power plant operations. Coal is segregated of its impurities and clayish lumps, and ground to a fineness of about 75 micron (70% passed). This coal powder is injected into combustion chamber where the coal particles burn instantaneously within a leastresidential time. The coal particles get converted into ash particles that tend to fly out along with flue gases, living up to its name as flyash.Micro silica is the by-product in the production of silicon metal or Ferro-silicon alloys in the arc furnace. When quarts are subjected to 2000oC reduction takes place and SiO vapours get into fuels. In the course of exit, oxidation takes place and the product is condensed in low temperature zones. When the silica is condensed, it attains non-crystalline state with ultra fine particle size.The super fine particles are collected through the filters. Like any other construction material, flyash has to confirm to certain quality requirements, which will vary, depending upon its use. Since the quality of flyash varies considerably from plant to plant depending upon the chemical composition of the coal used, so it is imperative that the quality of flyash should be tested before its use. The Bureau of Indian Standards (BIS) has published IS 3812-1981, “specifications for flyash for its use as pozzolana and admixture. Use of flyash in roofing construction is due to its pozzolanic properties,which enable it to react with lime to form cementitious compounds.
High-strength concrete has been widely used. Achieving adequate levels of durability in order to improve the performance and reduce the life cycle costs of concrete structures continues to be a serious problem for engineers. Benefits, in terms of high-strength concrete durability, of using additional binder materials are well established and the use of flyash (FA) is now considered commonplace [1-4]. FA, a by-product of thermal power stations, is a most available supplementary cementing material worldwide, which indicates that there is a potential for the use of much larger amounts of FA in concrete. Unfortunately, due to the slow rate of hydration of FA, the concrete with high-volume FA has lower strength and lower durability performance than control Portland cement concrete (PCC) at earlyages [5-8]. This limits the wide use of high-volume FA concrete by engineers. Some attempts were made to increase the early-age properties of the high-volume FA concrete by incorporating some activators and early-strength agents or small percentage (3% and 8.5%)of silica fume in the system [9-12]. However, activators and early strength agents are generally alkaline substances, which maylead to alkali-silica reaction [9]. At the same time, studies have shown that the use of silica fume did not significantly affect the early-age properties of the high-volume FA high-strength concrete (HFAC) [10,11]. In this paper, an effort is made to investigate the influence of combination of FA and ground granulated blast-furnace slag(GGBS) on the strengthdevelopment of concrete. The results of a study by Shannag [13]suggest that certain natural pozzolan-SF combinations canimprove the compressive and splitting tensile strengths,workability, and elastic modulus of concretes, more than naturalpozzolan or SF alone.
The incorporation of a combination of finely ground FA and S with PC was reported to produce higher compressive strengths at all ages than their binary blends [14]. Similarly, according to Li and Zhao, blending FA and S presents an excellent behavior in both short-and long-term compressive strengthsand in resistance to H2SO4 attack; and improves the microstructure and hydration rate [15]. Jianyong and Pei concluded that blending S and SF synergizes the advantages of these two admixtures so that the compressive strength, split tensile strength and rupture strength are improved while the fresh concrete mixture keeps a good workability[16]. The ternary blends of PC, SF and FA or S were also studied and it was found that these blends can increase the ASR resistance [17] and chloride resistance [18] of concrete.
This study investigates the compressive strengths of concretes containing (a) PC only, (b) PC + MS and (c) PC + FA binary binders. The binder content in the concrete mixtures was also varied. The main objective of this research is to determine the effects of using a binary binder to produce high strength concretes by using different amounts of the most widely known additions of flyash and micro silica as binary binders.
Materials and Experimental Program
Portland cement used in this study was 43 grade ordinary Portland cement conforming to I.S:81129 [19] equivalent to ASTM – Type-I cement),microsilica obtained from FOSROC chemical India Ltd., Bangalore, ESP flyash collected from Neyveli Lignite Corporation, Neyveli was used for this investigation. Well graded river sand and good quality crushed bluegranite were used as fine and coarse aggregates respectively. Potable water was used for casting the concrete.Initial & final setting time
The test is carried out in Vicat apparatus and is based on IS: 5513–1969. The time interval between the addition of water to the cement and the time at which the needle fails to pierce the test block by 5 mm is taken as initial setting time. The cement is considered as finally set when upon applying the needle gently to the surface of the test block, the needle makes an impression there, while the attachment fails to do so.Compressive strength
Split Tensile Test
Split tensile tests were carried out as per ASTM C496-90. Concrete cylinders of size 150 mm diameter and 300 mm height were cast using M20 mix with W/C ratio of 0.55.Specimens with OPC and OPC replaced by FA at 10%, 20%, and 30% replacement levels were cast. During moulding, the cylinders were mechanically vibrated using a table vibrator. After 24 h, the specimens were removed from the mould and subjected to water curing for 7, 14 and 28 and 90 days. After the specified curing period was over, the concrete cylinders were subjected to split tensile test by using universal testing machine. Tests were carried out on triplicate specimens and average split tensile strength values were recorded.Water absorption
Water absorption test was carried out as per ASTM C642-97. For determination of effective porosity and coefficient of water absorption, discs of size 83 mm diameter and 50 mm thick were cast with and without FA at 10%, 20% and 30% replacement levels and cured for 28 days in distilled water. After the curing period was over the specimens were dried in an oven at 105 °C ± 5 °C for 48 h in order to evaporate the moisture content present in the concrete. The dry weight of the specimen is taken as W1gm. Then the specimens were immersed in water for 72 hours and the weight of the specimen is taken as W2gm. From the weight taken the water absorption is calculated from the formula:Water absorption = (W2-W1) / W2
Rapid chloride ion penetration test (RCPT)
This test was conducted as per ASTM C1202-94. Concrete disc of size 85 mm diameter and 50 mm thickness with and without FA and MS were cast and allowed to cure for 28 days. After 28 days of curing the concrete specimens were subjected to RCPT test by impressing 60V. Two halves of the specimens are sealed with PVC container of diameter 90 mm. One side of the container is filled with 3% NaCl solution (that side of the cell will be connected to the negative terminal of the power supply), the other side is filled with 0.3 N NaOH solution (which will be connected to the positive terminal of the power supply). Current is measured at every 30 minutes up to 6 hr. Chloride contamination and temperature at every 30 min was also monitored. From the results using current and time, chloride permeability is calculated in terms of Coulombs at the end of 6 hr.Impressed voltage test
Cylindrical concrete specimens of size 50 mm diameter and 100 mm height were cast using 1:1.50:3.0 mix ratio (W/C = 0.53) with centrally embedded rebar of 12 mm diameter and 100 mm height, containing ordinary Portland cement (control) and OPC replaced by FA and MS. During casting, the moulds were mechanically vibrated. After 24 hr, the cylindrical specimens were demoulded and subjected to water curing for 28 days. After curing, the specimens were subjected to impressed voltage test. In this technique, the concrete specimens were immersed in 5% NaCl solution and embedded steel in concrete is made anode with respect to an external stainless steel electrode serving as cathode by applying a constant positive potential of 12 V to the system from a DC source. The variation of current is recorded with time. For each specimen, the time taken for initial crack and the corresponding maximum anodic current flow was recorded. Triplicate specimens were used for this technique.Potential-time studies:
Cylindrical reinforced mortar (1:3, W/C 0.45) specimens 50 mm diameter and 50 mm high were cast in triplicate with OPC (Control) and OPC replaced by flyash and micro silica at different levels. All the triplicate specimens were cured in distilled water for 28 days. After 28 days the specimens were taken out, dried and immersed in 3% NaCl solutions for open circuit potential measurements. The potential of the embedded steel rebar was measured against a saturated calomel electrode using a high impedance voltmeter. The concrete specimens were subjected to alternate wetting (15 days) and drying (15 days) in 3% NaCl solution in order to accelerate corrosion. The potential readings were measured regularly. The measurements were carried out as per ASTM C876–1995.The solution was changed once in two weeks, in order to induce accelerated corrosion.Results and Discussion
Initial and final setting time
Table 3 shows the initial and final setting time of fly ash replaced concrete. From the table, it is found that the flyash does not affect the initial and final setting time. Table 4 slump and compaction factor of micro silica replaced concrete at various replacement levels. From the table it is found that the replacement of micro silica does not affect the workability of the concrete.
Compressive strength
Table 5 shows the compressive strength of flyash replaced concrete after 7, 14, 28 and 90 days of curing. From the table, it is found that the compressive strength increases with blending percentage and with age. This value is pronounced for all replacement levels. After 28 days of curing also all the rice husk ash replaced concretes are showing a higher compressive strength than the control concrete. After 90 days of curing, conventional and 35% fly ash replaced concretes have showed equal compressive strength. Flyash blended concretes showed higher compressive strength than control concretes in replacement levels. Up to 35% replacement level of flyash, there is no decrease in compressive strength observed when compared to conventional OPC concrete. Nehdi et al. [20] also found the same observation in compressive strength increase.Table 6 indicates the compressive strength of flyash blended concrete immersed in H2So4, MgCl2 after 28days. From this table also it is found that up to 40% replacement there is no change/reduction in compressive strength observed when compared to control concrete.
From Table 7, it is observed that the micro silica replaced concretes showed increase in compressive strength at all percentage of replacement levels at all curing periods. The increase in strength may be due to the dense calcium silicate hydrate (CSH) gel formation.
Split tensile strength
Table 9 shows split tensile strength and the modulus of rupture of MS blended concrete. It is observed from the tables that, the modulus of rupture and split tensile strength was found to increase with curing period and also replacement level.
Water absorption
Table 10 indicates the coefficient of water absorption of OPC and different percentages of flyash replaced concrete after 28 days curing. From the table, it is observed that, the coefficient of water absorption and effective porosity of flyash replaced concrete at all replacement levels is found to be less when compared to control concrete.It can be seen that from Table 11 the MS replaced concretes have shown less water absorption values when compared to control and flyash replaced concrete at all replacement levels.
Rapid chloride ion penetration test
Table 12, and 13 shows the rapid chloride permeation test results of flyash, MS replaced concrete after 28 days curing. From the table, it is found that as the replacement level increases the charge passed decreases. Replacement of flyash and micro silica drastically reduced the Coulomb values. As the replacement level increases, the chloride penetration decreases. As per ASTM C1202, FA reduced the rapid chloride penetrability of concrete from a low to very low ratings from higher to lower replacement levels. The same trend was reported by Nehdi e.t al. [20] in RHA replaced concrete.Impressed voltage test
Potential-time studies
The embedded steel potentials measured periodically for differentre placement level, on both flyash blended concrete and micro silica blended concrete. From the observation in control Concrete corrosion is started at 20th day in 10% flyash replacement concrete also. Corrosion is started at 20th day. 20% & 30% replacement concrete are not found to be corroded up to 100 days. Again in 40% replacement concrete, corrosion is started after 20 days. In all micro silica blended concrete, corrosion is started at 20th day itself. It is observed that micro silica is not giving resistance to corrosion and improving strength only.Conclusion
- The compressive strength of the concrete was not affected by incorporating flyash (upto 40%) and micro silica (up to 15%).
- In H2SO4 solution at 30% replacement level the compressive strength of flyash blended concrete is 15% greater than the control concrete.
- The compressive strength at aggressive media in Mgcl2 at 30% replacement level shows about 13% improvement while comparing with thecontrol concrete.
- The flyash affects the split tensile strength.
- The percentage of water absorption is minimum; and 30% replacement concrete performance is good.
- From the rapid chloride penetration test, the charge passed in coulombs is very low at 30% replacement level.
- The time taken for cracking of the specimen is 1.5 times higher than the control concrete at 35% replacement of flyash in NaCl solution.
- The corrosion resistance is increased upto 30% flyash replacement and Micro silica does not show any resistance against corrosion.
References
- M.M. Alasali and V.M. Malhotra, Role of structural concrete incorporating high volumes of fly ash in controlling expansion due to alkali-aggregate reaction. ACI Mater. J. 88 (1991), pp. 159–163.
- Sivasundaram V, Malhotra VM. Performance of high-volume of fly ash concrete and slag concrete in a sulfate environment. MSL Division Report MSL 93-29(OP&J) Draft, Energy, Mines, and Resources Canada, Ottawa, 1993, p. 25.
- Bilodeau, V. Sivasundaram, K.E. Painter and V.M. Malhotra , Durability of concrete incorporating high volumes of flyash from sources in US. ACI Mater. J. 91 (1994), pp. 3–12.
- R.N. Swamy and H.H. Hung, Engineering properties of high volume flyash concrete. ACI SP-178 vol. 1 (1998) pp. 331–359.
- V.Saraswathy, S.Murali– dharan, K.Thangavel and S.Srinivasan, Influence of activated flyash on corrosion resistance and strength of concrete, Cem. Concr. Comp. 25, 7 (2003), pp. 673-680
- V.M. Malhotra, M.H. Zhang, P.H. Read and J. Ryell, Long-term mechanical properties and durabilitycharacteristics of highstrength/ high-performance concrete incorporating supplementary cementing materials under outdoor exposure conditions. ACI Mater. J. 97 (2000), pp. 518–525.
- W.S.Langley, G.G.Carette and V.M.Malhotra, Strength development and temperature rise in large concrete blocks containing high volumes of lowcalcium (ASTM class F) flyash. ACI Mater. J. 89 (1992), pp. 362–368.
- R.N.Swamy, A.R.S. Ali and D.D. Theodorakopoulos, Early strength flyash concrete for structural applic– ations. ACI J. (1983), pp. 414–423.
- W.Aiqin, Zh.Chengzhi, T.Mingshu and Zh.Ninsheng, ASR in mortar bars containing silica glass in combination with high alkali and high flyash contents. Cem. Concr. Compos. 21 (1999), pp. 375–382.
- G.M. Giaccia and V.M. Malhotra, Concrete incorporating high volumes of ASTM class F flyash. ASTM Cem. Concr. Aggregates 10 (1988), pp. 88– 95.
- V. Sivasundaram, A. Bilodeau and V.M. Malhotra, Effect of curing conditions on high-volume flyash concrete made with ASTM Type I and III cement and silica fume. Advances in concrete technology. In: V.M. Malhotra, Editor, Proceedings of Second CANMENT/ACI International Symposium, SP-154, American Concrete Institute, Farmington Hills (1995), pp. 509–530.
- R.N.Swamy and A.A.Darwish, Engineering properties of concretes with combinations of cementitious materials. ACI SP-178 vol. 2 (1998) pp. 661–684.
- M.J.Shannag, High strength concrete containing natural pozzolan and silica fume, Cem Concr Comp 22 (2000) (6), pp. 399–406.
- K.Tan and X.Pu, Strengthening effects of finely ground flyash, granulated blast furnace slag, and their combination, Cem Concr Res 28 (1998) (12), pp. 1819–1825.
- G. Li and X. Zhao, Properties of concrete incorporating flyash and ground granulated blast-furnace slag, Cem Concr Comp 25 (2003) (3), pp. 293–299.
- L. Jianyong and T. Pei, Effect of slag and silica fume on mechanical properties of high strength concrete, Cem Concr Res 27 (1997) (6), pp. 833–837.
- D.S.Lane and C.Ozyildirim, Preventive measures for alkali-silica reactions (binary and ternary systems), Cem Concr Res 29 (1999) (8), pp. 1281– 1288.
- M.R. Jones, R.K. Dhir and B.J. Magee, Concrete containing ternary blended binders: resistance to chloride ingress and carbonation, Cem Concr Res 27 (1997) (6), pp. 825–831.
- IS 8112, Specification for 43 grade Ordinary Portland Cement, BIS Standards, New Delhi; 1989.
- J. Ambroise, S. Maximilien and J. Pera, Properties of metakaolin blended cements, Adv Cement Based Mater 1 (1994), pp. 161–168.2
Published on:
11 November 2008
Published in: NBM&CW August 2008
Share:
We Value Your Comment












