
Challenges Facing the Concrete Industry

A technical challenge is developing a practical, robust, reliable and cost-effective method of specifying durability by performance. There are still unanswered questions that require further research. These include the development of test methods, the relationship between performance in the test and performance in structures, and the impact of normal variations in production on the results of standard tests. There are issues that are known about and solutions are available, but they still blight the Concrete Industry. These are the uncontrolled addition of water on site and the failure to achieve the specified minimum cover in the structure.
Introduction
 TA Harrison, Independent Consultant and Visiting Industrial Professor, University of Dundee
TA Harrison, Independent Consultant and Visiting Industrial Professor, University of DundeeAs cement has several uses, converting this figure to cubic metres of concrete is not precise. Assuming 75% of cement is used in concrete and the cement content of concrete is typically 300 kg/m3, this gives a world volume of concrete as 11.5 billion cubic metres in 2016. On this basis, concrete would use about 72 billion metric tons of aggregates. The sustainability of concrete construction is the first challenge facing the industry. Concrete solutions are often the most sustainable and have the potential for a very long service life, but because concrete is used in vast quantities, its use does have a global impact.
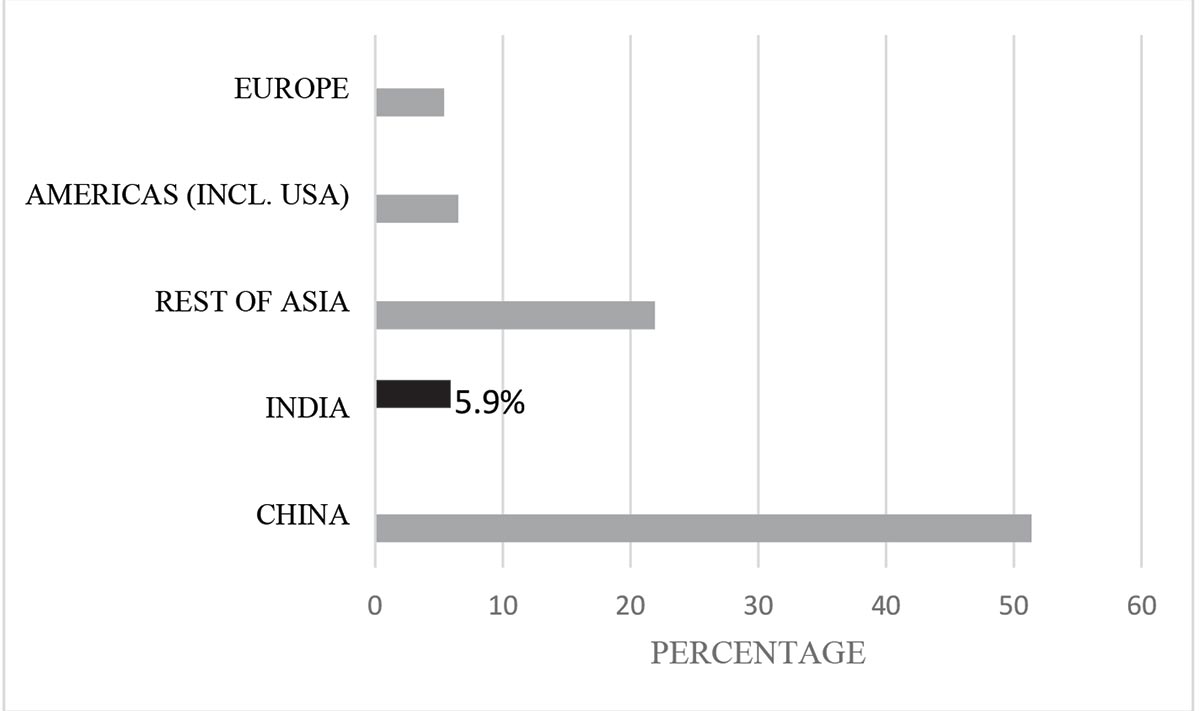 Figure 1: Production of cement in 2016
Figure 1: Production of cement in 2016With the increasing number of cement types, additions and different aggregates, the use of maximum w/c ratio and minimum cement content as the main means of achieving acceptable durability becomes questionable and specifiers are seeking to specify durability by performance. How to provide a technically sound, cost-effective system for specifying durability by performance is another challenge facing the concrete sector.
This paper will address two challenges that are not new, nor do they need new technical research, but they are issues that continue to blight the concrete sector. These are:
o the addition of water on site; and,
o lack of achievement of the specified minimum cover
The Challenges with Respect to Sustainability
For convenience, the challenges have been split into correcting the perception of concrete as a sustainable material and improving the reality.
Correcting the Perception
Sustainability has three pillars (Figure 2) but often the focus is placed only on the environmental pillar and then on the global warming potential (GWP). Global warming potential is a relative measure of how much heat a greenhouse gas traps in the atmosphere. It compares the amount of heat trapped by a certain mass of the gas in question to the amount of heat trapped by a similar mass of carbon dioxide. It is expressed in units of kg CO2 equiv.
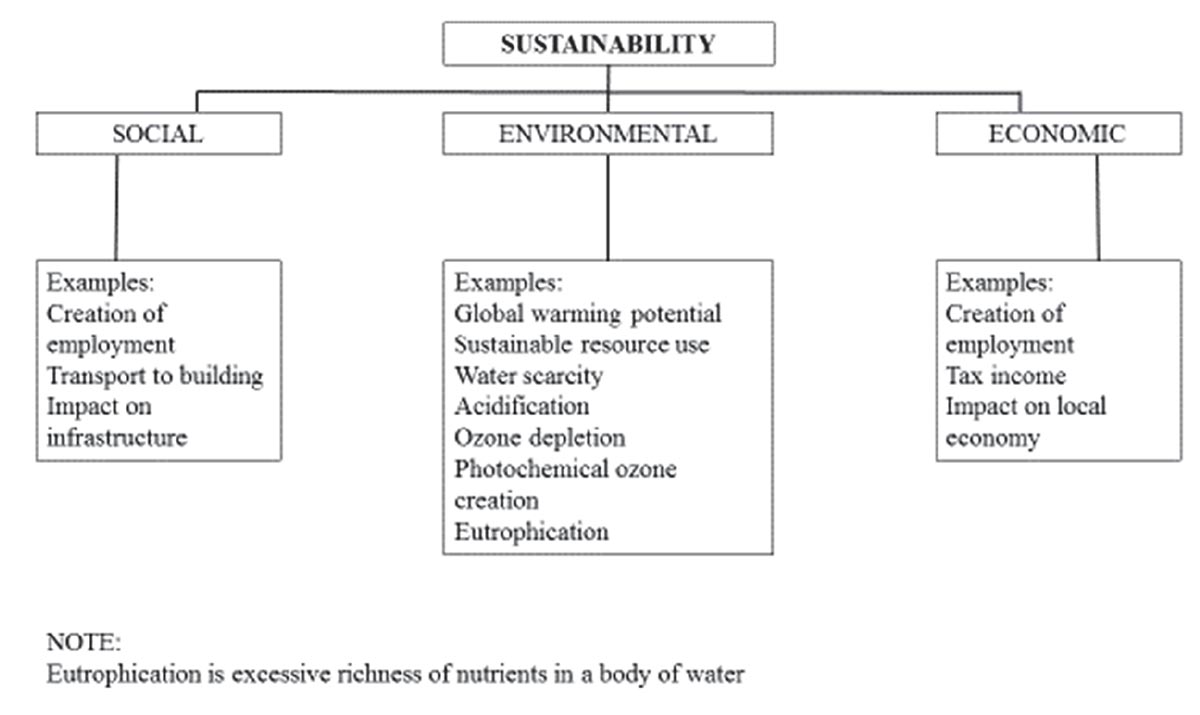 Figure 2: The pillars of sustainability
Figure 2: The pillars of sustainabilityThe production of cement in 2016 accounted for about 4% of emissions from fossil fuels [2] and while this figure is large, it is due more to the quantity of concrete produced and not the impact per functional unit. While GWP is an important aspect of sustainability, there are other equally important aspects. Sustainable resource use and the social and economic benefits of using a local material are equally important factors and often not taken into account.
The sustainability experts working within the European Standardization Committee (CEN) have agreed that sustainability assessment should be undertaken at the building level and not at the level of the constituents and that it should include all three pillars of sustainability. The Concrete Industry should support this approach and the procedures given in CEN standards such as EN 15643 [3], EN 15798 [4], EN 16309 [5] and EN 16627 [6]. The information to make building level assessments for the environmental pillar of sustainability is provided by environmental product declarations in accordance with EN 15804 [7]. The social and economic aspects of sustainability are only assessed at the building level, but some technical information is provided in EN 15804 [7].
Nevertheless, there remains a significant challenge on how to use and apply all these different indicators. The European Commission is pressing CEN to find a way to combine these indicators to make the information more user-friendly, but how do you combine 'chalk and cheese'? Given the complexity of assessing the numerous indicators, the tendency is to ignore more of them and focus only on GWP.
A solution would be to ask a large sample of users their view on the weighting of the different indicators, but any such survey might get skewed by views from commercial interests. One should expect a commercial interest to give a higher weighting to the aspects in which their product performs well with respect to competitors and a lower impact to those in which it does not perform well. With care such bias can be minimised.
With certain impacts, e.g. GWP, the impact will be the same regardless of where the structure is located, but other impacts depend on location, e.g. water use. The importance of water use will vary depending upon whether water is abundant or scarce. The social and economic aspects of sustainability will also be dependent on location. A solution would be to provide a range for such impacts and guidance on how to select at the local level the appropriate weighting.
It is in the interest of the Concrete Industry that a holistic view is taken of sustainability and, therefore, it should contribute to the development of a system where the different indicators can be combined to give a single combined and comparative rating.
Improving the Reality
There is significant scope for improving the environmental impact of using concrete solutions both at the concept design stage and in the material selection. Using the thermal mass of concrete to cool/heat buildings is a rapidly developing technology that is already being applied in practice [8, 9].
Using concrete as a means of storing energy shows exciting possibilities. When the temperature of one cubic metre of concrete is raised by 4K, it can store 2.67 kWh of heat. Figure 3 [9] shows a demonstration house in Austria using wind energy and a heat pump for its power supply and the concrete ceiling slab as its heat store. When the 250mm ceiling slab in this building was heated using its renewable energy sources to 26ºC, the room temperature stayed in the comfort range of 22ºC to 24ºC for 50 to 120 hours depending upon the outside temperature.
 Figure 3: Demonstration house in Austria using the ceiling for energy storage [9]
Figure 3: Demonstration house in Austria using the ceiling for energy storage [9]With the trend to move away from fossil fuels to renewable energy sources such as solar and wind, means of storing the energy generated for use overnight are needed and concrete has the potential to provide the most cost-effective solution. Turning this potential into reality is a challenge for the Concrete Industry.
Whether a thin section of high strength concrete is more sustainable than a thicker section of normal strength concrete is an open question, but once a system for determining a holistic view of sustainability is agreed, it should be possible to answer the question.
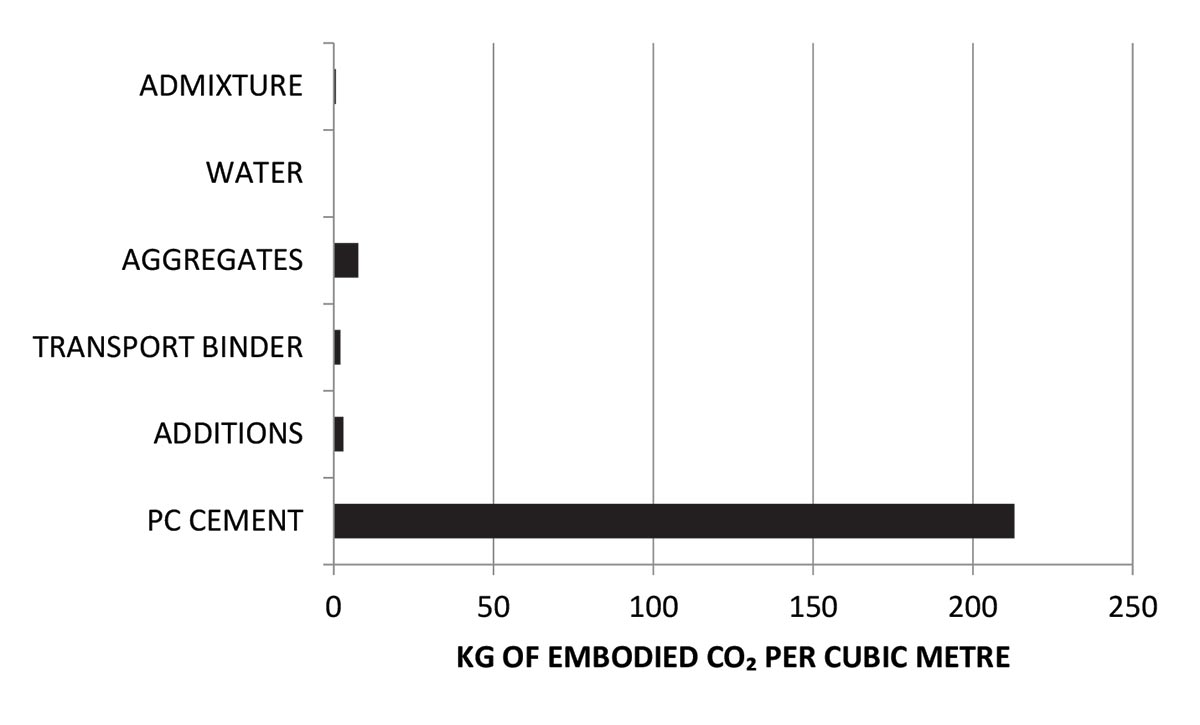
The main way in which the environmental impact of the material concrete can be improved is by reducing its embodied carbon dioxide. Harrison [10] using data from the Mineral Products Association showed that cement was the main contributor to the embodied carbon dioxide in concrete, Figure 4.
The revised Chapter 9 of the 'Chemistry of Cement' [11] identifies the following ways in which the embedded energy of cement may be reduced:
- use of waste-derived materials to replace fossil fuels;
- lowering the energy required in the production of Portland cement clinkers;
- highly reactive Portland cement clinkers so that less is needed to achieve the same concrete strength;
- belite cements;
- blended cements by diluting Portland cement clinker with other constituents;
- use of lower energy non-Portland cements.
Looking into the future the supply of fly ash is likely to reduce as power production will move away from fossil fuels and while existing stockpiles may provide an interim supply, a shortage of this resource is anticipated. Equally the supply of GGBS will never be able to meet the needs of the cement and concrete industries and so the current effort is to find alternatives or partial replacement of these materials.
Natural pozzolanas have been used for a long time but the supply is local, limited and unlikely to meet future demand. Limestone and calcined clays are seen as materials that have adequate reserves to be sustainable for cement production in the long term. The trend in cement production is to use increasing proportions of these other materials and lower proportions of Portland cement clinker, however; Portland cement CEMI gives concrete the best carbonation and freeze-thaw resistance based on equal w/c ratio and cement content and therefore a challenge is ensuring that concrete made the cements with low levels of Portland cement clinker give adequate performance where these aspects of durability are important.
The use of non-Portland binders has attracted a lot of attention. These binder types include:
calcium sulfoaluminate cements; alkali activated cementitious materials including geopolymer binders; and magnesium oxide-based cements.
Calcium sulfoaluminate cement has been widely used in China for over 35 years, but this is due in part to the availability of bauxite rather than by technical necessity. There are numerous types of alkali-activated cementitious materials and, so far, none have stood out as the front runner, furthermore their reliance on fly ash or GGBS means these materials face the same problems discussed above. Moreover, there are questions over the sustainability of the alkali sources being used. The production of magnesium oxide based cement has not yet reached a commercial stage but work continues to refine the manufacturing process but again the geological availability of the raw rock source is not widespread meaning long distance transportation will be a necessary part of any widespread use, compared to limestone or chalk quarries, which are also much easier to grind.
Another approach to achieving lower embedded energy in concrete is to use a lower cement/binder content per unit strength required. The use of superplasticizing admixtures to significantly reduce the water demand for a specified consistence is established practice. Nevertheless as the cement content is reduced, so is the 'fines' content of the concrete and this may result in concrete that does not have a 'closed' structure, i.e. there will insufficient paste to fill the voids between the aggregates, and consequently a reduction in its durability [12].
Sustainable use of resources is equally important as GWP. Too frequently the word 'sustainable' is ignored and resource use is measured in term of total mass of resources used. Such a system gives equal impact to a tonne of gold to a tonne of aggregate! EN 15804 [7] has 12 resource indicators, Table 1. Having so many indicators is impractical from a user's point of view and the University of Dundee developed a system where only two indicators are needed; one covering the sustainable use of resources and the other the use of water [13].
The University of Dundee system uses the residual life of a resource. This is the estimated world reserves of the resource divided by the current rate of use. While both sides of this equation are likely to change, it uses the best information currently available and the abiotic depletion potential used in EN 15804 is based upon the same approach, but presents the values in a way few people would understand what it is indicating.
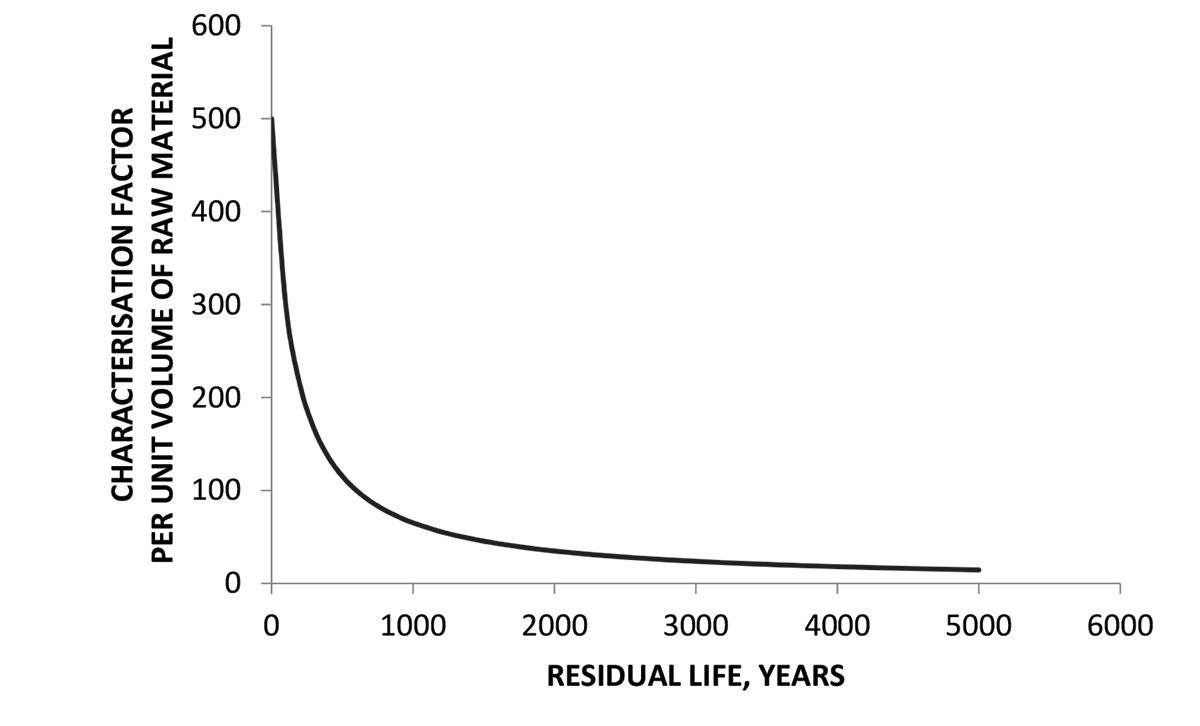 Figure 5: Characterisation factor per unit volume of resource
Figure 5: Characterisation factor per unit volume of resourceThe residual life is used to determine the characterisation factor for unit volume of the resource, Figure 5. The characterisation values are higher for resources that have a relatively short life and there is consensus that this should be the case. The volumes of resource per unit volume (one cubic metre in the case of concrete) and multiplied by their characterisation factors to give a Combined Resource Score for unit volume of the product.
| Table 1 Resource indicators given in EN 15804 | |
| INDICATOR | UNIT PER FUNCTIONAL OR DECLARED UNIT |
| Abiotic depletion potential (ADP-elements) for non fossil resources | kg Sb equiv |
| Abiotic depletion potential (ADP-fossil fuels) for fossil resources | MJ, net calorific value |
| Use of renewable primary energy excluding renewable primary energy resources used as raw materials | MJ, net calorific value |
| Use of renewable primary energy resources used as raw Materials | MJ, net calorific value |
| Total use of renewable primary energy resources (primary energy and primary energy resources used as raw materials) | MJ, net calorific value |
| Use of non-renewable primary energy, excluding non-renewable primary energy resources used as raw materials | MJ, net calorific value |
| Use of non-renewable primary energy resources used as raw materials | MJ, net calorific value |
| Total use of non-renewable primary energy resources (primary energy and primary energy resources used as raw materials) | MJ, net calorific value |
| Use of secondary material | MJ, net calorific value |
| Use of renewable secondary fuels | MJ, net calorific value |
| Use of non renewable secondary fuels | MJ, net calorific value |
| Use of net fresh water | m3 |
This method has a cut-off point at 5000 years and any resource with an estimated residual life in excess of 5000 years has the same characterisation factor as that for a resource with a residual life of 5000 years. This gives the lowest characterisation factor of 14.6, but as using waste has an additional benefit over primary resources of not going to landfill, the use of waste materials have been given a characterisation factor of 5.0. Since the fossil fuels used to process the waste have high characterisation factors, the benefits of using wastes in terms of sustainable resource use are small. As the characterisation factor of 5.0 for waste is a judgemental value, there is a case for reviewing the characterisation factor for waste, perhaps even giving it a negative value.
This system gives a reasonable and fair approach to all resources and makes understanding sustainable resource use a lot simpler. The challenge is to get such a system adopted in practice.
Specification of Durability by Performance
Perhaps the greatest technical challenge facing the concrete industry is to develop an effective system, both technically and economically, for the specification of durability by performance. The current system of specifying durability by indirect means (maximum w/c ratio and minimum cement content and, in some countries, compressive strength) is questionable when the same value of maximum w/c ratio is applied to numerous cement types. The best that can be hoped for is that all the permitted cements give an adequate performance, but if this is the case, some of these cements will be unnecessarily over-specified. The influence of aggregate type on durability has not been given sufficient attention and having enough fine material to give a closed structure is no more than a 'hope' through the specification of a minimum cement content.
Equally important, however, is that specifiers are justifiably concerned that with the ever-increasing range of constituents, will the performance they are expecting be achieved, and this can only be proven by testing the concrete in a more direct way.
Specifying durability by parameters that are of more direct interest to the designer, e.g. carbonation, chloride, freeze-thaw, and sulfate resistance, is such an obvious step one must ask why it has not yet been done. The reasons are many, some technical, some commercial, but in spite of these difficulties CEN has agreed that the way forward is to specify durability by performance and work is in progress to achieve this objective.
Exactly which system is to be developed is still under discussion but in the view of the author, a series of incremental steps are needed to develop confidence in such a system and resolve issues. The first obstacle is that all CEN Members have confidence in their present way of specifying durability and argue that their limiting values have already been proven and, therefore, do not need to be re-proven. In a few cases this confidence has been based on measurements taken from existing structures [14], but in most cases this confidence is based on testing new or unknown materials against 'traditional constituents' before they are included in the national specification and subsequently no reported problems.
CEN has considered a number of options, Table 2, but has yet to decide which one to develop.
Given the facts that CEN Member states have agreed to more towards the specification of durability by performance and that they are confident in their current method, Options A, B, C and F are unlikely to be followed. The experts involved in this development favour Option E, but with the content of Option D. Whether the technical difficulties will be resolved within the timescale for the next revision of Eurocode 2 [15] is an open question.
| Table 2 Options for developing the specification of durability by performance | |
| OPTION | BRIEF OUTLINE OF OPTION |
| A | JWG proposal. Performance for XC, XD, XS and XF exposure classes with European deemed-to-satisfy limiting values |
| B | Swiss system expanded to European level. For all aggressive exposures classes initial testing and routine testing of performance plus limiting values. All testing is accelerated testing |
| C | Modified Swiss system. As B but no performance testing for sets of constituents that were agreed as to always pass the test criteria |
| D | Start with national limiting values to determine what Exposure Resistance Classes (ERC) these achieve. Once the ERCs are determined, conformity to the limiting values will be taken as conformity to the ERC |
| E | Introduce the performance approach as an alternative to the current method in an Annex of Eurocode 2 |
| F | Do nothing new. The current version of EN206 has not stopped specifiers for major works requiring performance testing. |
The first challenge is developing a suite of test methods. Table 3 lists the methods under development in Europe.
The carbonation tests disadvantage slowly reacting cements [16] and the precision of the chloride diffusion test and the freeze-thaw tests is not satisfactory. Before dismissing these tests as, a degree of pragmatism is necessary as many countries do use such tests to assess the suitability of a new constituent in concrete.
No European standardised tests are available for sulfate resistance, acid resistance or alkali-aggregate resistance and without a test method work cannot start on specifying durability by performance. This is why Europe is limiting its initial approach to carbonation resistance, chloride resistance and freeze-thaw resistance.
Another challenge is establishing the correlation between performance in real structures and performance in standard test methods. Little is known about these relationships. Differences will be due to a number of factors including:
— differences between real exposure conditions and test conditions;
— ageing effects on the concrete (including effects of load and load-independent strains);
— differences between the concrete in the structure and the concrete in test specimens.
| Table 3 Status of CEN durability-related performance test methods for concrete, May 2018 | ||
| REFERENCE | SHORT TITLE | STATUS |
| Revision of TS12390-9 | Freeze-thaw resistance — Scaling | Published in 2016. Precision tests are planned, but not started |
| CEN/TR 15177 | Internal freeze-thaw technical report | Published. Review in progress on whether a method should be standardized |
| TS12390-10 | Relative carbonation resistance of concrete | Published. Will be superseded by EN12390-10 |
| prEN12390-10 | Carbonation resistance at atmospheric levels of CO2 | Progressing to formal vote |
| prEN12390-12 | Accelerated carbonation test | At CEN Enquiry |
| EN12390-11 | Determination of the chloride resistance of concrete, unidirectional diffusion | Published in 2015 |
| prEN12390-yy | Chloride migration test | Internal comments on draft being taken into account |
| prEN12390-zz | Resistivity | Under review by JWG12 prior to sending for CEN Enquiry |
| prEN12390-15 | Adiabatic method for the determination of heat released by concrete during its hardening process | Passed formal vote. Awaiting publication |
| prEN12390-14 | Semi-adiabatic method for the determination of heat released by concrete during its hardening process | Passed formal vote. Awaiting publication. |
| EN 480-11 | Air void characteristics in hardened concrete | Published |
Chloride diffusion in test specimens will be observed to decrease when tested at longer ages. The minimum this can reach in theory is a steady-state but the time to reach this is unclear and will vary for different cement types. Will the rate and time over which it will decrease be different for concrete exposed to seawater compared to structures exposed to de-icing salts?
While diffusion is an important mechanism in chloride ingress into structures, it is not the only mechanism. Other mechanisms include:
— wetting and drying;
— capillary suction;
— pressure driven ingress, e.g. in submerged tunnels.
In addition, some of the chloride ions bound up by the binder, may get released if the concrete carbonates.
While accepting that perfection is the enemy of progress and the consequences of getting it wrong is extremely high, the author believes that it is appropriate to start introducing initial performance testing of durability for carbonation resistance, chloride resistance and freeze-thaw resistance in the following situations:
- use of standardized constituents outside of local experience;
- proving the acceptability of specific limiting value and constituents that differ from the provisions valid in the place of use;
- where specified in the provisions valid in the place of use;
- where specified.
While this step towards the specification of durability by performance does not go far enough for some and too far for others, it is, in the view of the author, an appropriate first step.
The specification of durability by performance is a significant technical challenge needing further research to resolve the outstanding questions. These include the development of test methods, the relationship between performance in the test and performance in structures and the impact of normal variations in production on the results of standard tests.
Uncontrolled Addition of Water on Site
Adding water on site in a controlled manner under the full responsibility of the concrete producer is not bad practice and it is a solution to situations where travel time to site is highly variable or where the exact consistence at discharge is critical, e.g. diaphragm walling. In this situation the procedure is agreed between all the parties beforehand and typically some of the mix water is held back and added on site, followed by mixing at high speed for the agreed time. The volume of water added is recorded and samples for testing the consistence and strength are taken from the re-mixed concrete. The producer remains fully responsible for the quality of the supplied concrete.
This section is not about this practice, but about the uncontrolled addition of water to concrete on site. From a supplier's viewpoint, the specification has been changed by the client instructing the producer to add more water, but it is questionable whether the person ordering this change has the authority to do so. If the producer does not have this instruction and the volume added written on the delivery ticket and signed, they have little proof that they were following instructions. What is worse is if the sample for testing is taken prior to adding water. While the producer will claim that this sample represents the quality of concrete supplied to the site, it does not reflect the quality of concrete in the structure and this is the key concern of owners of structures.
This issue is one that continues to blight the industry and resolving it remains one of the challenges facing the Concrete Industry. The solution may appear simple, ban the practice in the concrete specification, but this is ineffective if it is not enforced on site. The one certainty is that nothing will be recorded on the delivery ticket and if this practice is spotted on site, the producer will not want to lose a customer and, therefore, they will work together to claim this was an exception!!!
EN 206 [16] has a pragmatic approach to this issue in its clause 7.5
- In general, the adjustment of the mix proportions after the main mixing process is not allowed.
- In special cases, admixtures, pigments, fibres or water may be added where:
— the consistence and the limiting values conform to the specified values; and a
— there is a documented procedure for undertaking this process in a safe manner within the factory production control.
- Furthermore, if water is added, a conformity control shall be carried out on a sample of the final product.
- The quantity of any water, admixtures, pigments or fibres (if the content of fibres is specified), added to the truck mixer shall be recorded on the delivery ticket in all cases. For re-mixing, see 9.8.'
On its own this is not the complete solution. Specifiers have to specify the consistence (which is often confused with workability) they actually need for the task. If the concrete is going to be pumped, the specification should inform the producer that the concrete is for pumping and the producer needs to proportion the mix so that it is capable of being so. Decisions on the required consistence should be made by the technical people and not by the commercial department.
The producer also has a responsibility to ensure that at the upper limit of the specified consistence, the concrete will meet the specified maximum w/c ratio and the specified strength. They also have the responsibility to ensure that their truck drivers follow company procedure and not 'help' the customer by 'wetting up' the mix.
Achieving The Minimum Cover
Another issue that blights our industry is the lack of the achievement of the specified minimum cover to reinforcement. One of the mantras of the former Cement & Concrete Association, Fulmer Grange, UK was 'halving the cover quarters the life' and this simple message puts the importance of cover into context.
 Figure 6: Recent concrete construction showing zero cover to the rebar and the painted surface not preventing the start of corrosion
Figure 6: Recent concrete construction showing zero cover to the rebar and the painted surface not preventing the start of corrosionEurocode 2 [15] has addressed one of the issues related to the lack of the minimum cover by clearly distinguishing between nominal cover and minimum cover. The nominal cover is the minimum cover plus a fixing tolerance, typically 10mm but it can be more for concrete cast against the ground and less for certain precast products where the cover is tightly controlled.
While this is major step in the right direction, it is not enough on its own. A study [17] showed that the defects could be roughly equally divided between operatives (53%) which included steel fixers, formwork fixers, and placing and compaction operatives; and management (47%) which included architects, consulting engineers, designers, contractor's management, reinforcement suppliers, and site engineers.
The detailing of rebar should be such that when taking account of the cutting and bending tolerances, the minimum cover can still be achieved. This is not difficult if it is considered when detailing.
The use of an adequate number of well secured spacers is also essential and guidance is available on this topic [18].
The use of covermeters is an effective way to detect low cover, but by then it is difficult and expensive to correct the error.
Sadly the evidence from recent structures, Figure 6, shows that the minimum cover is still not always being achieved and this remains a challenge for the Concrete Industry.
As individuals and society we own the built-environment and we are the ones who will have to pay the bills for poor practice.
Conclusions
- There are still a number of challenges facing the Concrete Industry.
- Improving the sustainability of concrete construction has to be the first challenge, not because concrete solutions are poor when compared with alternative solutions, but due to the importance and volume of concrete being used.
- To get a fair comparison of alternatives, sustainability has to be at the level of the structure and include all three pillars of sustainability.
- Finding a system for combining the different indicators is essential if sustainability is to be assessed in a holistic way.
- Another challenge is developing a practical, robust, reliable and cost effective method of specifying durability by performance.
- There are issues that are known about and solutions are available, but they still blight the Concrete Industry. These are the uncontrolled addition of water on site and the failure to achieve the specified minimum cover in the structure.
- STATISTA. World and US cement production, 2010- 2017, https://www.statista.com/statistics/267364/world-cement-production-by-country/
- ANDREW R M. Global CO2 emissions from cement production, CICERO Center for International Climate Research, Oslo 0349, Norway, https://www.earth-syst-sci-data.net/10/195/2018/essd-10-195-2018.pdf
- BRITISH STANDARDS INSTITUTION. BS EN 15463: Sustainable assessment of buildings, Part 1: General framework, Part 2: Framework for environmental performance, Part 3: Framework for social performance, Part 4: Framework for economic performance.
- BRITISH STANDARDS INSTITUTION. BS EN 15798: Assessment of environmental performance — Calculation method.
- BRITISH STANDARDS INSTITUTION. BS EN 16309+A1: Assessment of social performance — Calculation method.
- BRITISH STANDARDS INSTITUTION. BS EN 16627: Assessment of economic performance — Calculation method.
- BRITISH STANDARDS INSTITUTION. BS EN 15804+A1: Environmental product declarations — Core rules for the product category of construction products
- THE CONCRETE CENTRE. Thermal mass for housing: Concrete solutions for the changing climate, TCC/04/05, 2006, ISBN 1-904818-42-0
- SPAUN S. Concrete buildings as micro energy hubs delivering climate friendly solutions, ERMCO Congress, Oslo, June 2018.
- Harrison T A. Meeting the challenge of efficient and sustainable resource use, paper for the Congress: Concrete in the low carbon era, University of Dundee, 2012.
- Hewlett P. Chemistry of cements, revised edition due for publication in 2018.
- DHIR R K, Tittle P A and McCarthy M J. Role of cement content in the specification for durability of concrete, University of Dundee research contract for BSI number 33/3/16 (CC1629), May 2001.
- HARRISON T A, JONES M R, DYER T and HALLIDAY J. A proposal for the information needed with respect to BRCW7: Sustainable use of natural resources, paper presented at SB13 Sustainable Building Conference Graz, Austria 2016.
- Helland S, Assessments of carbonation ingress in-field as a tool to calibrate code requirements - Proceedings fib Symposium: Performance-based approaches for concrete structure, Cape Town, South Africa, November 2016, Concrete Society Southern Africa www.concretesociety.co.za
- BRITISH STANDARDS INSTITUTION. BS EN 1992-1-1, Eurocode 2: Design of concrete structures – Part 1-1: General rules and rules for buildings.
- BRITISH STANDARDS INSTITUTION. BS EN 206 2013+A1 2016, Concrete – Specification, performance, production and conformity.
- CLARKE, L A, SHAMMAS-TOMA, M G K, SEYMOUR, D E, PALLET, P F and MARSH, B K. How can we get the cover we need? The Structural Engineer, 1997, volume 75/No. 17, September, pp289-296.
- BRITISH STANDARDS INSTITUTION. BS 7973-2 Spacers and chairs for steel reinforcement and their specification. Fixing and application of spacers and chairs and tying of reinforcement.
Acknowledgement: The article has been reprinted/reproduced from the Proceeding of UKIERI Conference after securing permission from organizer and author.
Published on:
08 May 2019
Published in: NBM&CW May 2019
Share:
We Value Your Comment


































