Laminated Veneer Lumber

LVL represents a new technology in wood utilisation and its production is steadily increasing and there is much development work under way in different locations in both the production methods and the applications of LVL. During the last twenty years, LVL has become an important new product which has created considerable interests in the building field. It is a high-quality structural material with uniform engineering properties and dimensional flexibility which makes it superior to sawn timber and glued laminated timber, particularly for large-span structures. Its applications range from public buildings, large prefabricated buildings, product components and industrial warehouses to customized wooden houses. New applications are constantly being developed in close co-operation with customers and wood-construction professionals. In short, LVL provides an ideal solution, when features such as durability, light weight, and dimensional precision are essential. These attractive features lead an ever-increasing popularity both in Europe and the United States. It is unique in strength and versatility. Engineered lumber is enjoying increased market acceptance and is displacing solid-sawn structural timber. There are many reasons for the rising popularity of this engineered wood products.Large diameter trees for sawn timber are less readily available in some markets creating an excellent opportunity for LVL. Its veneering and gluing process of LVL enables large members to be made from relatively small trees thereby providing for efficient utilisation of wood fibre. In other words, it enables small trees to be converted into large size planks. And, LVL can be manufactured from raw materials which could not previously be utilised.
History of LVL: LVL was first used to make airplane propellers and other high-strength aircraft parts during World War II. The term veneer was somewhat synonymous with plywood prior to the 1970s. But all that began to change during the 70s when Art Troutner and Herold Thomas (in the USA) used parallel laminated plies of veneer without crossbanding (cross-lamination) to form the top and bottom flanges of structural I-beam shaped trusses and joists. Troutner and Thomas officially established their company, presently known as TJ International (USA), in early 1960 to sell an unusual new product called “truss joists.” The market was ready for this product and sales climbed. The product's light weight, strength, uniformity, and ability to span long distances made it an ideal substitute for solid sawn timber.

Feeding is organised so that face and core veneers are fed in a correct order. Glue is thermosetting phenolic resin. Using special type of curtain coater, glue is spread on upper side of each sheet, except on the upper faces. The sheets are laid up to a continuous mat, so that veneer scarf-joints are more than 10 cm apart from each other. In manufacturing, veneers are laid up so the grain direction is the same in all veneers. some veneers are laid so that their grain is contrary to the grain direction most of the veneers. This construction gives rigidity for the LVL as it does not warp and twist.
When the wanted thickness is reached, the mat is pre-pressed to spread the glue evenly on the downside of the veneers. Billets, width 1,6 m and thickness 27-75 mm, are cut to desired length, than they are fed into the hot-press. This hot-press is a multi-daylight press, the pressing temperature is about +145oC. The pressing time depends on the thickness of the billet. LVL-billets are then cut accurate to the customers requirements.
Structural Properties
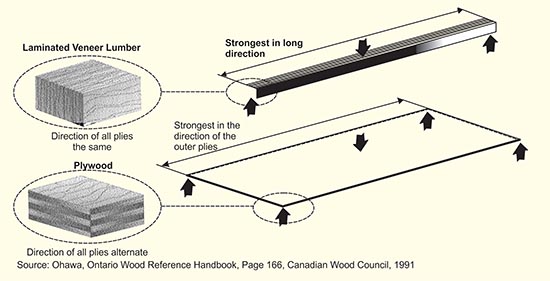
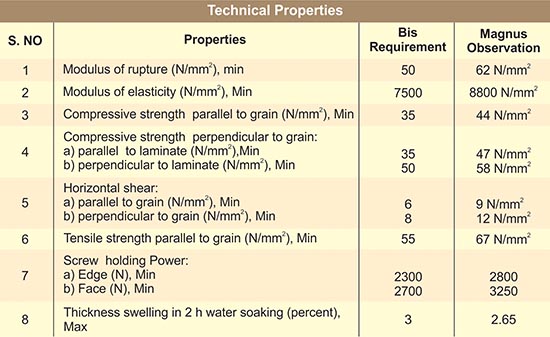
The most important reason for LVL's success are the qualities of the product itself and its properties. The manufacturing process provides LVL with a homogenous structure. In LVL, usually the grain of each layer runs in the same (long) direction with the result that it is strong when edge loaded as a beam or face loaded as a plank. This kind of lamination is called parallel-lamination, and it produces a material with greater uniformity and predictability than the same dimension material made by cross-lamination. Cross-laminated LVL offers superior shrinkage properties perpendicular to the long direction of the board and increased strength properties if faced loaded as a plank.Strength Properties: One of the main ideas of LVL is to disperse or remove strength-reducing characteristics. LVL is an engineered, highly predictable, uniform lumber product, because natural defects such as knots, slope of grain and splits have been dispersed throughout the material or have been removed altogether within the veneer assembly. In addition to this, the veneer sheets are placed in specific sequence and location within the product to maximize the stronger veneer grades. This can be considered as an engineered configuration of the veneers. Hence LVL's strength properties are consequently superior to those of glued laminated timber (glulam) or stress graded timber. The average of most strength properties is higher and the variation is significantly lower when compared to solid wood. LVL is a high-quality product that is more uniform and exhibit improved structural properties over sawn timber.
The illustrated design values clearly compare favourably with high-quality sawn timber. While the modules of elasticity (also responsible for the stiffness) of LVL and PSL lumber are 10% higher than that of Douglas fir, the design strength in bending and tension is more than 50% higher. In general, it can be roughly said that the strength of LVL is 1,3 times the strength of glulam and 2 times the strength of sawn timber. Like other products made by laminating pieces of wood together to create a structural element such as plywood, glulam, parallel strand lumber (PSL), or OSB/Waferboard, LVL offers the advantages of higher reliability and lower variability through defect removal and dispersal. Yet, the strenght figures only tell half of the story. According to a Smith Barney report: Management (of TJM Trus Joist MacMillan, USA) speaks about the fact that if one were to support a 1000 square-foot floor with traditional 2” x 10” floor joists, it would require the cutting down of three trees. … (Trus Joist) wooden I-joists could do the same job and require the cutting down of only one tree. (…) This could result in a more efficient use of wood fibre. Whether the usage ratio is actually 3:1 or something less, recent design information and on-site experience indicates that an engineered structural system will require significantly less wood fibre when compared to solid wood.
Dimension Stability: LVL is dimensionally precise, straight, it does not warp but can cup, and has minor changes due to humidity. Every other veneer sheet in the veneer lay up is placed tight side up or down to ensure that the final product will not warp or twist.
Available Length: LVL is available in any length only limited by the press size or transportation restrictions.

Uniformity: LVL is a uniform product.
Splitting, Fissures in the Final Product: Hence the veneers of LVL are dried to the desired moisture content, LVL does not shrink any further after hot pressing. As a result of this splits or fissures do not occur, whereas sawn timber and glued laminated timber are still subject to shrinkage due to non efficient drying.
Waste of Material: The waste of material while manufacture is minimal for LVL because nearly the whole log is used to manufacture veneer, and just a small amount of veneer is rejected due to defect removal. In contrast, the waste of material of sawn timber is considerable due to the sawing process itself and defects in timber, which have to be reduced or removed by cross cutting or edging.
Appearance: The natural aesthetic beauty of sawn timber includes the appearance of knots, wane, resin pockets, splits, slope of grain, and a few other less significant defects. Some of these defects have a great influence in the optical quality of the sawn timber and can diminish the value of the sawn timber in large extend. LVL offers a more uniform surface with nearly the same beauty of natural wood. Scarf-joints visible on the surface might be a problem that reduces the quality of the optical appearance if dark coloured resins such as PF-resins are used.
Quality of the Final Product: LVL offers the more consistent quality compared to sawn timber. The variation in the properties is less significant.
Fire Resistance: LVL is a wood-based product and will react to fire much the same as a comparable size of solid sawn timber or glued laminated timber. The Phenol-Formaldehyde resin adhesive used in manufacture are inert once cured. Therefore, they do not contribute to the fire load and the strength of the bond is not adversely affected by heat. When used in fire-rated floor or roof assemblies, the performance of LVL is similar to solid sawn timber or glued laminated timber.
Fields of Application: LVL is now used in applications where strength and dimensional stability are required. Being a homogenous and dimensionally stable building material, LVL can be used in both bearing and non-bearing walls, as planks, as beams, as headers, in door and window frames, sliding door rails, steps, as well as in the roof trusses of single-family houses and engineered building constructions such as swimming halls, sport halls, etc.
Published on:
18 October 2012
Published in: NBM&CW October 2012
Share:
We Value Your Comment