
Use of Recycled Asphalt Pavement in Asphalt Plants – Different Approaches and Pros and Cons. . .
Recycling of old asphalt pavement has been the subject of priority across the world in the interest of environmental protection, economy and for maintaining the contours of the road by controlling the thickness of the paved road. The cost benefit analysis is kept out of the scope of this article given the variances in cost and quality of milled material in different parts of the country which may have significantly different costs of milling and wide variances in prices and availability of new aggregates. Once we understand the variances in cost, it is a straightforward exercise to calculate cost benefit. Ammann, being the world leader in asphalt plant technologies, has put in significant research and development efforts in developing the widest range of alternative systems to process the recycled asphalt pavement (RAP ) with minimum impact on the plant efficiency and pollution controls. Ammann today offers successful and proven technologies and plant configurations to use RAP up to almost 100% level and have many successful installations in developed countries of Europe, Australia etc. of such high recycling technology (HRT ) plants. In this article we will briefly understand different systems for using RAP to different proportions and their pros and cons. In India, the use of RAP is catching up but the authorities, quite rightly so, are cautious in the % of RAP used. Higher % use of RAP without fully understanding the nuances will only be counter-productive in the long run. What is important for successful use of RAP and ensure the required quality of new road is availability of consistent quality of RAP material where one can have confidence over consistency of its mix and bitumen content. Because when we go to a proportion higher than about 15% RAP addition it is not possible to screen the hot material and hence the plant control has to depend upon the laboratory analysis data fed in by the operator and then, if the actual ingredients in RAP keep changing, it may affect the final mix produced by the plant meant to be used in new road. This is true for any plant. In developed countries it is possible to get such RAP material because the old roads were also built with stringent quality control adopting modern technologies. We have to be a bit careful in India on this account.
Different solutions for different proportion of RAP addition available on asphalt plant are as follows –
1) In a continuous plant, whether single drum or double drum, because there is no screening of hot mix done in the plant, the cold RAP material is added to the drier drum through a special RAP ring which allows feeding of the RAP material in a rotating drum. Because this is not a batch mix plant and does not have screening and weighing of hot aggregates, the amount of RAP that can be added depends upon the heat transfer and flame protection systems given in the drier drum design.
2) In a batch type asphalt there are following solutions available –
- Adding cold RAP through a simple RAP ring into the drier at its exit end after the burner to avoid flame affecting the RAP material. This way one can add upto about 15% RAP which can go over the screen with little maintenance care.
- Adding cold RAP to the hot elevator just after the fresh material discharge from the drum. This method can handle upto 15% RAP and can go over the screen with little maintenance care.
- Adding cold RAP directly into the pug mill. This method is called as RAC and can go upto about 30% RAP. The RAP does not go over the screen but the 70% fresh material goes through the screen and weighing system of batch mix plant.
- Adding RAP in the drum at a point around mid way. The drum has very special arrangement inside to protect flame from coming in contact with RAP material. This drier drum is called RAH50 and can handle upto 40 to 45% of RAP. Entire mix has to bypass the screen.
- Hot recycling in a parallel drum. There is a separate heating and drying drum with burner to heat RAP upto certain temperature and then add this hot RAP into the pugmill mixer with fresh hot aggregates. This method is called HotRAP and can handle upto 60% RAP. The hot RAP does not go through the screen but the fresh aggregates go through the screen and weighing process.
- Ammann has developed special recycling drum which can heat the RAP material upto final mix temperature and can handle nearly 100% RAP. Entire material does not go over the screen.

RAP Ring:
Simple RAP ring is provided on the drier drum to feed the RAP material into the drum. Usually batch mix plants drier drums are counterflow technology and hence the hot material discharge is at the burner end. Hence, the last zone inside the burner is flame zone and therefore RAP cannot be introduced in this zone. This means the RAP can only be introduced close to exit of material and behind the blast tube of the burner. This leaves very short time for RAP material to get heated and the fresh aggregates are to be superheated inside the drum to ensure final mix temperature of output material from the drum. This also does not provide much time for steam to be evacuated from RAP material. Therefore this method can work reliably only upto about 15% RAP addition. However, if someone goes beyond 15% then the screen will need to be bypassed for entire material and final mix accuracy will depend upon the accuracy of mix of RAP and gradation accuracy of cold aggregates. There are also chances of material sticking to the side walls of buckets requiring frequent cleaning.
Feeding in the elevator bottom:
The RAP material is fed to the hot mineral elevator at the bottom after the fresh hot aggregates are discharged from the drum. This ensures that the cold RAP is lying on the top of fresh hot aggregates in the buckets and reduces the risk of entire material sticking to the walls. This way we can feed upto about 15% RAP and it can go through the screen depending upon the finest mesh size used. The screen wire meshes will need to be cleaned to remove any material that may have stuck.
RAC
The cold RAP material is stored in a separate cold bin feeder with special side angle design and oversize removal bar screen with vibrator on the top. This material is fed through a conveyor to a bucket elevator which takes the material above the level of mixing section in the tower and feeds into a small surge bin of capacity to hold about 3 batches. The bottom gates of the surge bin feed the material to a horizontal weighing belt which then discharges the material to pugmill through a chute. Pneumatic gates are given at the discharge end of the chute to control feeding of the material to the pugmill. The weighing belt weighs the RAP material and is controlled by the recipe from plant control system. The cold RAP is heated by the superheated fresh aggregates in pugmill and steam is evacuated through a special steam evacuation pipe connecting to the raw gas duct of the drier drum. The benefits of this method an that the 70% fresh aggregates are screened and weighed as per the recipe and only the RAP material is not screened. However the limitation is that steam evacuation and heat transfer may increase the batch cycle time.
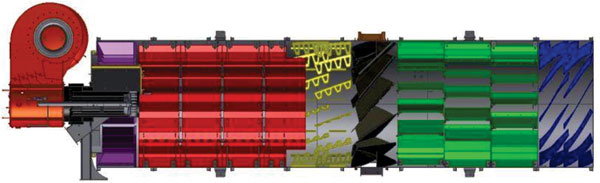
RAH50 drum:


Through constant research and field studies Ammann has developed a special parallel flow drum design which can heat 100% RAP material to the final mix temperature successfully, efficiently and in environment friendly manner.
To summarise, there are wide range of proven technological solutions which are available to successfully use recycled asphalt pavement in a batch mix plant. It is upto the user what is applicable to his situation depending upon the quality and quantity of consistent RAP material available and his own cost economics based on the initial capital cost, expected cost saving by use of RAP and cost of getting the RAP material which includes milling, transportation and fuel cost as per the moisture content in RAP. Good part about Ammann design plants is that any of these options can be retrofitted with minimum changes at later date. So, the plant can grow with the needs and changing situations.
Published on:
15 December 2015
Published in: NBM&CW December 2015
Share:
We Value Your Comment












