
UG 260S – India's Top Class Asphalt Batch Mix Plant

World over, two types of asphalt mixing plants are used. The continuous type, more popular in North America, can deliver quality mix only if the input quality of the aggregates is perfect. The Batch type plants that are used in the rest of the world including India address this problem with the secondary screening of aggregates and accurate weighing of each ingredient of the mix and addition of bitumen by weight rather than by volume. Recognizing this, the authorities in India have made the use of batch type asphalt plants mandatory in all major road projects of central & state governments.
Ammann group of Switzerland is world's number one manufacturer of batch type asphalt hot mix plants in terms of technological advancements and plant population. Apollo has been the pioneer and leading Indian manufacturer of batch type asphalt mixing plants in India with a wide experience of supplying such plants to Indian and overseas customers with a plant population over 400 plants. The joint venture Ammann Apollo, formed 18 months ago, is committed to supply the Indian customers the equipment with the latest European technology at optimum prices and strong local support through pan India presence - offer the best of both worlds.
Towards meeting this commitment, first off the blocks from Ammann Apollo is the top end asphalt batch mix plant model Uniglobe 260S (UG260S) manufactured with joint efforts of European and Indian engineers. This plant designs are based on proven and latest principles of Ammann. It uses the core components, which are extremely important for quality of mix and reliability of operation, manufactured in Ammann Switzerland. The control software which is the brain of the plant is from Ammann Switzerland and the plant is completely built locally by Ammann Apollo team trained in Switzerland and Germany, strictly to Ammann design and specifications.
Keeping in view the future developments expected in Indian road designs the plant is designed as being the Future Ready to optimize customer investment. UG 260 has provisions to retrofit attachments and options in future in line with changing mix designs, different recycling techn- ologies going up to 60% RAP etc.
Let us talk about few key elements that are important to ensure the mix quality and reliable production of the plant and also competitive operational costs.
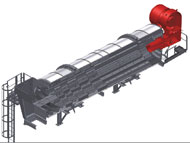
General configuration of the plant
The plant comprises of a cold feeder, a drier drum, a burner, the elevator, multi deck vibrating screen, hot aggregate storage silo, weighing scales, a twin shaft mixer, hot mix storage silo, filler storage and feeding system, pollution control system with bag house filter and central control room to control the entire process and maintain records.
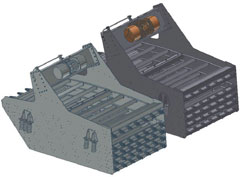
Cold Feeders:
The cold feeders are funnels or bins to channalise supply of different sizes of cold aggregates in different bins. The UG cold feeders are modular design giving flexibility of adding more numbers of feeders with minimum changes in future. The feeding conveyors are driven by variable frequency drives and the control has the facility to calibrate them in line with the recipe to have the first control to feed different sizes of aggregates as per recipe. The conveyors are designed based on modern design principles for longer life and energy efficiency.
Drying drum:
Ammann driers are optimized using the advance analytical tools and modelling, the drier designs are well tuned with the burner because Ammann has completely in house R&D and manufacturing of burners unlike most other manufacturers, who source burners from other suppliers, and thus it ensures optimum heat transfer to aggregates and proper control of combustion process in burner to derive maximum fuel efficiency and minimum pollutants.
The Burner:
As mentioned before, Ammann has completely in house R&D and manufacturing center for burner at the headquarters in Switzerland which ensures continuous improvements and technological advancements. The burner is a low noise burner with silencer meeting to European safety and pollution standards. Multiple fuel choices of diesel, LDO, heavy oil, natural gas, brown coal dust etc. are available. Multifuel burners are also available on request which can handle three different types of fuels. The burner used in this plant is powerful 17 MW burner to ensure effective drying of aggregates even at higher moisture contents. Ammann drier and burner combinations are designed for higher temperature increase of 1750 C which ensures the higher production even in severe cold conditions or while producing some advanced mixes like CRMB, Mastic etc which needs higher temperature for proper quality of pavement, as against many other manufacturers who rate their drier capacity at around 140 or 1500 C temperature increase and then the production drops down sharply in cold climatic conditions and also while producing advanced mixes and has high risk of leaving higher residual moisture which may affect longevity of pavement.
Multideck vib screen:
Hot aggregate storage silos:
The plant has sufficiently large storage capacity of 56 Tons in five or six compartments below the screen to ensure continuous supply of all the required sizes of aggregates in the mix to ensure smooth and optimum operation of the plant at rated capacity even at not so good input gradation of cold material. The silos are properly insulated to ensure minimum heat losses.
Weighing scales:
Separate weighing scale bins of adequate capacities for aggregate, filler and bitumen and real time control of weighing process by powerful central control system and smart software ensure precise weighing to meet any global standards of mix design quality requirements. Properly designed discharge gates and orientation of scales with respect to mixer ensures fast discharge and shorter mixing time for high productivity.
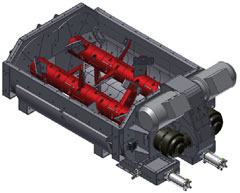
Sufficiently sized 3.3T Ammann mixer, optimized configuration of paddle mixing arms, optimized ratio of peripheral and gravity acceleration of material inside ensures thorough homogeneous mixing at minimum required shear forces and minimum required agitation to control the aging of asphalt. Optimised and heated discharge gate ensure smooth and fast discharge of material to minimize the batch cycle time and ensure high productivity.

Ammann design of bag filter is one of the most advanced in the world with sufficiently large filtration area, top quality fabric, Aluminium cages, efficient design of reverse air cleaning consuming very small power and highly reliable cleaning rotor mechanism manufactured in Switzerland ensures consistent performance, minimum energy losses and world class pollution control in exhaust gases. Monitoring of differential pressure and controlling bag cleaning ensures consistent performance.
Hot mix silo:
The plant design has provision to have a hot mix storage silo in line with the mixer discharge. The modular design of silo facilitates future expansion in capacity with minimum changes. Each compartment is of 45T capacity and also has direct truck loading compartment. The silo ensures faster truck filling and shorter truck turnaround time on plant and also provides additional buffer storage during peak demand hour to support smooth supply of asphalt mix to paving site. One can also install a weigh bridge underneath the silo to have dynamic weighing of truck and the control has facility to control the quantity of asphalt mix loaded in truck and can also maintain record by truck numbers for the recipe and quantity filled in the truck.
Warm Mix Asphalt:
The plant has provision to install world proven Ammann Foam mix system to produce warm asphalt mix and save energy and environment.

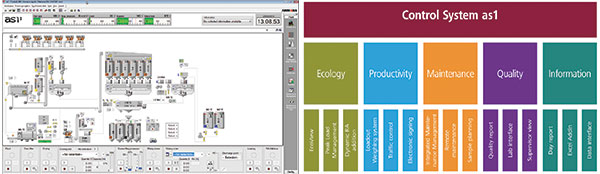
Ammann as 1sts control software is considered to be the industry best control software in the world with real time control of important process parameters, unlimited recipe storage, modular and easily configurable program structure, proven and most reliable software, advanced features like Ecoview to monitor energy consumption by the plant, maintenance management module to schedule and remind the operator for preventative maintenance, quality control module to keep a track of mix quality, friendly user interface with facility to have two screens to have simultaneous view of different processes, remote connectivity for remote assistance anywhere in the world and numbers of management report facility to provide reports on all important aspects of the plant operation and process control. The hardware is extremely reliable with best brand of Industrial grade PC, robust communication bus and reliable hardware with safety features to meet European safety standards.
To summarise, the Ammann group and Apollo have put in their best efforts in making in India the top class asphalt batch mix plant to support Indian road construction industry build world class roads with high productivity.
Published on:
16 May 2015
Published in: NBM&CW May 2015
Share:
We Value Your Comment












