
Preventive Maintenance through Condition Monitoring – Mining and Construction Equipment
The present competitive business environment demands higher utilization of equipment to the tune of 6000 hrs per year unlike the olden days of 2500 – 3000 hrs. To meet the present utilization level, machine availability has to be very consistent. Like the human being, the machine also needs preventive health checks and remedial actions in the initial stage so that machine health is maintained and the desired productivity can be obtained with higher utilization. The moment we ignore monitoring machine health, it starts giving surprise breakdowns, affecting its availability and losing production hours
In machine language Preventive Health Check can be called “Condition Monitoring”. Monitoring tells the health of the machine and behaviour of the operator, and even operating conditions.
Common machine related issues include oil leakage, power train components wear, missing caps, dust entry, clogging of heat exchanges, improper greasing, GET, undercarriage wear, belts wear, hoses leakage, cylinder seals leakage, drop in hydraulic pressure, sensors and other electrical components issues, wear of brake system parts, etc.,
Improper operations, over loading, under loading, ignoring machine warnings, prolonged oil change intervals, poor maintenance of lubes and fuel filling facilities, poor greasing, running till breakage, inadequate washing / cleaning, lack of awareness of machine features, machine abuse, etc,

Practically, there are no defined schedules for Preventive Maintenance because operating conditions and practices differ from site to site and from company to company. Hence, Condition Monitoring is very important to plan and execute. Condition Monitoring includes periodical data downloading from machine, listening and observing the machine for abnormal smoke, unusual noise, warnings in the operator panel, external inspection of machine, oil sampling, monitoring online operation reports, and so forth. Frequency of inspection can be decided in consultation with the equipment manufacturers considering operating conditions
Condition monitoring not only tells the health of machine but also of operator behaviour. While machine issues can be addressed by repair / replacing parts, operator errors can be eliminated through regular training. This also helps in improving operating conditions, maintenance practices, spare parts planning, and, over all, improving the productivity of men and machine.
| Condition Monitoring Practices that can be performed in a majority of mining and construction machines: | |
| Condition Monitoring Activity | Purpose |
| Downloading machine data through Electronic Tool | This gives extensive data for the desired / specific period. Data includes critical parameters like low engine level, low engine pressure, high coolant temperature, high hydraulic, transmission oil pressures, alters generated, closed and pending, operators negligence in engine shut down, acceleration practices, gear shifting practices, mode of operation, excess idling, excess crawling etc. |
| Periodical Lubricant sampling | Gives wear particle analysis of internal components, oil properties with trend, and also indicates severity of wear and advise for preventive action |
| Technical Audits / Machine Inspection | External inspection will give an idea of many components like hydraulic hoses, wiring harness, cleanliness of heat exchanges, bushes, pins, tyres, buckets, fan belts etc. Deeper inspection with diagnostic tools gives health of engine, transmission, hydraulic system, brakes etc. |
| Online operational reports | Gives individual and fleet utilization, idle run, fuel burn, production hours etc. |
Condition Monitoring just doesn’t stop at inspection and data download; it just starts there! Data analysis is very critical followed by action plan to fix the identified issues.
Inspect, Analyse and Execute:
If someone completes “Inspection” then analysis again is a challenge and so is execution with planning. There is a huge difference in the extended life obtained from engines, transmissions, hydraulics and other drive train components between site to site on identical model of machine. There is a difference in fuel consumption (normally fuel cost will be 55 - 60% of total maintenance & repair cost) from machine to machine (of same model) in the same site..The life of ground engaging tools / undercarriage also differs from site to site in the same jobsites and performing the same job. The reasons behind this difference has to be understood. To get the answers and workout solutions the only way is to implement “PreventiveMaintenance through Condition Monitoring”.
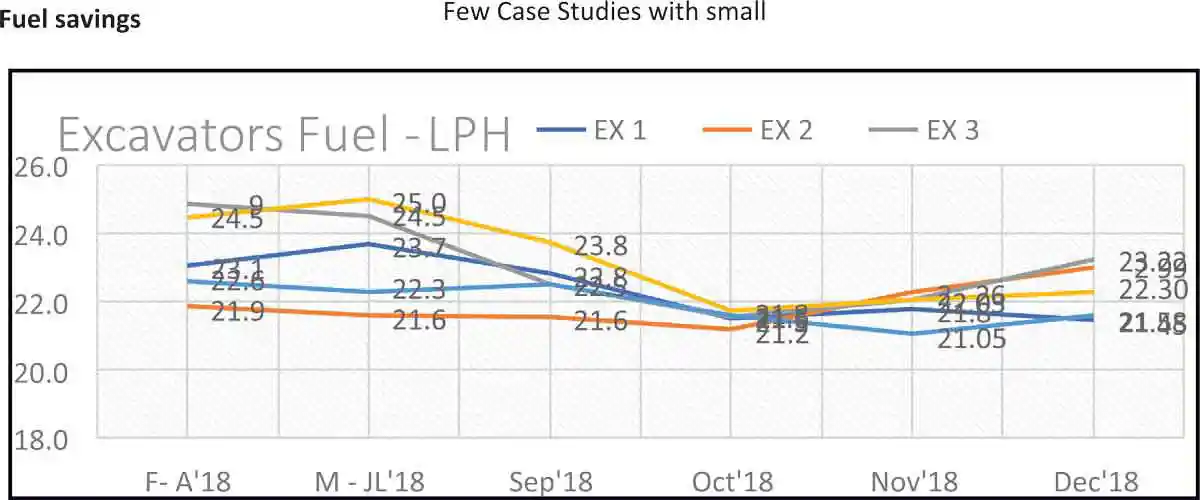
Data shows the fuel consumption till July’18-end was up to 24.9 LPH and through training and guidance the consumption reduced to 22.6 LPH. This shows that a customer with 10 machines operating @4000 hrs in a year, his savings on fuel will be almost `65 lakhs. Imagine the savings if these are higher capacity mining machines and run @ 6000 hrs per year.
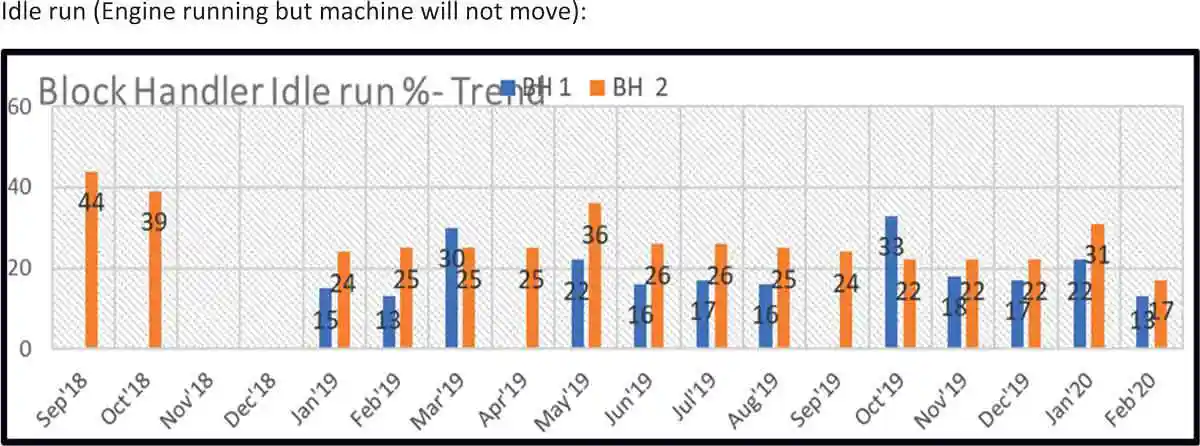
Data shows the reduction in Idle run from 44% to 17% over a period of time and consistently low in BH1. Excess idle leads to issues like diesel dribbling, early wear and tear of liners, rings, excess expenditure on oil filter change, etc.
These are few examples and there are many more like machine abuse, ignoring warnings, delay in oil filter change, improper lubrication, improper heat dissipation from heat excahngers etc., due to which machine life is affected a lot.
Machine owners must drive their frontline team (operators, technicians and supervisors) to implement Preventive Maintenance practices through Condition Monitoring. Equipment manufacturers must help owners in deciding the frequency of inspection by providing training and knowledge of machine parts and features for optimum operations, and resultant higher productivity.
Published on:
16 May 2020
Published in: NBM&CW May 2020
Share:
We Value Your Comment












