
Build Good Quality Roads in Difficult Terrains with a Compact and Portable Asphalt Batch Mix Plant Ecobatch 80
It is a well recognized fact that to ensure good quality of asphalt mix which is fundamental factor to ensure good quality road, use of batch type asphalt mixing plant is a must. In the hilly terrains on the northern and north eastern border and other areas transporting and erecting a normal asphalt batch mix plant is a challenge and hence many a times out of compulsion one is required to use a normal continuous drum mix plant. To eliminate such compulsion now we have a compact and modular asphalt batch mix plant which can be easily dismantled and transported into the vehicles that are allowed on such terrains.
Similarly for the maintenance work of highways one needs a small capacity but easily transportable plant. There has always been a debate whether to use a mobile batch mix plant or an easily portable modular batch mix plant on steel foundation is a good alternate. In India it is difficult and more expensive to get only the horses to pull the mobile plant chassis. The initial investment in a mobile plant is also higher due to road worthy design of chassis, axles and other drive gears like brakes etc. Secondly due to the design limitations of accommodating such a complex plant on to few chassis, compromises are usually made in maintenance approach and operational approach to all the sections of the plant.
To cater to such requirements a compact and easily portable batch mix plant model Ecobatch 80 is conceived and introduced.
The Plant Overview:
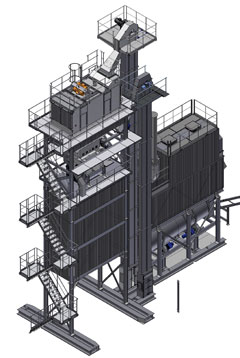
The plant has all the systems that a regular batch type asphalt mixing plant has. It is small and compact and also built to give value for money but, it adopts all the proven and latest design principles from Ammann designs. It also offers host of options from the simplest basic plant to more sophisticated advanced version depending upon the customer needs. It also has less foot print so that it can fit into a small flat ground and ductless design eases the erection. Brief highlights of all the aspects of the plants are given in following sections.
The Prefeeders:
Standard four bin feeder based on Ammann design principles with optimum side angles and extraction and collecting conveyor designs and sufficient storage of 8 cubic meter per bin makes it the best fit for the plant. All shaft mounted geared motors ensures low maintenance.
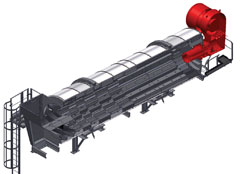
Efficient and powerful and efficient counterflow drier with optimized drum lifter designs, capture of radiation heat, four motor friction drive through shaft mounted geared motors, sufficiently sized drier rings with good design leaf supports, covered material inlet section to minimize dust suction makes it a very compact, efficient and reliable drier drum. One can chose optional feature of 25mm thick cerawool insulation if the plant is to be operated in very cold climatic conditions.
The Burner:
Fully modulating automatic burner of 6 MW capacity ensure efficient fuel combustion. Availability of Ammann burner as option and wide selection of fuels – liquid and gas enables the user to further optimize the energy efficiency.

Ammann proven design vibrating screen built to Ammann standards ensure reliable and efficient classification of aggregates. Standard four deck design with an option to have five fractions make it the best fit for most road recipe requirements. The screen enclosure with best in class approach for easy maintenance and replacement of wire meshes.
The hot aggregate storage bins:
Sufficient capacity of hot aggregate storage of about 16T with level indicators ensures smooth functioning of batching cycles. Standard four compartment and optional five compartment makes it suit any road recipe. Temperature probe in sand compartment gives feedback of actual temperature. One can chose 50mm thick rockwool insulation depending upon the climatic conditions.
Separate weighing scales for aggregates, filler and bitumen and all of sufficient size to handle wide range of recipe. Simple design with gravity spraying of bitumen makes maintenance simple on the tower.
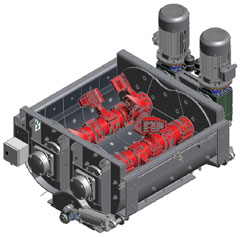
Amix Mixer:
1.2 T Ammann Amix twin shaft paddle mixer with mechanically synchronized geared drives and optimized design of paddle arms, tips to ensure thorough and fast mixing of batch ensures consistent good quality of mix at consistent production rates. Optmised discharge flap design ensures fast discharge.
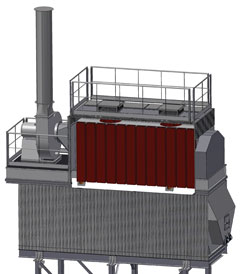
Smart preseparator design optimized through series of simulation analysis ensures effective separation of coarser particles for recycling it to the aggregate elevator. Preseparator mounted on the bag filter eliminates any duct. The bag filter is designed based on international standard, uses oval shaped bags for efficient operation and has Ammann's patented technology cleaning rotors for efficient reverse airflow cleaning makes it a small but world class bag house to ensure stringent pollution norms. The bottom hopper of the bag house has sufficient storage capacity of 8 cubic meter to hold the recuperated fines. Direct drive exhaust fan makes it very compact and less maintenance hassles without belts, bearing blocks etc. Differential pressure gauge indicates the conditions of the bags. Bags made from imported aramid fabric ensures stability at higher gas temperatures upto 1800C. One can chose 50mm thick rockwool insulation depending upon the climatic conditions.
Filler handling systems:
Well thought out options are available for filler. The coarse dust collected by preseperator is fed to the hot aggregate elevator. The fine recuperated filler in the bag house is fed to the filler weighing scale and can be used in recipe. Foreign filler silo with filler elevator is available as option to add foreign filler in the recipe. Excess filler bypass gate is provided in the bottom hopper of the bag filter to take out excessive filler if the aggregates contain more fine than needed in the recipe. The level indicators in the bag filter hopper gives indication to the operator when he should empty the filler to avoid choking of the bag filter.
Controls:
The standard basic plant comes with time tested controls with Siemens PLC and reliable hardware. One could enhance the controls and data capturing and reporting by incorporating SCADA system in the same controls, CCTV camera or even chose Ammann's world's best software as1. The control room has adequate space and visibility of the plant.
Portability:
The plant is built in modular construction and each module can be transported in a normal 20' container or in a normal 20' truck with maximum height of any module being within about 8'. One could select steel foundation skids and avoid concrete foundation, plugs and socket system to make site cabling very fast.
Safety:
The mechanical structure is designed to withstand Indian earth quake load and wind loads, all modules and stairways and platforms are designed as per the European safety guidelines and thus the basic human safety has been built in.
Host of options:
One can select from number of optional features and accessories to enhance the plant configuration as per the processing needs –
- Insulation on drier drum, screen enclosure, hot mineral storage silo and bag filter.
- Foreign filler addition system with a silo and elevator.
- Bitumen storage tanks, fuel tanks, stirrer arrangement in bitumen tanks for CRMB etc.
- In line hot mix silo of 50T storage capacity, fully insulated with heated gates.
- Steel foundation with plugs and socket system for quick portability.
- Fiber feeding system.
- Cold RAP addition to pugmill.
- Ammann foam asphalt system for warm asphalt
- High efficiency Ammann burner with multiple fuel choices.
- Siemens SCADA system for production data management and remote connectivity through internet
- Ammann's as1 software and industrial PC based controls for latest control features, remote connectivity and all the optional facilities of as1 controls available like production and quality data management, energy management with Ecoview, load out system if truck weighing platform is available below the plant discharge, maintenance management module etc.
Published on:
19 March 2015
Published in: NBM&CW March 2015
Share:
We Value Your Comment












