Structural & Sustainability Requirement for Precast Segment
The use of steel fibre reinforced concrete has the potential to meet low carbon lining by lowering concrete consumption and steel reinforcement saving while producing precast segments. If ductility and durability have been the key words in the last 40 years, sustainability will be the key driver for further FRC lining development in the coming years.
Benoit De Rivaz, Nv Bekaert Sa, Zwevegem, Belgium
With 480+ km of road tunnels. 300 km of metro tunnels. 2,300+ km of hydro tunnels. 85+ TBMs, a `11 lakh crore infrastructure pipeline, India’s underground
Dr. R.K. Khali, Vice President, Tunnelling Association of India (TAI) and Senior Vice President – GR Infraprojects Limited, highlights how on-ground innovation
Across infrastructure projects, especially tunnels, underground works, and industrial flooring, steel fiber reinforced concrete (SFRC) has become a core part
From diaphragm walls to TBM segments, metro construction demands precision and reliability at every stage. This article shows how Dextra’s engineered solutions
A number of challenging tunnelling projects are under-construction, connecting significant though remote places to the rest of the country. In the heart of the
India’s underground construction industry is undergoing a seismic transformation. Driven by rapid urbanization, strategic infrastructure needs, and technological advances, the nation is tunnelling thr
Dr. Rakesh Kumar Khali, Vice President Operations - Tunnel & UG Works, G R Infraprojects Limited, discusses the construction of Desilting Chambers and Connecting Tunnels for Vishnugad Pipalkoti HE
As India accelerates its transition toward sustainable energy, nuclear power is emerging as a crucial pillar of low-carbon electricity generation. In this context, the innovative use of tunnels and un
The diaphragm or slurry wall technique, as discussed by Dr. N. Subramanian, represents a major advancement in modern underground construction. It offers significant benefits, including excavation stab
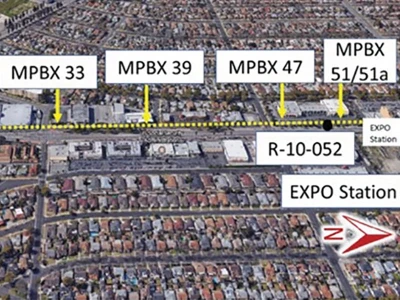
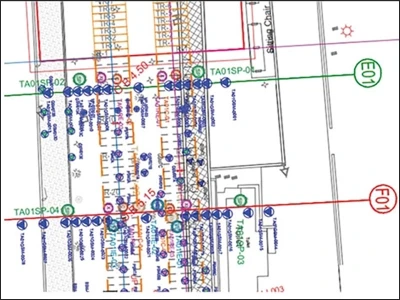
Instrumentation and monitoring are crucial for ensuring safety, stability, and quality in tunneling projects. With tunnels and metro lines being constructed worldwide, it is essential for geotechnical
Dr. Tanumaya Mitra, Sudip Kumar Koley, Padma Tiruvengala, Naru Raju, and Prodyot Kumar Ray, at ITD Cementation India present the ground Improvement requirement for a TBM launching under Shallow Overbu
When seawater penetrates concrete in road tunnels, a biofilm is formed that breaks down the concrete. This can lead to high costs and the risk of damage if stone and concrete drop from the tunnel roof
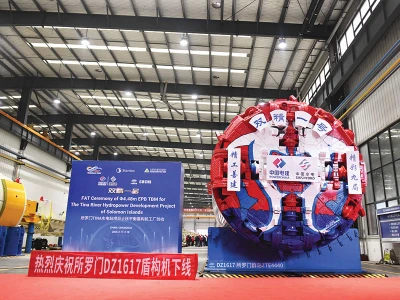
On February 17th, 2025, Tunnel boring machine "Shuangjing No.1" with an excavation diameter of 4.48 meters was off the production line at the second industrial park of China Railway Construction Heavy
Sanjay Kumar Sinha, Founder and Managing Director, Chaitanya Projects Consultancy, gives an inside view of how Chaitanya Projects skilfully maintains the arterial Quazigund-Banihal Tunnel in J&K,
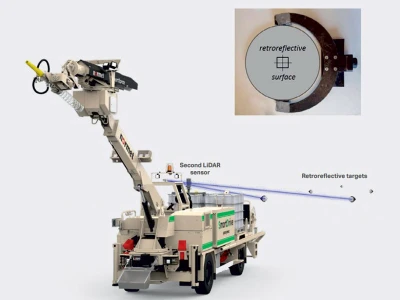
In recent years, shotcrete technology for underground rock support has seen significant advancements, particularly with the integration of digital technologies like SmartScan and other IoT-based innov
Dr. Rakesh Kumar Khali, Vice President - Operations, (Tunnel, UG Structures & Hydro Power), G.R. Infraprojects Ltd., describes the construction of the Tehri Pump Storage Project (4X250 MW) and the
On December 18th, 2024, the FAT ceremony of mining TBM exported to Africa was held in Changsha, China. This equipment, manufactured by China Railway Construction Heavy Industry Corporation Limited (CR